

หัวกัดปาดบ่าฉากพร้อมเม็ดมีดราคาสุดประหยัดและโดดเด่นในเรื่องของการเสถียรลดการสั่นสะเทือน
เม็ดมีด 3 คมตัดสุดประหยัดพร้อมมุมคายขนาดใหญ่ที่คมตัดช่วยลดแรงตัดและให้การคายเศษที่ดีเยี่ยม
หน้าตัดด้านข้างบนเม็ดมีดออกแบบมาอย่างเหมาะสมและระยะพิทช์ของฟันที่แตกต่างกันบนหัวกัดป้องกันการสั่นสะท้านในงานตัดเฉือน


การใช้งาน & คุณสมบัติ
การใช้งาน









คุณสมบัติ
1. เม็ดมีด 3 คมตัด
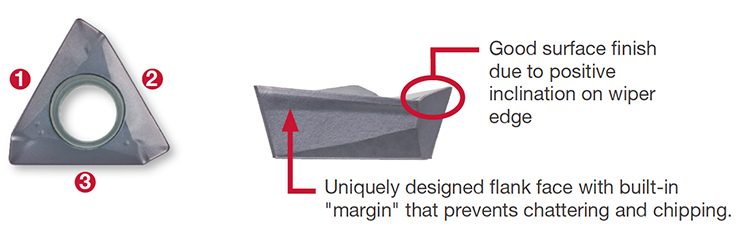
2.ลดแรงตัดได้อย่างมาก

3. ให้ผิวผนังด้านข้างที่ยอดเยี่ยม
• ให้ผิวด้านข้างแม่นยำสูงด้วยคมตัดแบบเฉลียง
เม็ดมีด & เกรด
เม็ดมีด
TO*T
- ระยะกินลึกสูงสุด
- – TO*T04: 3.5 มม.
- – TO*T06: 6 มม.
- – TO*T10: 10 มม.
– TO*T15: 15 มม. - เม็ดมีด 3 คมตัดราคาสุดประหยัดพร้อมกับแรงตัดต่ำ
เกรดหลัก
AH3135
![]()
![]()
- ต้านทานการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH3225
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
AH8015
![]()
![]()
![]()
![]()
![]()
-
จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้ดี
-
ตัวเลือกแรกสำหรับงานตัดความเร็วสูงวัสดุโลหะผสมทนความร้อนทั่วไป
หัวกัดปาด
หัวกัดปาดแบบก้านตรง

EPA04/06/10/15 (ø8 – ø50 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับงานกัดปาดบ่าฉาก
หัวกัดปาดแบบโมดูลลาร์ (หัวต่อแบบแยกส่วนกับด้ามแบบยึดด้วยเกลียว)

HPA06-M (ø16 – ø32 มม.)
หัวแบบแยกส่วน (TungFlex) สำหรับการกัดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TPA06/10/15 (ø32 – ø160 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TLA series / C-EPA
สำหรับการกัดปาดบ่าฉากที่มีระยะกินลึกมาก / ประเภท TUNGCAP
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
วิศกรรมทั่วไป
| ชิ้นงาน: | Plate |
| วัสดุ: | SUS304 / X5CrNi18-9 |
| หัวกัด: | EPA06R020M20.0-03N (ø20 มม., z = 3) |
| เม็ดมีด: | TOMT060304PDER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 125 (ม./นาที) fz = 0.083 (มม./ฟัน) Vf = 600 (มม./นาที) ap = 1.5 (มม.) ae = 9 (มม.) การใช้งาน: กัดปาดหน้า ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: BT40 |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine part |
| วัสดุ: | S45C / C45 |
| หัวกัด: | EPA10R032M32.0-03N (ø32 มม., z = 3) |
| เม็ดมีด: | TOMT100404PDER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 150 (ม./นาที) fz = 0.19 (มม./ฟัน) Vf = 836 (มม./นาที) ap = 1 (มม.) ae = 5 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: แบบเปียก (ภายนอก) เครื่องจักร: Turn-Mill center |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Base |
| วัสดุ: | S50C / C50 |
| หัวกัด: | EPA10R032M32.0-03N (ø32 มม., z = 3) |
| เม็ดมีด: | TOMT100404PDER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 130 (ม./นาที) fz = 0.1 (มม./ฟัน) Vf = 390 (มม./นาที) ap = 1.5 (มม.) ae = 25 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: อากาศจากภายนอก เครื่องจักร: เครื่องกลึงแนวตั้ง M/C |
| การทำงาน: | |
| เครื่องจักร: |

เงื่อนไขการตัดเฉือนมาตรฐาน
EPA04
| ISO | วัสดุชิ้นงาน | ค่าความหนา | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|
|---|---|---|---|---|---|---|
 |
เหล็กกล้าคาร์บอนต่ำ SS400, S15C , ฯลฯ E275A, C15E4, ฯลฯ |
– 200 HB | AH3225 | 100 – 250 | 0.05 – 0.12 | |
| เหล็กกล้าคาร์บอนและเหล็กกล้าผสม S55C, SCM440, ฯลฯ C55, 42CrMo4, ฯลฯ |
– 300 HB | AH3225 | 100 – 230 | 0.05 – 0.12 | ||
| เหล็กชุบแข็ง NAK80, PX5, ฯลฯ |
30 – 40 HRC | AH3225 | 100 – 180 | 0.05 – 0.1 | ||
 |
สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | AH3225 | 90 – 200 | 0.05 – 0.1 | |
 |
เหล็กหล่อสีเทา FC250, ฯลฯ 2 50, ฯลฯ, GG25, ฯลฯ |
150 – 250 HB | AH120 | 100 – 300 | 0.05 – 0.12 | |
| เหล็กหล่อเหนียว FCD450, ฯลฯ 450-10S, ฯลฯ, GGG45, ฯลฯ |
150 – 250 HB | AH120 | 100 – 200 | 0.05 – 0.12 | ||
 |
โลหะผสมไททาเนียม Ti-6AI-4V, ฯลฯ |
– | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| โลหะผสมทนความร้อน อินโคเนล 718, ฯลฯ |
– | AH8015 | 20 – 40 | 0.04 – 0.07 | ||
 |
เหล็กกล้าชุบแข็ง | SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
40 – 50 HRC | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, ฯลฯ X153CrMoV12, ฯลฯ |
50 – 60 HRC | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
- กำจัดเศษที่สะสมมากเกินไปด้วยการใช้ลมแรงเป่าออก
- สำหรับการใช้งานเมื่อความลึกของการตัดแตกต่างกันไป (ตัวอย่างเช่น ผิวของเหล็กหล่อ) หรือการตัดเฉือนวัสดุชิ้นงานที่มีการกระแทก ค่าอัตราป้อนต่อฟันตัด (fz) ควรใช้ค่าที่ต่ำกว่าที่เป็นค่าที่แนะนำที่แสดงในตารางด้านบน
- เงื่อนไขในการใช้งานอาจถูกจำกัดขึ้นอยู่กับกำลังของเครื่องจักร ความมั่นคงของชิ้นงาน และกำลังของการหมุน เมื่อความกว้างของการตัด ความลึก หรือระยะยื่นมาก ให้ใช้ค่า Vc และ fz ที่ต่ำกว่าที่เป็นค่าที่แนะนำ และตรวจสอบกำลังและการสั่นสะเทือนของเครื่องจักร
T/E/HPA06, T/E/HPA10, T/EPA15
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | หน้าลายหักเศษ | เกรด | T/E/HPA06 | T/E/HPA10 | T/EPA15 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
ความเร็วตัด Vc (ม./นาที) |
อัตราป้อรต่อฟัน fz (มม./ฟัน) |
ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|||||||
| MJ/AJ | NMJ | |||||||||||
|
เหล็กกล้าคาร์บอนต่ำ SS400, S15C , ฯลฯ E275A, C15E4, ฯลฯ |
– 200 HB | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 220 | 0.05 – 0.15 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 250 | 0.08 – 0.1 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| เหล็กกล้าคาร์บอกและเหล็กกล้าผสม S55C, SCM440, ฯลฯ C55, 42CrMo4, ฯลฯ |
– 300 HB | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 170 | 0.05 – 0.12 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| เหล็กชุบแข็งและเหล็กเครื่องมือ NAK80, PX5, SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
30 – 40 HRC | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 120 | 0.05 – 0.12 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH3135 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 90 – 200 | 0.05 – 0.1 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
เหล็กหล่อสีเทา FC250, ฯลฯ 250, ฯลฯ GG25, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | MJ/NMJ | AH120 | 100 – 200 | 0.05 – 0.15 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| ต้านทานการสึกหรอ | MJ | T1215 | 150 – 250 | 0.05 – 0.12 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| เหล็กหล่อเหนียว FCD450, ฯลฯ 450-10S, ฯลฯ GGG45, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | MJ/NMJ | AH120 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| ต้านทานการสึกหรอ | MJ | T1215 | 100 – 200 | 0.05 – 0.12 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
 |
อลูมิเนียม Si < 13% |
– | ตัวเลือกแรก | AJ | KS05F | 300 – 900 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| อลูมิเนียม Si ≥ 13% |
– | ตัวเลือกแรก | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
โลหะผสมไททาเนียม Ti-6Al-4V, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH3135 | 20 – 50 | 0.05 – 0.1 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| โลหะผสมทนความร้อน อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH120 | 20 – 35 | 0.03 – 0.08 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- เมื่อใช้หน้าลายเม็ดมีด NMJ โปรดใช้อัตราป้อนงานให้น้อยกว่า 0.15 มม./ฟัน
- กำจัดเศษที่สะสมมากเกินไปด้วยการใช้ลมแรงเป่าออก
- สำหรับการใช้งานเมื่อความลึกของการตัดแตกต่างกันไป (ตัวอย่างเช่น ผิวของเหล็กหล่อ) หรือการตัดเฉือนวัสดุชิ้นงานที่มีการกระแทก ค่าอัตราป้อนต่อฟันตัด (fz) ควรใช้ค่าที่ต่ำกว่าที่เป็นค่าที่แนะนำที่แสดงในตารางด้านบน
- เงื่อนไขในการใช้งานอาจถูกจำกัดขึ้นอยู่กับกำลังของเครื่องจักร ความมั่นคงของชิ้นงาน และกำลังของการหมุน เมื่อความกว้างของการตัด ความลึก หรือระยะยื่นมาก ให้ใช้ค่า Vc และ fz ที่ต่ำกว่าที่เป็นค่าที่แนะนำ และตรวจสอบกำลังและการสั่นสะเทือนของเครื่องจักร
TLA (กัดหยาบ ระยะกินลึกมากๆ)
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | หน้าลายหักเศษ | เกรด | TLA10 | TLA15 | |||
|---|---|---|---|---|---|---|---|---|---|---|
| ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|||||||
| MJ/AJ | NMJ | |||||||||
|
เหล็กกล้าคาร์บอนต่ำ SS400, S15C , ฯลฯ E275A, C15E4, ฯลฯ |
– 200 HB | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| เหล็กกล้าคาร์บอนและเหล็กกล้าผสม S55C, SCM440, ฯลฯ C55, 42CrMo4, ฯลฯ |
– 300 HB | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| เหล็กกล้าชุบแข็งและเหล็กกล้าเครื่องมือ NAK80, PX5, SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
30 – 40 HRC | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH3135 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
เหล็กหล่อสีเทา FC250, ฯลฯ 250, ฯลฯ GG25, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | MJ/NMJ | AH120 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| ต้านทานการสึกหรอ | MJ | T1215 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| เหล็กหล่อเหนียว FCD450, ฯลฯ 450-10S, ฯลฯ GGG45, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | MJ/NMJ | AH120 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| ต้านทานการสึกหรอ | MJ | T1215 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
|
อลูมิเนียม Si < 13% |
40 – 50 HRC | ตัวเลือกแรก | AJ | KS05F | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| อลูมิเนียม Si ≥ 13% |
50 – 60 HRC | ตัวเลือกแรก | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
โลหะผสมไททาเนียม Ti-6Al-4V, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH3135 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| โลหะผสมทนความร้อน อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH120 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- เมื่อใช้หน้าลายเม็ดมีด NMJ โปรดใช้อัตราป้อนงานให้น้อยกว่า 0.15 มม./ฟัน
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.