

การกัดปาดหน้าด้วยความเร็วสูงพร้อมการเก็บผิวสำเร็จที่สุดยอด
หัวกัดปาดหน้าราคาสุดประหยัดพร้อมประสิทธิภาพการผลิตสูงสำหรับทุกวัสดุ

การใช้งาน & คุณสมบัติ
การใช้งาน

คุณสมบัติ
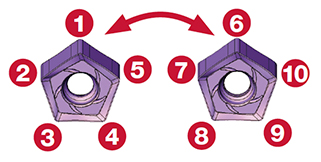
1. เม็ดมีดห้าเหลี่ยมราคาสุดประหยัด
• เม็ดมีดสองด้านพร้อม 10 คมตัด
2. แรงตัดเฉือนต่ำ
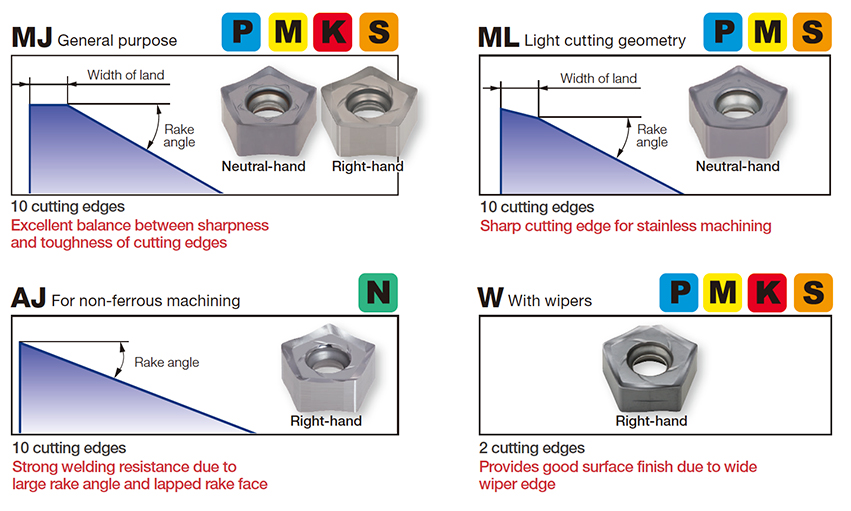
3. มีเม็ดมีดหลากหลายสำหรับการตัดเฉือนแบบต่างๆ
เม็ดมีด & เกรด
เม็ดมีด

PN*U0905
- ระยะกินลึกสูงสุด = 6.4 มม. (ยกเว้น -W)
- เม็ดมีด 10 มุมสำหรับการกัดปาดหน้า
- PNCU0905-W เม็ดมีด Wiper (2 มุม)
เกรดหลัก
AH3135
![]()
![]()
- ต้านทานการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH3225
![]()
![]()
- ทนทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
AH8015
![]()
![]()
![]()
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้ดี
- ตัวเลือกแรกสำหรับงานตัดความเร็วสูงวัสดุโลหะผสมทนความร้อนทั่วไป
หัวกัดปาด
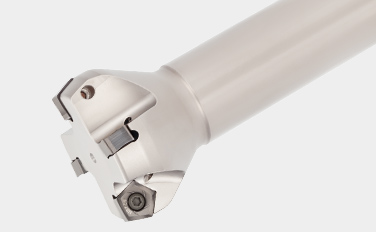
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TEN09 (ø50 – ø315 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาด
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
วิศกรรมทั่วไป
| ชิ้นงาน: | Pump housing |
| วัสดุ: | SKD11 |
| หัวกัด: | TEN09R125M38.1-06 (ø125 มม., z = 6) |
| เม็ดมีด: | PNCU0905GNEN-ML |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 120 (ม./นาที) fz = 0.25 (มม./ฟัน) Vf = 458 (มม./นาที) ap = 3 (มม.) ae = 60 (มม.) การใช้งาน : กลึงด้านหน้า ระบบหล่อเย็น : ไม่ใช้ เครื่องจักร : เครื่องกลึงแนวนอน M/C |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Rolling die material |
| วัสดุ: | เหล็กกล้าเครื่องมือ |
| หัวกัด: | TEN09R160M50.8-12 (ø160 มม., z = 12) |
| เม็ดมีด: | PNMU0905GNEN-MJ |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 300 (ม./นาที) fz = 0.1 (มม./ฟัน) Vf = 716 (มม./นาที) ap = 0.8 (มม.) ae = 50 (มม.) การใช้งาน : กลึงด้านหน้า ระบบหล่อเย็น : ไม่ใช้ เครื่องจักร : เครื่องกลึงแนวนอน M/C |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | EGR valve |
| วัสดุ: | FC250 / 250 |
| หัวกัด: | TEN09R125M38.1-06 (ø125 มม., z = 6) |
| เม็ดมีด: | PNCU0905GNEN-MJ |
| เกรด: | AH120 |
| เงื่อนไขการตัดเฉือน: | Vc = 390 (ม./นาที) fz = 0.15 (มม./ฟัน) Vf = 900 (มม./นาที) ap = 0.9 (มม.) ae = 75 (มม.) การใช้งาน : กลึงด้านหน้า ระบบหล่อเย็น : เครื่องมือภายนอก เครื่องจักร : เครื่องกลึงแนวตั้ง M/C、6kW |
| กระบวนการทำงาน: | , |
| เครื่องจักร: |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | Workpiece materials | Hardness | Selection criteria |
Recommended grade |
Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steels S15C, C15E4, etc. C15, etc. |
200 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 200 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 200 – 300 HB | Wear resistance | T3225 | MJ | 200 – 350 | 0.1- 0.3 | ||
| 200 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| High carbon steels, alloyed steels S45C, SCM440, etc. C45, 42CrMo4, etc. |
150 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1- 0.35 | |
| 150 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 150 – 300 HB | Wear resistance | T3225 | MJ | 180 – 300 | 0.1- 0.3 | ||
| 150 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| Prehardened steels NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1- 0.3 | |
| 30 – 40 HRC | Low cutting force | AH3225 | ML | 100 – 200 | 0.1- 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | MJ | 150 – 250 | 0.1- 0.25 | ||
| Stainless steels SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | First choice | AH3135 | ML | 100 – 200 | 0.1 – 0.3 | |
| – 200 HB | Fracture resistance | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| – 200 HB | Wear resistance | T3225 | MJ | 100 – 250 | 0.1 – 0.3 | ||
| Grey cast irons FCD400, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Aluminium alloys Si < 13% |
– | First choice | DS2005, KS05F | AJ | 500 – 1500 | 0.1 – 0.5 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005, KS05F | AJ | 150 – 500 | 0.1 – 0.5 | |
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH3135 | ML | 30 – 60 | 0.1 – 0.3 | |
| – 40 HRC | Fracture resistance | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| – 40 HRC | Wear resistance | AH8015 | ML | 30 – 60 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | First choice | AH8015 | MJ | 10 – 40 | 0.04 – 0.1 | |
| Hardened materials SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | MJ | 80 – 150 | 0.05 – 0.15 | |
| 40 – 50 HRC | Fracture resistance | AH3225 | MJ | 80 – 150 | 0.05 – 0.15 |
- ขจัดเศษที่มากเกินไปด้วยการเป่าลมเพื่อป้องกันการติดของเศษ
- ใช้สารหล่อเย็นที่ละลายน้ำได้เพื่อหลีกเลี่ยงการพอกตัวติดของเศษในกรณีที่เกิดการเชื่อมติดอย่างรุนแรงที่คมตัด (เช่น การตัดเฉือนอะลูมิเนียม)
- สำหรับการทำงานที่มีความลึกของการตัดที่หลากหลาย (เช่น ผิวเหล็กหล่อ) และการตัดเฉือนวัสดุชิ้นงานที่มีพื้นผิวแบบกระแทก ควรตั้งค่าอัตราป้อน (fz) เป็นค่าที่แนะนำต่ำกว่าที่แสดงในตารางด้านบน
- Condition ของการใช้งานอาจถูกจำกัดขึ้นอยู่กับกำลังของเครื่องจักร ความแข็งแกร่งของชิ้นงาน และเอาต์พุตของสปินเดิล เมื่อความกว้างของการตัด ความลึก หรือระยะยื่นมาก ให้ตั้งค่า Vc และ fz เป็นค่าที่แนะนำต่ำกว่า และตรวจสอบกำลังของเครื่องจักรและการสั่น
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.