

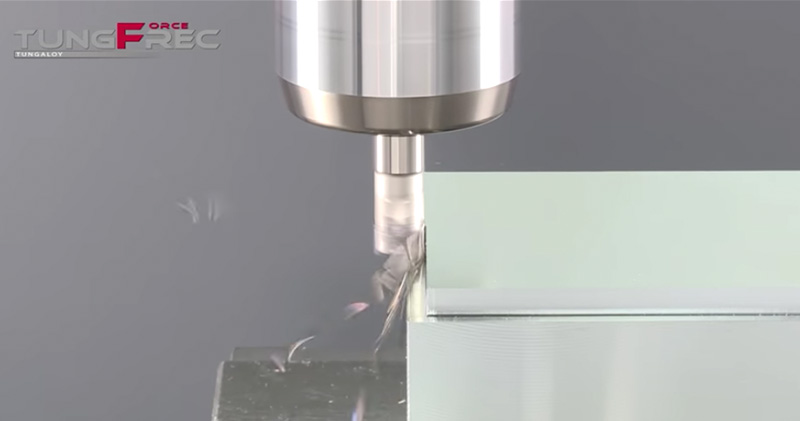
หัวกัดปาดบ่าฉากอเนกประสงค์พร้อมกับเม็ดมีดรูปทรง V ที่เป็นเอกลักษณ์เฉพาะเพื่อประสิทธิภาพการผลิตสูงสุด
TungForce-Rec เป็นซีรีส์ใหม่ของงานกัดบ่าฉากขนาดเล็ก มีระบบจับยึดที่ไม่เหมือนใคร ให้ความเสถียรเป็นพิเศษในการตัดเฉือนหลุมเล็กและการทำร่อง

การใช้งาน & คุณสมบัติ
การใช้งาน








คุณสมบัติ
1. การออกแบบหัวกัดปาดที่แข็งแรง
• การออกแบบเม็ดมีดรูปทรงตัว V ช่วยให้หัวกัดมีแกนกลางที่หนาและรองรับหลังเม็ดมีดได้อย่างดี
• การันตีประสิทธิภาพและความเสถียรสูง

2. การจับยึดเม็ดมีดที่มั่นคงแข็งแรงสุดยอด
• การออกแบบรูปทรง V ป้องกันการเคลื่อนที่ของเม็ดมีดระหว่างการตัดเฉือน
• ขจัดการหมดอายุการใช้งานของเม็ดมีดก่อนเวลาอันควร, พร้อมทั้งให้ความเสถียรในการตัดเฉือน

2. คมตัดที่คมและแข็งแกร่งเพื่อเพิ่มประสิทธิภาพในการผลิต
• ประสิทธิภาพในการทำงานและให้ความมั่นคงสูง ด้วยการออกแบบคมตัดที่เป็นเอกลักษณ์
มุมคายขนาดใหญ่และพื้นผิวด้านข้างมุมป้านทำให้มีแรงตัดต่ำและมีประสิทธิภาพการป้องกันการแตกบิ่นที่ขอบคมตัด

มุมคายขนาดใหญ่ทำให้มีแรงตัดต่ำ แต่พื้นที่หน้าตัดเล็กทำให้เกิดการบิ่นที่ขอบคมตัด

เม็ดมีด & เกรด
เม็ดมีด
AV*T04
- ระยะกินลึกสูงสุด : 4 มม.
- เม็ดมีดรูปทรงตัว V ที่เป็นเอกลักษณ์สำหรับการกัดบ่าฉากที่มีความแม่นยำสูง
AV*T06
- ระยะกินลึกสูงสุด : 6 มม.
- เม็ดมีดรูปทรงตัว V ที่เป็นเอกลักษณ์สำหรับการกัดบ่าฉากที่มีความแม่นยำสูง

AV*T12
- ระยะกินลึกสูงสุด : 11.5 มม.
- เม็ดมีดรูปทรงตัว V ที่เป็นเอกลักษณ์สำหรับการกัดบ่าฉากที่มีความแม่นยำสูง

AVGW12
- ระยะกินลึกสูงสุด : 4.5 มม.
AV*T18
- ระยะกินลึกสูงสุด : 16.5 มม.
- เม็ดมีดรูปทรงตัว V ที่เป็นเอกลักษณ์สำหรับการกัดบ่าฉากที่มีความแม่นยำสูง
เกรดหลัก
AH120
![]()
![]()
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับงานขึ้นรูปเหล็กกล้า สเตนเลส สตีล และเหล็กหล่อ ในงานทั่วไป
AH3135
![]()
![]()
- ต้านทานการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH3225
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
หัวกัดปาด
หัวกัดปาดแบบก้านตรง
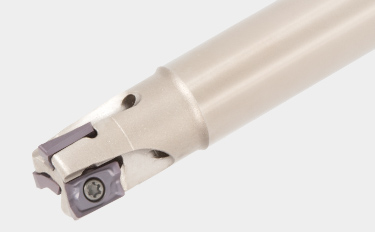
EPAV (ø6 – ø63 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับงานกัดปาดบ่าฉาก
หัวกัดปาดแบบโมดูลลาร์ (หัวต่อแบบแยกส่วนกับด้ามแบบยึดด้วยเกลียว)

HPAV**-M (ø10– ø40 มม.)
หัวกัดปาดแบบแยกส่วน (TungFlex) สำหรับการกัดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TPAV (ø40 – ø160 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาดบ่าฉาก
หัวกัดปาดแบบโมดูลลาร์ (หัวต่อแบบแยกส่วนกับด้ามแบบยึดด้วยเกลียว)

HPAV06-S (ø10– ø16 มม.)
ด้ามต่อ TungMeister สำหรับงานกัดปาดบ่าฉาก
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
| ชิ้นงาน: | Machine parts |
| วัสดุ: | SUS304 / X5CrNiMo18-9 |
| หัวกัด: | EPAV04M008C08.0R02 (ø8 มม., z=2) |
| เม็ดมีด: | AVMT040204PPER-MM |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 150 (ม./นาที) fz = 0.08 (มม./ฟัน) Vf = 895 (มม./นาที) ap = 1.429 (มม.) ae = 8 (มม.) การใช้งาน: ตัดสล็อต ระบบหล่อเย็น: อัดอากศ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

ตัวอย่างที่ #2
| ชิ้นงาน: | Machine parts |
| วัสดุ: | SS400 / E275A |
| หัวกัด: | EPAV06M014C12.0R03 (ø14 มม., z=3) |
| เม็ดมีด: | AVGT060302PBER-MJ |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 264 (ม./นาที) fz = 0.125 (มม./ฟัน) Vf = 1,500 (มม./นาที) ap = 6 (มม.) ae = 3 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: แบบเปียก (ภายนอก) เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT40 |

ตัวอย่างที่ #3
| ชิ้นงาน: | Machine parts |
| วัสดุ: | อลูมิเนียมหล่อ |
| หัวกัด: | TPAV12M050B22.0R12 (ø50 มม., z = 12) |
| เม็ดมีด: | AVGT120408PDFR-AM |
| เกรด: | KS05F |
| เงื่อนไขการตัดเฉือน: | Vc = 950 (ม./นาที) fz = 0.15 (มม./ฟัน) Vf = 11,000 (มม./นาที) ap = 6 (มม.) ae = 35 (มม.) การใช้งาน: กลึงปาดหน้า ระบบหล่อเย็น: แบบเปียก (ภายนอก) เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

เงื่อนไขการตัดเฉือนมาตรฐาน
TungForce-Fec 04
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | ความเร็วตัด Vc (ม./นาที) | อัตราป้อนต่อฟัน fz (มม./ฟัน) | |
|---|---|---|---|---|---|---|---|
 |
เหล็กกล้าคาร์บอนต่ำ S15C, SS400, ฯลฯ C15E, C15E4, E275A, ฯลฯ |
– 200 HB | ตัวเลือกแรก | AH3225 | 100 – 300 | 0.05 – 0.12 | |
| เหล็กกล้าคาร์บอนและเหล็กกล้าผสม S55C, SCM440, ฯลฯ C55, 42CrMo4, ฯลฯ |
– 300 HB | ตัวเลือกแรก | AH3225 | 100 – 250 | 0.05 – 0.12 | ||
| เหล็กชุบแข็ง NAK80, PX5, ฯลฯ |
30 – 40 HRC | ตัวเลือกแรก | AH3225 | 100 – 200 | 0.05 – 0.1 | ||
 |
สเตนเลสสตีล SUS304, SUS316, ฯลฯ X5CrNi18-9, X5CrNiMo17-12-3, ฯลฯ |
– | ตัวเลือกแรก | AH3225 | 80 – 180 | 0.05 – 0.1 | |
 |
เหล็กหล่อสีเทา FC250, FC300, etc. GG25, GG30, ฯลฯ 250, 300, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | AH120 | 100 – 300 | 0.05 – 0.12 | |
| เหล็กหล่อเหนียว FCD400, FCD600, ฯลฯ GGG60, 600-3, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | AH120 | 100 – 250 | 0.05 – 0.12 | ||
 |
โลหะผสมไททาเนียม Ti-6AI-4V, ฯลฯ |
– | ตัวเลือกแรก | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| ซูเปอร์อัลลอยด์ อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | AH120 | 20 – 40 | 0.04 – 0.07 | ||
 |
เหล็กกล้าแบบแข็ง | SKD61, X40CrMoV5-1, ฯลฯ |
40 – 50 HRC | ตัวเลือกแรก | AH120 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, ฯลฯ |
50 – 60 HRC | ตัวเลือกแรก | AH120 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Fec 06
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | ความเร็วตัด Vc (m/min) |
อัตราป้อนต่อฟัน fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
เหล็กกล้าคาร์บอนต่ำ S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | ตัวเลือกแรก | AH3225 | 100 – 430 | 0.04 – 0.12 | |
| เหล็กกล้าคาร์บอนและเหล็กกล้าผสม S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | ตัวเลือกแรก | AH3225 | 100 – 350 | 0.04 – 0.12 | ||
| เหล็กชุบแข็ง NAK80, PX5, etc. |
30 – 40 HRC | ตัวเลือกแรก | AH3225 | 100 – 230 | 0.04 – 0.12 | ||
|
สเตนเลสสตีล SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | ตัวเลือกแรก | AH3135 | 80 – 220 | 0.04 – 0.1 | |
|
เหล็กหล่อสีเทา FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | ตัวเลือกแรก | AH8015 | 100 – 330 | 0.04 – 0.12 | |
| เหล็กหล่อเหนียว FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | ตัวเลือกแรก | AH8015 | 100 – 240 | 0.04 – 0.12 | ||
 |
โลหะผสมอลูมิเนียม Si < 13% |
– | ตัวเลือกแรก | DS2005, KS05F | 300 – 1000 | 0.04 – 0.12 | |
| โลหะผสมอลูมิเนียม Si ≥ 13% |
– | ตัวเลือกแรก | DS2005, KS05F | 100 – 230 | 0.04 – 0.12 | ||
|
โลหะผสมไททาเนียม Ti-6Al-4V, etc. |
– | ตัวเลือกแรก | AH130 | 20 – 90 | 0.04 – 0.1 | |
| – | For wear resistance | AH8015 | 20 – 90 | 0.04 – 0.1 | |||
| ซูเปอร์อัลลอยด์ Inconel 718, etc. |
– | ตัวเลือกแรก | AH130 | 20 – 65 | 0.04 – 0.09 | ||
| – | For wear resistance | AH8015 | 20 – 65 | 0.04 – 0.09 | |||
|
เหล็กกล้าแบบแข็ง | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | ตัวเลือกแรก | AH8015 | 50 – 70 | 0.04 – 0.08 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | ตัวเลือกแรก | AH8015 | 40 – 65 | 0.04 – 0.06 | ||
TungForce-Fec 12
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | ความเร็วตัด Vc (m/min) |
อัตราป้อนต่อฟัน fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
เหล็กกล้าคาร์บอนต่ำ S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | ตัวเลือกแรก | AH3225 | 100 – 300 | 0.06 – 0.22 | |
| – 200 HB | ต้านทานการสึกหรอ | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| เหล็กกล้าคาร์บอนและเหล็กกล้าผสม S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | ตัวเลือกแรก | AH3225 | 100 – 250 | 0.06 – 0.22 | ||
| – 300 HB | ต้านทานการสึกหรอ | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| เหล็กชุบแข็ง NAK80, PX5, etc. |
30 – 40 HRC | ตัวเลือกแรก | AH3225 | 100 – 200 | 0.06 – 0.22 | ||
| 30 – 40 HRC | ต้านทานการสึกหรอ | T3225 | 200 – 400 | 0.06 – 0.15 | |||
|
สเตนเลสสตีล SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | ตัวเลือกแรก | AH3225 | 80 – 180 | 0.07 – 0.2 | |
|
เหล็กหล่อสีเทา FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | ตัวเลือกแรก | AH8015 | 100 – 300 | 0.05 – 0.18 | |
| 150 – 250 HB | ต้านทานการสึกหรอ | T1215 | 200 – 400 | 0.05 – 0.12 | |||
| เหล็กหล่อเหนียว FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | ตัวเลือกแรก | AH8015 | 100 – 250 | 0.05 – 0.18 | ||
| 150 – 250 HB | ต้านทานการสึกหรอ | T1215 | 150 – 300 | 0.05 – 0.12 | |||
|
โลหะผสมอลูมิเนียม Si < 13% |
– | ตัวเลือกแรก | DS2005, KS05F | 300 – 1,500 | 0.05 – 0.32 | |
| – | ต้านทานการสึกหรอ | DX160 | 500 – 2,000 | 0.05 – 0.2 | |||
| โลหะผสมอลูมิเนียม Si ≥ 13% |
– | ตัวเลือกแรก | DS2005, KS05F | 100 – 200 | 0.05 – 0.32 | ||
| – | ต้านทานการสึกหรอ | DX160 | 200 – 800 | 0.05 – 0.2 | |||
|
โลหะผสมไททาเนียม Ti-6Al-4V, etc. |
– 40 HRC | ตัวเลือกแรก | AH8015 | 20 – 60 | 0.04 – 0.15 | |
| – 40 HRC | Fracture resistance | AH3225 | 20 – 60 | 0.04 – 0.15 | |||
| ซูเปอร์อัลลอยด์ Inconel 718, etc. |
– 40 HRC | ตัวเลือกแรก | AH8015 | 20 – 40 | 0.04 – 0.15 | ||
| – 40 HRC | Fracture resistance | AH120 | 20 – 40 | 0.04 – 0.15 | |||
|
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | ตัวเลือกแรก | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | ตัวเลือกแรก | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Rec 18
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| MM | MT | AM | |||||||
|
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.06 – 0.22 | 0.07 – 0.28 | – | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 200 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3225 | 80 – 180 | 0.07 – 0.2 | 0.07 – 0.25 | – | |
|
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.22 | 0.06 – 0.28 | – | |
| 150 – 250 HB | Wear resistance | T1215 | 200 – 400 | 0.05 – 0.18 | – | – | |||
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 250 | 0.05 – 0.22 | 0.06 – 0.28 | – | ||
| 150 – 250 HB | Wear resistance | T1215 | 150 – 300 | 0.05 – 0.18 | – | – | |||
|
Aluminium alloys Si < 13% |
– | First choice | DS2005 KS05F |
300 – 1500 | – | – | 0.05 – 0.32 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005 KS05F |
100 – 200 | – | – | 0.05 – 0.32 | ||
|
Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH8015 | 20 – 60 | 0.04 – 0.15 | – | – | |
| Superalloys Inconel 718, etc. |
– | First choice | AH8015 | 20 – 40 | 0.04 – 0.15 | 0.05 – 0.18 | – | ||
|
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 50 – 150 | 0.04 – 0.07 | 0.05 – 0.1 | – |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 70 | 0.04 – 0.07 | 0.05 – 0.1 | – | ||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.