

หัวกัดปาดบ่าฉากพร้อมเม็ดมีดราคาสุดประหยัดและโดดเด่นในเรื่องของการเสถียรลดการสั่นสะเทือน
เม็ดมีด 3 คมตัดสุดประหยัดพร้อมมุมคายขนาดใหญ่ที่คมตัดช่วยลดแรงตัดและให้การคายเศษที่ดีเยี่ยม
หน้าตัดด้านข้างบนเม็ดมีดออกแบบมาอย่างเหมาะสมและระยะพิทช์ของฟันที่แตกต่างกันบนหัวกัดป้องกันการสั่นสะท้านในงานตัดเฉือน


การใช้งาน & คุณสมบัติ
การใช้งาน









คุณสมบัติ
1. เม็ดมีด 3 คมตัด
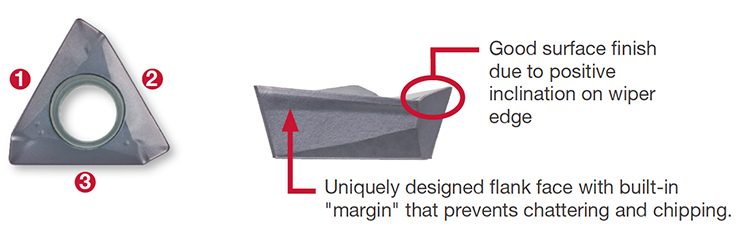
2.ลดแรงตัดได้อย่างมาก

3. ให้ผิวผนังด้านข้างที่ยอดเยี่ยม
• ให้ผิวด้านข้างแม่นยำสูงด้วยคมตัดแบบเฉลียง
เม็ดมีด & เกรด
เม็ดมีด
TO*T
- ระยะกินลึกสูงสุด
- – TO*T04: 3.5 มม.
- – TO*T06: 6 มม.
- – TO*T10: 10 มม.
– TO*T15: 15 มม. - เม็ดมีด 3 คมตัดราคาสุดประหยัดพร้อมกับแรงตัดต่ำ
เกรดหลัก
AH3135
![]()
![]()
- ต้านทานการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH3225
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
AH8015
![]()
![]()
![]()
![]()
![]()
-
จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้ดี
-
ตัวเลือกแรกสำหรับงานตัดความเร็วสูงวัสดุโลหะผสมทนความร้อนทั่วไป
หัวกัดปาด
หัวกัดปาดแบบก้านตรง

EPA04/06/10/15 (ø8 – ø50 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับงานกัดปาดบ่าฉาก
หัวกัดปาดแบบโมดูลลาร์ (หัวต่อแบบแยกส่วนกับด้ามแบบยึดด้วยเกลียว)

HPA06-M (ø16 – ø32 มม.)
หัวแบบแยกส่วน (TungFlex) สำหรับการกัดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TPA06/10/15 (ø32 – ø160 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TLA series / C-EPA
สำหรับการกัดปาดบ่าฉากที่มีระยะกินลึกมาก / ประเภท TUNGCAP
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
วิศกรรมทั่วไป
| ชิ้นงาน: | Plate |
| วัสดุ: | SUS304 / X5CrNi18-9 |
| หัวกัด: | EPA06R020M20.0-03N (ø20 มม., z = 3) |
| เม็ดมีด: | TOMT060304PDER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 125 (ม./นาที) fz = 0.083 (มม./ฟัน) Vf = 600 (มม./นาที) ap = 1.5 (มม.) ae = 9 (มม.) การใช้งาน: กัดปาดหน้า ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: BT40 |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine part |
| วัสดุ: | S45C / C45 |
| หัวกัด: | EPA10R032M32.0-03N (ø32 มม., z = 3) |
| เม็ดมีด: | TOMT100404PDER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 150 (ม./นาที) fz = 0.19 (มม./ฟัน) Vf = 836 (มม./นาที) ap = 1 (มม.) ae = 5 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: แบบเปียก (ภายนอก) เครื่องจักร: Turn-Mill center |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Base |
| วัสดุ: | S50C / C50 |
| หัวกัด: | EPA10R032M32.0-03N (ø32 มม., z = 3) |
| เม็ดมีด: | TOMT100404PDER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 130 (ม./นาที) fz = 0.1 (มม./ฟัน) Vf = 390 (มม./นาที) ap = 1.5 (มม.) ae = 25 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: อากาศจากภายนอก เครื่องจักร: เครื่องกลึงแนวตั้ง M/C |
| การทำงาน: | |
| เครื่องจักร: |

เงื่อนไขการตัดเฉือนมาตรฐาน
EPA04
| ISO | วัสดุชิ้นงาน | ค่าความหนา | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|
|---|---|---|---|---|---|---|
 |
เหล็กกล้าคาร์บอนต่ำ SS400, S15C , ฯลฯ E275A, C15E4, ฯลฯ |
– 200 HB | AH3225 | 100 – 250 | 0.05 – 0.12 | |
| เหล็กกล้าคาร์บอนและเหล็กกล้าผสม S55C, SCM440, ฯลฯ C55, 42CrMo4, ฯลฯ |
– 300 HB | AH3225 | 100 – 230 | 0.05 – 0.12 | ||
| เหล็กชุบแข็ง NAK80, PX5, ฯลฯ |
30 – 40 HRC | AH3225 | 100 – 180 | 0.05 – 0.1 | ||
 |
สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | AH3225 | 90 – 200 | 0.05 – 0.1 | |
 |
เหล็กหล่อสีเทา FC250, ฯลฯ 2 50, ฯลฯ, GG25, ฯลฯ |
150 – 250 HB | AH120 | 100 – 300 | 0.05 – 0.12 | |
| เหล็กหล่อเหนียว FCD450, ฯลฯ 450-10S, ฯลฯ, GGG45, ฯลฯ |
150 – 250 HB | AH120 | 100 – 200 | 0.05 – 0.12 | ||
 |
โลหะผสมไททาเนียม Ti-6AI-4V, ฯลฯ |
– | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| โลหะผสมทนความร้อน อินโคเนล 718, ฯลฯ |
– | AH8015 | 20 – 40 | 0.04 – 0.07 | ||
 |
เหล็กกล้าชุบแข็ง | SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
40 – 50 HRC | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, ฯลฯ X153CrMoV12, ฯลฯ |
50 – 60 HRC | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
- กำจัดเศษที่สะสมมากเกินไปด้วยการใช้ลมแรงเป่าออก
- สำหรับการใช้งานเมื่อความลึกของการตัดแตกต่างกันไป (ตัวอย่างเช่น ผิวของเหล็กหล่อ) หรือการตัดเฉือนวัสดุชิ้นงานที่มีการกระแทก ค่าอัตราป้อนต่อฟันตัด (fz) ควรใช้ค่าที่ต่ำกว่าที่เป็นค่าที่แนะนำที่แสดงในตารางด้านบน
- เงื่อนไขในการใช้งานอาจถูกจำกัดขึ้นอยู่กับกำลังของเครื่องจักร ความมั่นคงของชิ้นงาน และกำลังของการหมุน เมื่อความกว้างของการตัด ความลึก หรือระยะยื่นมาก ให้ใช้ค่า Vc และ fz ที่ต่ำกว่าที่เป็นค่าที่แนะนำ และตรวจสอบกำลังและการสั่นสะเทือนของเครื่องจักร
T/E/HPA06, T/E/HPA10, T/EPA15
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | หน้าลายหักเศษ | เกรด | T/E/HPA06 | T/E/HPA10 | T/EPA15 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
ความเร็วตัด Vc (ม./นาที) |
อัตราป้อรต่อฟัน fz (มม./ฟัน) |
ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|||||||
| MJ/AJ | NMJ | |||||||||||
|
เหล็กกล้าคาร์บอนต่ำ SS400, S15C , ฯลฯ E275A, C15E4, ฯลฯ |
– 200 HB | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 220 | 0.05 – 0.15 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 250 | 0.08 – 0.1 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| เหล็กกล้าคาร์บอกและเหล็กกล้าผสม S55C, SCM440, ฯลฯ C55, 42CrMo4, ฯลฯ |
– 300 HB | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 170 | 0.05 – 0.12 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| เหล็กชุบแข็งและเหล็กเครื่องมือ NAK80, PX5, SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
30 – 40 HRC | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 120 | 0.05 – 0.12 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH3135 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 90 – 200 | 0.05 – 0.1 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
เหล็กหล่อสีเทา FC250, ฯลฯ 250, ฯลฯ GG25, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | MJ/NMJ | AH120 | 100 – 200 | 0.05 – 0.15 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| ต้านทานการสึกหรอ | MJ | T1215 | 150 – 250 | 0.05 – 0.12 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| เหล็กหล่อเหนียว FCD450, ฯลฯ 450-10S, ฯลฯ GGG45, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | MJ/NMJ | AH120 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| ต้านทานการสึกหรอ | MJ | T1215 | 100 – 200 | 0.05 – 0.12 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
 |
อลูมิเนียม Si < 13% |
– | ตัวเลือกแรก | AJ | KS05F | 300 – 900 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| อลูมิเนียม Si ≥ 13% |
– | ตัวเลือกแรก | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
โลหะผสมไททาเนียม Ti-6Al-4V, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH3135 | 20 – 50 | 0.05 – 0.1 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| โลหะผสมทนความร้อน อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH120 | 20 – 35 | 0.03 – 0.08 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- เมื่อใช้หน้าลายเม็ดมีด NMJ โปรดใช้อัตราป้อนงานให้น้อยกว่า 0.15 มม./ฟัน
- กำจัดเศษที่สะสมมากเกินไปด้วยการใช้ลมแรงเป่าออก
- สำหรับการใช้งานเมื่อความลึกของการตัดแตกต่างกันไป (ตัวอย่างเช่น ผิวของเหล็กหล่อ) หรือการตัดเฉือนวัสดุชิ้นงานที่มีการกระแทก ค่าอัตราป้อนต่อฟันตัด (fz) ควรใช้ค่าที่ต่ำกว่าที่เป็นค่าที่แนะนำที่แสดงในตารางด้านบน
- เงื่อนไขในการใช้งานอาจถูกจำกัดขึ้นอยู่กับกำลังของเครื่องจักร ความมั่นคงของชิ้นงาน และกำลังของการหมุน เมื่อความกว้างของการตัด ความลึก หรือระยะยื่นมาก ให้ใช้ค่า Vc และ fz ที่ต่ำกว่าที่เป็นค่าที่แนะนำ และตรวจสอบกำลังและการสั่นสะเทือนของเครื่องจักร
TLA (กัดหยาบ ระยะกินลึกมากๆ)
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | หน้าลายหักเศษ | เกรด | TLA10 | TLA15 | |||
|---|---|---|---|---|---|---|---|---|---|---|
| ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|||||||
| MJ/AJ | NMJ | |||||||||
|
เหล็กกล้าคาร์บอนต่ำ SS400, S15C , ฯลฯ E275A, C15E4, ฯลฯ |
– 200 HB | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| เหล็กกล้าคาร์บอนและเหล็กกล้าผสม S55C, SCM440, ฯลฯ C55, 42CrMo4, ฯลฯ |
– 300 HB | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| เหล็กกล้าชุบแข็งและเหล็กกล้าเครื่องมือ NAK80, PX5, SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
30 – 40 HRC | ตัวเลือกแรก | MJ/NMJ | AH3225 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH3135 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| ต้านทานการสึกหรอ | MJ/NMJ | T3225 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
เหล็กหล่อสีเทา FC250, ฯลฯ 250, ฯลฯ GG25, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | MJ/NMJ | AH120 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| ต้านทานการสึกหรอ | MJ | T1215 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| เหล็กหล่อเหนียว FCD450, ฯลฯ 450-10S, ฯลฯ GGG45, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | MJ/NMJ | AH120 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| ต้านทานการสึกหรอ | MJ | T1215 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
|
อลูมิเนียม Si < 13% |
40 – 50 HRC | ตัวเลือกแรก | AJ | KS05F | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| อลูมิเนียม Si ≥ 13% |
50 – 60 HRC | ตัวเลือกแรก | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
โลหะผสมไททาเนียม Ti-6Al-4V, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH3135 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| โลหะผสมทนความร้อน อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | MJ/NMJ | AH120 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- เมื่อใช้หน้าลายเม็ดมีด NMJ โปรดใช้อัตราป้อนงานให้น้อยกว่า 0.15 มม./ฟัน
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ