

หัวกัดปาดบ่าฉากที่สามารถใช้ความเร็วสูงตัดเฉือนอลูมิเนียมและวัสดุอโลหะ
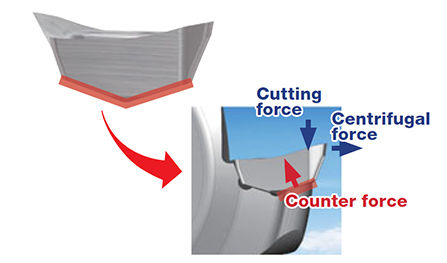
ปกป้องด้านหลังเม็ดมีดด้วยร่องนั่งรูปทรง V บนหัวกัดปาดและรองรับการตัดเฉือนความเร็วสูงเช่นเดียวกับการกัดแบบเฮลิคอล

การใช้งาน & คุณสมบัติ
การใช้งาน









คุณสมบัติ
1. ปลอดภัย , ด้วยการออกแบบการล็อคเม็ดมีดที่มั่นคงพร้อมปกป้องด้านหลังเม็ดมีดด้วยร่องนั่งรูปทรง V ที่เป็นเอกลักษณ์
ร่องนั่งรูปทรง V ให้แรงสวนทางกับแรงตัดและแรงเหวี่ยง
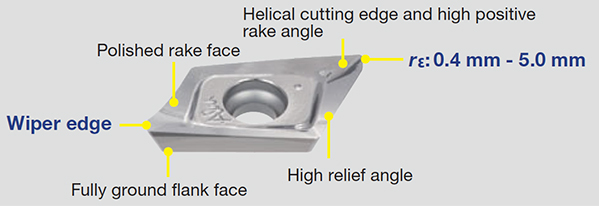
2. คมตัดมีรูปทรงที่ยอดเยี่ยมสำหรับการตัดเฉือนอะลูมิเนียม
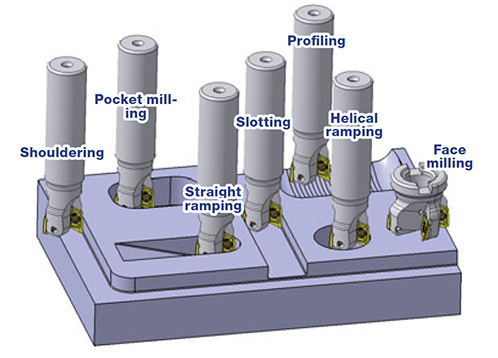
3. ใช้ได้กับงานตัดเฉือนที่หลากหลาย
เม็ดมีด & เกรด
เม็ดมีด

XVCT16-AM
- ระยะกินลึกสูงสุด: 16 มม. (ขึ้นอยู่กับค่า R ของเม็ดมีด)
- ขอบคมตัดคมพร้อมกับผิวขัดเงาสำหรับอลูมิเนียมอัลลอยด์
เกรด
หัวกัดปาด
หัวกัดปาดแบบก้านตรง

EPXV16 (ø25 – ø40 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับงานกัดปาดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TPXV16 (ø40 – ø125 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาดบ่าฉาก

ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมการบินและอวกาศ
| ชิ้นงาน: | ชิ้นส่วนเครื่องบิน |
| วัสดุ: | A7050 / AlZn5.5MgCu |
| หัวกัด: | EPXV16M032C32.0R03 (DC = 32 mm, CICT = 3) |
| เม็ดมีด: | XVCT160530PEFR-AM |
| เกรด: | TH10 |
| เงื่อนไขการตัดเฉือน: | Vc = 950 (ม./นาที) fz = 0.14 (มม./ฟัน) ap = 2.5 (มม.) ae = 18 (มม.) การใช้งาน: กลึงพ็อกเก็ต ระบบหล่อเย็น: แบบเปียก เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | Workpiece material | Hardness (HB) |
Grade | Chip breaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool dia: Dc (mm), Number of revolutions: n (min-1), Feed speed: Vf (mm/min), Depth of cut: ap = 2.0 mm, Number of inserts: CICT | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø25 | ø32 | ø40 | ø50 | ø63 | ø80 | ø100 | ø125 | |||||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 4 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 7 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||
| Aluminium alloy | 60 | DS2015, TH10 | AM | 300 – 3000 | 0.15 – 0.35 | 19,100 | 9,600 | 14,900 | 11,200 | 11,900 | 8,900 | 9,500 | 9,500 | 7,600 | 9,500 | 6,000 | 7,500 | 4,800 | 7,200 | 3,800 | 6,700 | |
| Vc = 1500m/min, fz = 0.25 mm/t | ||||||||||||||||||||||
| 100 | DS2015, TH10 | AM | 200 – 2000 | 0.1 – 0.25 | 12,700 | 5,100 | 9,900 | 5,900 | 8,000 | 4,800 | 6,400 | 5,100 | 5,100 | 5,100 | 4,000 | 4,000 | 3,200 | 3,800 | 2,500 | 3,500 | ||
| Vc = 1000m/min, fz = 0.2 mm/t | ||||||||||||||||||||||
| Cast aluminium alloy (Si ≦ 13%) |
75 | DS2015, TH10 | AM | 200 – 2000 | 0.15 – 0.3 | 12,700 | 5,100 | 9,900 | 5,900 | 8,000 | 4,800 | 6,400 | 5,100 | 5,100 | 5,100 | 4,000 | 4,000 | 3,200 | 3,800 | 2,500 | 3,500 | |
| Vc = 1000m/min, fz = 0.2 mm/t | ||||||||||||||||||||||
| 90 | DS2015, TH10 | AM | 200 – 1500 | 0.1 – 0.25 | 10,200 | 3,100 | 8,000 | 3,600 | 6,400 | 2,900 | 5,100 | 3,100 | 4,000 | 3,000 | 3,200 | 2,400 | 2,500 | 2,300 | 2,000 | 2,100 | ||
| Vc = 800m/min, fz = 0.15 mm/t | ||||||||||||||||||||||
| Cast aluminium alloy (Si > 13%) |
130 | DS2015, TH10 | AM | 200 – 1000 | 0.07 – 0.15 | 7,600 | 1,500 | 6,000 | 1,800 | 4,800 | 1,400 | 3,800 | 1,500 | 3,000 | 1,500 | 2,400 | 1,200 | 1,900 | 1,100 | 1,500 | 1,100 | |
| Vc = 600m/min, fz = 0.1 mm/t | ||||||||||||||||||||||
| Copper alloys (Pb > 1%) |
110 | DS2015, TH10 | AM | 200 – 800 | 0.07 – 0.15 | 6,400 | 1,300 | 5,000 | 1,500 | 4,000 | 1,200 | 3,200 | 1,300 | 2,500 | 1,300 | 2,000 | 1,000 | 1,600 | 1,000 | 1,300 | 900 | |
| Vc = 500m/min, fz = 0.1 mm/t | ||||||||||||||||||||||
| Copper alloys | 90 | DS2015, TH10 | AM | 300 – 1000 | 0.1 – 0.15 | 7,600 | 1,800 | 6,000 | 2,200 | 4,800 | 1,700 | 3,800 | 1,800 | 3,000 | 1,800 | 2,400 | 1,400 | 1,900 | 1,400 | 1,500 | 1,300 | |
| Vc = 600m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| 100 | DS2015, TH10 | AM | 300 – 800 | 0.1 – 0.15 | 6,400 | 1,500 | 5,000 | 1,800 | 4,000 | 1,400 | 3,200 | 1,500 | 2,500 | 1,500 | 2,000 | 1,200 | 1,600 | 1,200 | 1,300 | 1,100 | ||
| Vc = 500m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| Duroplastics, fiber plastics | – | DS2015, TH10 | AM | 100 – 500 | 0.1 – 0.15 | 3,800 | 900 | 3,000 | 1,100 | 2,400 | 900 | 1,900 | 900 | 1,500 | 900 | 1,200 | 700 | 1,000 | 700 | 800 | 700 | |
| Vc = 300m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| Hard rubber | – | DS2015, TH10 | AM | 100 – 300 | 0.1 – 0.15 | 2,500 | 600 | 2,000 | 700 | 1,600 | 600 | 1,300 | 600 | 1,000 | 600 | 800 | 500 | 600 | 400 | 500 | 400 | |
| Vc = 200m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ