

หัวกัดปาดแบบทรง R คมตัดแบบเฉลียง สำหรับงานขึ้นรูป 3D
รูปทรงเม็ดมีดแบบบิดที่เป็นเอกลักษณ์ช่วยให้การล็อคเม็ดมีดมั่นคงและมีเสถียรภาพสูง
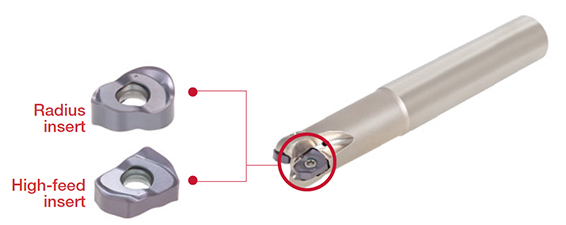
เม็ดมีด 2 แบบ สามารถใช้งานได้กับหัวกัดปาดตัวเดียวกันทั้งเม็ดมีดทรง R และเม็ดมีดที่ใช้อัตราป้อนฟีดสูง


การใช้งาน & คุณสมบัติ
การใช้งาน







คุณสมบัติ
1. หัวกัดปาดอเนกประสงค์พร้อมความมั่นคงแข็งแรง
• เม็ดมีด 2 แบบ สามารถใช้งานได้กับหัวกัดปาดตัวเดียวกันทั้งเม็ดมีดทรง R และเม็ดมีดที่ใช้อัตราป้อนฟีดสูง
• ระบบการล็อคมีดอย่างมั่นคงเพื่อป้องกันไม่ให้เม็ดมีดเคลื่อนที่ระหว่างการตัดเฉือน
2. เม็ดมีดอัตราป้อนสูงพร้อมระยะกินลึกที่มากขึ้น
• การควบคุมเศษที่นุ่มนวลช่วยให้การตัดเฉือนมีความเสถียร
3. เม็ดมีดทรง R พร้อมความมั่นคงแข็งแรง
• จากภาพตัดขวาง เม็ดมีดได้รับการออกแบบให้มีขนาดใหญ่เป็น 2 เท่าเทียบกับเม็ดมีดทรงกลมทั่วไป
• การคายเศษที่ดีเยี่ยมในการใช้งานที่หลากหลาย

เม็ดมีด & เกรด
เม็ดมีด

LNMX-MJ/LNMX-ML
- เม็ดมีดทรง R
- ระยะกินลึกสูงสุด
– LNMU04: 4.0 มม.
– LNMU05: 5.0 มม.
– LNMU06: 6.0 มม.

LNMX-HJ/LNMX-HL
- สำหรับการตัดเฉือนอัตราป้อนสูง
- ระยะกินลึกสูงสุด
– LNMX04: 1.3 มม.
– LNMX06: 2 มม.
เกรดหลัก
AH8015
![]()
![]()
![]()
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้ดี
- ตัวเลือกแรกสำหรับงานตัดความเร็วสูงวัสดุโลหะผสมทนความร้อนทั่วไป
AH3225
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
AH3135
![]()
![]()
- ต้านทานการแตกหักสูง
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
หัวกัดปาด
หัวกัดแบบก้านตรง

EXLN (ø20 – ø40 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับเม็ดมีดทรง R หรือเม็ดมีดที่ใช้อัตราป้อนฟีดสูง
หัวกัดปาดแบบโมดูลลาร์ (หัวต่อแบบแยกส่วนกับด้ามแบบยึดด้วยเกลียว)

HXLN (ø20 – ø42 มม.)
หัวกัดปาดแบบโมดูลลาร์ (TungFlex) สำหรับเม็ดมีดทรง R หรือเม็ดมีดที่ใช้อัตราป้อนฟีดสูง
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TXLN (ø40 – ø66 มม.)
หัวกัดปาดแบบ Bore type สำหรับเม็ดมีดทรง R หรือเม็ดมีดที่ใช้อัตราป้อนฟีดสูง
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
วิศกรรมทั่วไป
| ชิ้นงาน: | Fixture part |
| วัสดุ: | SUS304 |
| หัวกัด: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| เม็ดมีด: | LNMX0405R4-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 220 ← 120 (ม./นาที) fz = 0.4 ← 0.1 (มม./ฟัน) Vf = 3360 ← 535 (มม./นาที) ap = 3.5 ← 3 (มม.) ae = 15 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: ส่วนเสริมภายนอก เครื่องจักร: เครื่องกลึงแนวตั้ง M/C |

ตัวอย่างที่ #2
อุตสาหกรรมแม่พิมพ์
| ชิ้นงาน: | Slide core |
| วัสดุ: | NAK80 (40HRC) |
| หัวกัด: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| เม็ดมีด: | LNMX0405R4-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 150 (ม./นาที) fz = 0.3 ← 0.15 (มม./ฟัน) Vf = 1720 ← 573 (มม./นาที) ap = 4 ← 5 (มม.) ae = 7 ← 5 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: ส่วนเสริมภายนอก เครื่องจักร: เครื่องกลึงแนวตั้ง M/C |

ตัวอย่างที่ #3
อุตสาหกรรมการผลิตไฟฟ้า
| ชิ้นงาน: | Turbine blade |
| วัสดุ: | 13Cr-Mo สเตนเลสสตีล |
| หัวกัด: | EXLN04M032C32.0R04 (ø32, z = 4) |
| เม็ดมีด: | LNMX0405R4-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 220 (ม./นาที) fz = 0.30 (มม./ฟัน) Vf = 2,626 (มม./นาที) ap = 1.0 (มม.) การใช้งาน: กลึงโปรไฟล์ ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงอัตโนมัติ |

เงื่อนไขการตัดเฉือนมาตรฐาน
LNMX**-MJ/ML
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | หน้าลายหักเศษ | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|
|---|---|---|---|---|---|---|---|---|
| เหล็กกล้าคาร์บอนต่ำ S15C, SS400, ฯลฯ C15, C20, ฯลฯ |
– 200 HB | ตัวเลือกแรก | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | แรงตัดต่ำ | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | |||
| เหล็กกล้าคาร์บอน, เหล็กกล้าผสม S55C, SCM440, ฯลฯ C55, 42CrMoS4, ฯลฯ |
– 300 HB | ตัวเลือกแรก | AH3225 | MJ | 100 – 250 | 0.2 – 0.6 | ||
| – 300 HB | แรงตัดต่ำ | AH3135 | ML | 100 – 250 | 0.2 – 0.6 | |||
| เหล็กชุบแข็ง NAK80, PX5, ฯลฯ |
30 – 40 HRC | ตัวเลือกแรก | AH3225 | MJ | 100 – 200 | 0.15 – 0.4 | ||
| 30 – 40 HRC | แรงตัดต่ำ | AH3135 | ML | 100 – 200 | 0.15 – 0.4 | |||
| เหล็กกล้าไร้สนิมออสเตนนิติก SUS304, SUS304, ฯลฯ X5CrNi18-9, X5CrNiMo17-12-2, ฯลฯ |
– 200 HB | ตัวเลือกแรก | AH3135 | MJ | 100 – 200 | 0.2 – 0.6 | ||
| – 200 HB | แรงตัดต่ำ | AH3135 | ML | 100 – 200 | 0.2 – 0.6 | |||
| เหล็กกล้าไร้สนิมมาร์เทนซิติก SUS410, SUS420J1, ฯลฯ X12Cr13, X20Cr13, ฯลฯ |
– 200 HB | ตัวเลือกแรก | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | ต้านทานการแตกหัก | AH3135 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| เหล็กหล่อสีเทา FC250, FC300, ฯลฯ 250, 300, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | AH120 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| 150 – 250 HB | ต้านทานการแตกหัก | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| เหล็กหล่อเหนียว FCD400, ฯลฯ 400-15, 600-3, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | AH120 | MJ | 80 – 250 | 0.2 – 0.6 | ||
| 150 – 250 HB | ต้านทานการแตกหัก | AH3225 | MJ | 80 – 250 | 0.2 – 0.6 | |||
| โลหะผสมไททาเนียม Ti-6AI-4V, ฯลฯ | – | ตัวเลือกแรก | AH3135 | ML | 30 – 60 | 0.15 – 0.6 | ||
| – | ต้านทานการแตกหัก | AH3135 | MJ | 30 – 60 | 0.15 – 0.6 | |||
| ซูเปอร์อัลลอยด์ อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | AH8015 | MJ | 20 – 50 | 0.05 – 0.3 | ||
| – | แรงตัดต่ำ | AH120 | ML | 20 – 50 | 0.05 – 0.3 | |||
| เหล็กกล้าแบบแข็ง | SKD61, etc.SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
40 – 50 HRC | ตัวเลือกแรก | AH3225 | MJ | 50 – 150 | 0.1 – 0.3 | |
| 40 – 50 HRC | ต้านทานการสึกหรอ | AH8015 | MJ | 50 – 150 | 0.1 – 0.3 | |||
| SKD11, ฯลฯ X153CrMoV12, ฯลฯ | 50 – 60 HRC | ตัวเลือกแรก | AH8015 | MJ | 50 – 70 | 0.05 – 0.15 | ||
- When using a long shank or modular head with long overhang, please lower the cutting conditions (Vc, fz, ap) to 70% of the maximum conditions for the standard shank.
LNMX04-HJ/HL
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | หน้าลายหักเศษ | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|
|---|---|---|---|---|---|---|---|---|
| เหล็กกล้าคาร์บอนต่ำ S15C, SS400, ฯลฯ S15C, SS400, ฯลฯ C15, C20, ฯลฯ |
– 300HB | ตัวเลือกแรก | AH3225 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| ต้านทานการสึกหรอ | AH8015 | HJ | ||||||
| แรงตัดต่ำ | AH3225 | HL | 0.4 – 1 | |||||
| เหล็กกล้าคาร์บอน, เหล็กกล้าผสม S55C, SCM440, ฯลฯ S55C, SCM440, ฯลฯ C55, 42CrMoS4, ฯลฯ |
– 300HB | ตัวเลือกแรก | AH3225 | HJ | 100 – 250 | 0.5 – 1.3 | ||
| ต้านทานการสึกหรอ | AH8015 | HJ | ||||||
| แรงตัดต่ำ | AH3225 | HL | 0.4 – 1 | |||||
| เหล็กชุบแข็ง NAK80, PX5, ฯลฯ |
30 – 40HRC | ตัวเลือกแรก | AH3225 | HJ | 100 – 200 | 0.4 – 1 | ||
| ต้านทานการสึกหรอ | AH8015 | HJ | ||||||
| แรงตัดต่ำ | AH3225 | HL | 0.2 – 0.8 | |||||
| เหล็กกล้าไร้สนิมออสเตนนิติก SUS304, SUS304, ฯลฯ SUS304, SUS304, ฯลฯ X5CrNi18-9, X5CrNiMo17-12-2, ฯลฯ |
– 200HB | ตัวเลือกแรก | AH3135 | HL | 100 – 200 | 0.3 – 0.9 | ||
| ต้านทานการแตกหัก | HJ | |||||||
| เหล็กกล้าไร้สนิมมาร์เทนซิติก SUS410, SUS420J1, ฯลฯ SUS410, SUS420J1, ฯลฯ X12Cr13, X20Cr13, ฯลฯ |
– 200HB | ตัวเลือกแรก | AH3135 | HL | 100 – 300 | 0.3 – 0.9 | ||
| ต้านทานการแตกหัก | HJ | |||||||
| เหล็กหล่อสีเทา FC250, FC300, ฯลฯ 250, 300, ฯลฯ |
150 – 250HB | ตัวเลือกแรก | AH120 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| ต้านทานการแตกหัก | AH3225 | |||||||
| เหล็กหล่อเหนียว FCD400, ฯลฯ 400-15, 600-3, ฯลฯ |
150 – 250HB | ตัวเลือกแรก | AH120 | HJ | 80 – 250 | 0.5 – 1.3 | ||
| ต้านทานการแตกหัก | AH3225 | |||||||
| โลหะผสมไททาเนียม Ti-6AI-4V, ฯลฯ |
150 – 250HB | ตัวเลือกแรก | AH3135 | HL | 30 – 60 | 0.3 – 0.7 | ||
| ต้านทานการแตกหัก | HJ | |||||||
| ซูเปอร์อัลลอยด์ อินโคเนล 718, ฯลฯ |
150 – 250HB | ตัวเลือกแรก | AH8015 | HL | 20 – 50 | 0.1 – 0.3 | ||
| ต้านทานการแตกหัก | HJ | |||||||
| เหล็กกล้าแบบแข็ง | SKD61, etc.SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
40 – 50HRC | ตัวเลือกแรก | AH3225 | HJ | 50 – 150 | 0.1 – 0.5 | |
| ต้านทานการสึกหรอ | AH8015 | |||||||
| SKD11, etc.SKD11, ฯลฯ X153CrMoV12, ฯลฯ |
50 – 60HRC | ตัวเลือกแรก | AH8015 | HJ | 50 – 70 | 0.05 – 0.2 | ||
- When using a long shank or modular head with long overhang, please lower the cutting conditions (Vc, fz, ap) to 70% of the maximum conditions for the standard shank.
LNMX06-HJ
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | หน้าลายหักเศษ | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|
|---|---|---|---|---|---|---|---|---|
| เหล็กกล้าคาร์บอนต่ำ S15C, SS400, ฯลฯ S15C, SS400, ฯลฯ C15, C20, ฯลฯ |
– 300HB | ตัวเลือกแรก | AH3225 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| ต้านทานการสึกหรอ | AH8015 | |||||||
| เหล็กกล้าคาร์บอน, เหล็กกล้าผสม S55C, SCM440, ฯลฯ S55C, SCM440, ฯลฯ C55, 42CrMoS4, ฯลฯ |
– 300HB | ตัวเลือกแรก | AH3225 | HJ | 100 – 250 | 0.3 – 1.1 | ||
| ต้านทานการสึกหรอ | AH8015 | |||||||
| เหล็กชุบแข็ง NAK80, PX5, ฯลฯ |
30 – 40HRC | ตัวเลือกแรก | AH3225 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| ต้านทานการสึกหรอ | AH8015 | |||||||
| เหล็กกล้าไร้สนิมออสเทนนิติก SUS304, SUS304, ฯลฯ SUS304, SUS304, ฯลฯ X5CrNi18-9, X5CrNiMo17-12-2, ฯลฯ |
– 200HB | ตัวเลือกแรก | AH3135 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| ตัวเลือกแรก | ||||||||
| เหล็กกล้าไร้สนิมมาร์เทนซิติก SUS410, SUS420J1, ฯลฯ SUS410, SUS420J1, ฯลฯ X12Cr13, X20Cr13, ฯลฯ |
– 200HB | ตัวเลือกแรก | AH3135 | HJ | 100 – 300 | 0.2 – 0.7 | ||
| ต้านทานการสึกหรอ | ||||||||
| เหล็กหล่อสีเทา FC250, FC300, ฯลฯ 250, 300, ฯลฯ |
150 – 250HB | ตัวเลือกแรก | AH120 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| ต้านทานการสึกหรอ | AH3225 | |||||||
| เหล็กหล่อเหนียว FCD400, ฯลฯ 400-15, 600-3, ฯลฯ |
150 – 250HB | ตัวเลือกแรก | AH120 | HJ | 80 – 250 | 0.3 – 1.1 | ||
| ตัวเลือกแรก | AH3225 | |||||||
| โลหะผสมไททาเนียม Ti-6AI-4V, ฯลฯ |
150 – 250HB | ตัวเลือกแรก | AH3135 | HJ | 30 – 60 | 0.15 – 0.6 | ||
| ซูเปอรือัลลอยด์ อินโคเนล 718, ฯลฯ |
150 – 250HB | ต้านทานการสึกหรอ | AH8015 | HJ | 20 – 50 | 0.05 – 0.3 | ||
| เหล็กกล้าแบบแข็ง | SKD61, etc.SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
40 – 50HRC | ตัวเลือกแรก | AH3225 | HJ | 50 – 150 | 0.1 – 0.3 | |
| ต้านทานการสึกหรอ | AH8015 | |||||||
| SKD11, etc.SKD11, ฯลฯ X153CrMoV12, ฯลฯ |
50 – 60HRC | ตัวเลือกแรก | AH8015 | HJ | 50 – 70 | 0.05 – 0.15 | ||
- When using a long shank or modular head with long overhang, please lower the cutting conditions (Vc, fz, ap) to 70% of the maximum conditions for the standard shank.
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.