

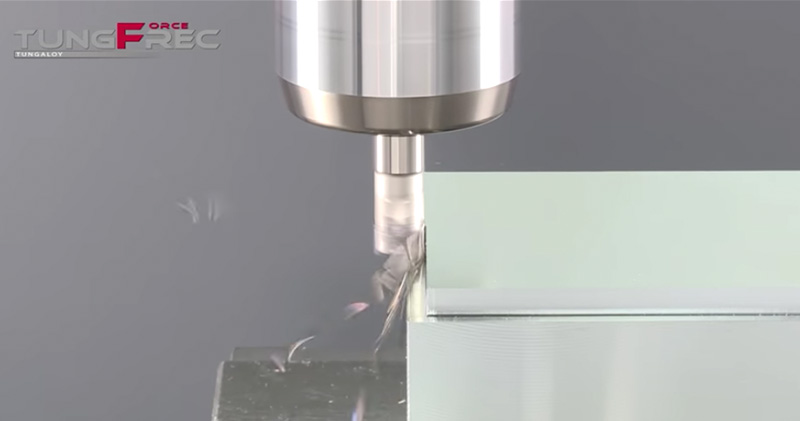
หัวกัดปาดบ่าฉากอเนกประสงค์พร้อมกับเม็ดมีดรูปทรง V ที่เป็นเอกลักษณ์เฉพาะเพื่อประสิทธิภาพการผลิตสูงสุด
TungForce-Rec เป็นซีรีส์ใหม่ของงานกัดบ่าฉากขนาดเล็ก มีระบบจับยึดที่ไม่เหมือนใคร ให้ความเสถียรเป็นพิเศษในการตัดเฉือนหลุมเล็กและการทำร่อง

การใช้งาน & คุณสมบัติ
การใช้งาน








คุณสมบัติ
1. การออกแบบหัวกัดปาดที่แข็งแรง
• การออกแบบเม็ดมีดรูปทรงตัว V ช่วยให้หัวกัดมีแกนกลางที่หนาและรองรับหลังเม็ดมีดได้อย่างดี
• การันตีประสิทธิภาพและความเสถียรสูง

2. การจับยึดเม็ดมีดที่มั่นคงแข็งแรงสุดยอด
• การออกแบบรูปทรง V ป้องกันการเคลื่อนที่ของเม็ดมีดระหว่างการตัดเฉือน
• ขจัดการหมดอายุการใช้งานของเม็ดมีดก่อนเวลาอันควร, พร้อมทั้งให้ความเสถียรในการตัดเฉือน

2. คมตัดที่คมและแข็งแกร่งเพื่อเพิ่มประสิทธิภาพในการผลิต
• ประสิทธิภาพในการทำงานและให้ความมั่นคงสูง ด้วยการออกแบบคมตัดที่เป็นเอกลักษณ์
มุมคายขนาดใหญ่และพื้นผิวด้านข้างมุมป้านทำให้มีแรงตัดต่ำและมีประสิทธิภาพการป้องกันการแตกบิ่นที่ขอบคมตัด

มุมคายขนาดใหญ่ทำให้มีแรงตัดต่ำ แต่พื้นที่หน้าตัดเล็กทำให้เกิดการบิ่นที่ขอบคมตัด

เม็ดมีด & เกรด
เม็ดมีด
AV*T04
- ระยะกินลึกสูงสุด : 4 มม.
- เม็ดมีดรูปทรงตัว V ที่เป็นเอกลักษณ์สำหรับการกัดบ่าฉากที่มีความแม่นยำสูง
AV*T06
- ระยะกินลึกสูงสุด : 6 มม.
- เม็ดมีดรูปทรงตัว V ที่เป็นเอกลักษณ์สำหรับการกัดบ่าฉากที่มีความแม่นยำสูง

AV*T12
- ระยะกินลึกสูงสุด : 11.5 มม.
- เม็ดมีดรูปทรงตัว V ที่เป็นเอกลักษณ์สำหรับการกัดบ่าฉากที่มีความแม่นยำสูง

AVGW12
- ระยะกินลึกสูงสุด : 4.5 มม.
AV*T18
- ระยะกินลึกสูงสุด : 16.5 มม.
- เม็ดมีดรูปทรงตัว V ที่เป็นเอกลักษณ์สำหรับการกัดบ่าฉากที่มีความแม่นยำสูง
เกรดหลัก
AH120
![]()
![]()
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับงานขึ้นรูปเหล็กกล้า สเตนเลส สตีล และเหล็กหล่อ ในงานทั่วไป
AH3135
![]()
![]()
- ต้านทานการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH3225
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
หัวกัดปาด
หัวกัดปาดแบบก้านตรง
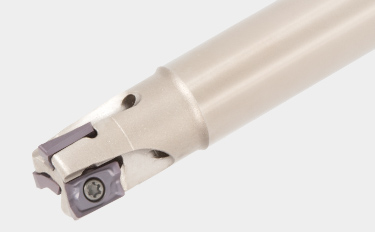
EPAV (ø6 – ø32 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับงานกัดปาดบ่าฉาก
หัวกัดปาดแบบโมดูลลาร์ (หัวต่อแบบแยกส่วนกับด้ามแบบยึดด้วยเกลียว)

HPAV**-M (ø10– ø40 มม.)
หัวกัดปาดแบบแยกส่วน (TungFlex) สำหรับการกัดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TPAV (ø40 – ø160 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาดบ่าฉาก
หัวกัดปาดแบบโมดูลลาร์ (หัวต่อแบบแยกส่วนกับด้ามแบบยึดด้วยเกลียว)

HPAV06-S (ø10– ø16 มม.)
ด้ามต่อ TungMeister สำหรับงานกัดปาดบ่าฉาก
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
| ชิ้นงาน: | Machine parts |
| วัสดุ: | SUS304 / X5CrNiMo18-9 |
| หัวกัด: | EPAV04M008C08.0R02 (ø8 มม., z=2) |
| เม็ดมีด: | AVMT040204PPER-MM |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 150 (ม./นาที) fz = 0.08 (มม./ฟัน) Vf = 895 (มม./นาที) ap = 1.429 (มม.) ae = 8 (มม.) การใช้งาน: ตัดสล็อต ระบบหล่อเย็น: อัดอากศ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

ตัวอย่างที่ #2
| ชิ้นงาน: | Machine parts |
| วัสดุ: | SS400 / E275A |
| หัวกัด: | EPAV06M014C12.0R03 (ø14 มม., z=3) |
| เม็ดมีด: | AVGT060302PBER-MJ |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 264 (ม./นาที) fz = 0.125 (มม./ฟัน) Vf = 1,500 (มม./นาที) ap = 6 (มม.) ae = 3 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: แบบเปียก (ภายนอก) เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT40 |

ตัวอย่างที่ #3
| ชิ้นงาน: | Machine parts |
| วัสดุ: | อลูมิเนียมหล่อ |
| หัวกัด: | TPAV12M050B22.0R12 (ø50 มม., z = 12) |
| เม็ดมีด: | AVGT120408PDFR-AM |
| เกรด: | KS05F |
| เงื่อนไขการตัดเฉือน: | Vc = 950 (ม./นาที) fz = 0.15 (มม./ฟัน) Vf = 11,000 (มม./นาที) ap = 6 (มม.) ae = 35 (มม.) การใช้งาน: กลึงปาดหน้า ระบบหล่อเย็น: แบบเปียก (ภายนอก) เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

เงื่อนไขการตัดเฉือนมาตรฐาน
TungForce-Fec 04
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | ความเร็วตัด Vc (ม./นาที) | อัตราป้อนต่อฟัน fz (มม./ฟัน) | |
|---|---|---|---|---|---|---|---|
 |
เหล็กกล้าคาร์บอนต่ำ S15C, SS400, ฯลฯ C15E, C15E4, E275A, ฯลฯ |
– 200 HB | ตัวเลือกแรก | AH3225 | 100 – 300 | 0.05 – 0.12 | |
| เหล็กกล้าคาร์บอนและเหล็กกล้าผสม S55C, SCM440, ฯลฯ C55, 42CrMo4, ฯลฯ |
– 300 HB | ตัวเลือกแรก | AH3225 | 100 – 250 | 0.05 – 0.12 | ||
| เหล็กชุบแข็ง NAK80, PX5, ฯลฯ |
30 – 40 HRC | ตัวเลือกแรก | AH3225 | 100 – 200 | 0.05 – 0.1 | ||
 |
สเตนเลสสตีล SUS304, SUS316, ฯลฯ X5CrNi18-9, X5CrNiMo17-12-3, ฯลฯ |
– | ตัวเลือกแรก | AH3225 | 80 – 180 | 0.05 – 0.1 | |
 |
เหล็กหล่อสีเทา FC250, FC300, etc. GG25, GG30, ฯลฯ 250, 300, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | AH120 | 100 – 300 | 0.05 – 0.12 | |
| เหล็กหล่อเหนียว FCD400, FCD600, ฯลฯ GGG60, 600-3, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | AH120 | 100 – 250 | 0.05 – 0.12 | ||
 |
โลหะผสมไททาเนียม Ti-6AI-4V, ฯลฯ |
– | ตัวเลือกแรก | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| ซูเปอร์อัลลอยด์ อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | AH120 | 20 – 40 | 0.04 – 0.07 | ||
 |
เหล็กกล้าแบบแข็ง | SKD61, X40CrMoV5-1, ฯลฯ |
40 – 50 HRC | ตัวเลือกแรก | AH120 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, ฯลฯ |
50 – 60 HRC | ตัวเลือกแรก | AH120 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Fec 06
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|
|---|---|---|---|---|---|---|---|
|
เหล็กกล้าคาร์บอนต่ำ (S15C / C15E / C15E4, SS400 / E275A, ฯลฯ) |
– 200 HB | ตัวเลือกแรก | AH3225 | 100 – 430 | 0.04 – 0.12 | |
| เหล็กกล้าคาร์บอนและเหล็กกล้าผสม (S55C / C55, SCM440 / 42CrMo4, ฯลฯ) |
– 300 HB | ตัวเลือกแรก | AH3225 | 100 – 350 | 0.04 – 0.12 | ||
| เหล็กชุบแข็ง (NAK80, PX5, ฯลฯ) |
30 – 40 HRC | ตัวเลือกแรก | AH3225 | 100 – 230 | 0.04 – 0.12 | ||
|
สเตนเลสสตีล (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, ฯลฯ) |
– | ตัวเลือกแรก | AH3135 | 80 – 220 | 0.04 – 0.1 | |
|
เหล็กหล่อสีเทา (FC250 / GG25 / 250, FC300 / GG30 / 300, ฯลฯ) |
150 – 250 HB | ตัวเลือกแรก | AH120 | 100 – 330 | 0.04 – 0.12 | |
| เหล็กหล่อเหนียว (FCD400, FCD600 / GGG60 / 600-3, ฯลฯ) |
150 – 250 HB | ตัวเลือกแรก | AH120 | 100 – 240 | 0.04 – 0.12 | ||
 |
โลหะผสมอลูมิเนียม (Si < 13%) | – | ตัวเลือกแรก | DS2005, KS05F | 300 – 1000 | 0.04 – 0.12 | |
| โลหะผสมอลูมิเนียม (Si ≥ 13%) | – | ตัวเลือกแรก | DS2005, KS05F | 100 – 230 | 0.04 – 0.12 | ||
|
โลหะผสมไททาเนียม (Ti-6AI-4V, ฯลฯ) | – | ตัวเลือกแรก | AH130 | 20 – 90 | 0.04 – 0.1 | |
| ซูเปอร์อัลลอยด์ (อินโคเนล 718, ฯลฯ) | – | ตัวเลือกแรก | AH130 | 20 – 65 | 0.04 – 0.09 | ||
|
เหล็กกล้าแบบแข็ง | (SKD61 / X40CrMoV5-1, ฯลฯ) |
40 – 50 HRC | ตัวเลือกแรก | AH120 | 50 – 70 | 0.04 – 0.08 |
| (SKD11 / X153CrMoV12, ฯลฯ) |
50 – 60 HRC | ตัวเลือกแรก | AH120 | 40 – 65 | 0.04 – 0.06 | ||
TungForce-Fec 12
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|
|---|---|---|---|---|---|---|---|
|
เหล็กกล้าคาร์บอนต่ำ S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | ตัวเลือกแรก | AH3225 | 100 – 300 | 0.06 – 0.22 | |
| – 200 HB | ต้านทานการสึกหรอ | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| เหล็กกล้าคาร์บอนและเหล็กกล้าผสม S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | ตัวเลือกแรก | AH3225 | 100 – 250 | 0.06 – 0.22 | ||
| – 300 HB | ต้านทานการสึกหรอ | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| เหล็กชุบแข็ง NAK80, PX5, etc. |
30 – 40 HRC | ตัวเลือกแรก | AH3225 | 100 – 200 | 0.06 – 0.22 | ||
| 30 – 40 HRC | ต้านทานการสึกหรอ | T3225 | 200 – 400 | 0.06 – 0.15 | |||
|
สเตนเลสสตีล SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | ตัวเลือกแรก | AH3225 | 80 – 180 | 0.07 – 0.2 | |
|
เหล็กหล่อสีเทา FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | ตัวเลือกแรก | AH120, AH8015 | 100 – 300 | 0.05 – 0.18 | |
| 150 – 250 HB | ต้านทานการสึกหรอ | T1215 | 200 – 400 | 0.05 – 0.12 | |||
| เหล็กหล่อเหนียว FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | ตัวเลือกแรก | AH120, AH8015 | 100 – 250 | 0.05 – 0.18 | ||
| 150 – 250 HB | ต้านทานการสึกหรอ | T1215 | 150 – 300 | 0.05 – 0.12 | |||
|
โลหะผสมอลูมิเนียม (Si < 13%) | – | ตัวเลือกแรก | DS2005, KS05F | 300 – 1,500 | 0.05 – 0.32 | |
| – | ต้านทานการสึกหรอ | DX160 | 500 – 2,000 | 0.05 – 0.2 | |||
| โลหะผสมอลูมิเนียม (Si ≥ 13%) | – | ตัวเลือกแรก | DS2005, KS05F | 100 – 200 | 0.05 – 0.32 | ||
| – | ต้านทานการสึกหรอ | DX160 | 200 – 800 | 0.05 – 0.2 | |||
|
โลหะผสมไททาเนียม Ti-6Al-4V, etc. |
– 40 HRC | ตัวเลือกแรก | AH3225, AH8015 | 20 – 60 | 0.04 – 0.15 | |
| ซูเปอร์อัลลอยด์ Inconel 718, etc. |
– 40 HRC | ตัวเลือกแรก | AH120, AH8015 | 20 – 40 | 0.04 – 0.15 | ||
|
เหล็กกล้าแบบแข็ง | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | ตัวเลือกแรก | AH120, AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | ตัวเลือกแรก | AH120, AH8015 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Rec 18
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| MM | MT | AM | |||||||
|
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.06 – 0.22 | 0.07 – 0.28 | – | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 200 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3225 | 80 – 180 | 0.07 – 0.2 | 0.07 – 0.25 | – | |
|
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.22 | 0.06 – 0.28 | – | |
| 150 – 250 HB | Wear resistance | T1215 | 200 – 400 | 0.05 – 0.18 | – | – | |||
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 250 | 0.05 – 0.22 | 0.06 – 0.28 | – | ||
| 150 – 250 HB | Wear resistance | T1215 | 150 – 300 | 0.05 – 0.18 | – | – | |||
|
Aluminium alloys Si < 13% |
– | First choice | DS2005 KS05F |
300 – 1500 | – | – | 0.05 – 0.32 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005 KS05F |
100 – 200 | – | – | 0.05 – 0.32 | ||
|
Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH8015 | 20 – 60 | 0.04 – 0.15 | – | – | |
| Superalloys Inconel 718, etc. |
– | First choice | AH8015 | 20 – 40 | 0.04 – 0.15 | 0.05 – 0.18 | – | ||
|
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 50 – 150 | 0.04 – 0.07 | 0.05 – 0.1 | – |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 70 | 0.04 – 0.07 | 0.05 – 0.1 | – | ||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ