

หัวกัดอัตราป้อนสูงพร้อมเม็ดมีด 6 คมตัด
โดดเด่นด้วยการออกแบบหัวกัดที่ทนทานเพื่อประสิทธิภาพการผลิตสูง


การใช้งาน & คุณสมบัติ
การใช้งาน







คุณสมบัติ
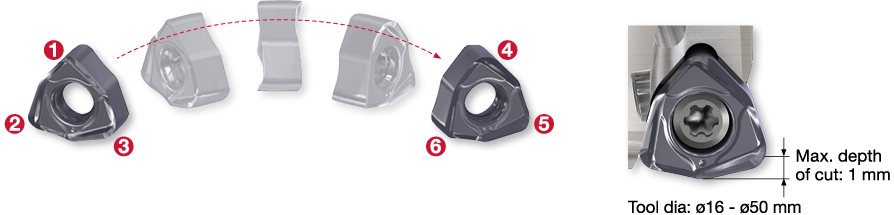
1. เม็ดมีดสองด้านพร้อม 6 คมตัดราคาสุดประหยัด
– จำนวนคมตัดที่มากขึ้น 1.5 ถึง 3 เท่าต่อเม็ดมีด เมื่อเทียบกับเม็ดมีดกัดอัตราป้อนสูงทั่วไป
– ลดต้นทุนต่อเม็ดมีดเมื่อตัดเฉือนสแตนเลสและวัสดุที่ตัดเฉือนยาก ซึ่งเม็ดมีดจะสึกหรออย่างรวดเร็ว
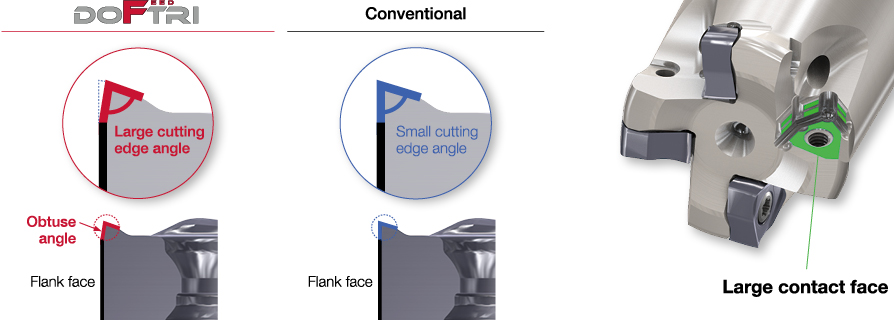
2. ออกแบบมาเพื่อความน่าเชื่อถือและความเสถียรของเครื่องมือ
– การออกแบบคมตัดที่แข็งแรงทำให้ได้มุมป้าน ช่วยลดการแตกหักของเม็ดมีดระหว่างการตัดเฉือน
– หน้าสัมผัสขนาดใหญ่บน pocket ใส่เม็ดมีดช่วยยึดเม็ดมีดได้อย่างปลอดภัย
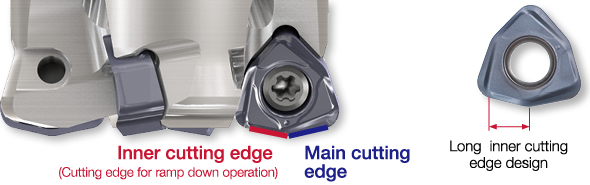
3. ความสามารถในการกัดแบบลาดเอียงที่ยอดเยี่ยม
– คมตัดด้านในที่ยาวขึ้นช่วยให้สามารถกัดแบบลาดเอียงสูงเพื่อเสริมให้เกิดผลผลิตที่สูงขึ้น
– เพิ่มองศากัดแบบลาดเอียง ช่วยเพิ่มประสิทธิภาพการทำงานในการกัดแนวตรงและแบบลาดเอียง
เม็ดมีด & เกรด
เม็ดมีด
เกรดหลัก
AH3225
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
AH8015
![]()
![]()
![]()
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้ดี
- ตัวเลือกแรกสำหรับงานตัดความเร็วสูงวัสดุโลหะผสมทนความร้อนทั่วไป
หัวกัดปาด

หัวกัดปาดแบบโมดูลลาร์ (หัวต่อแบบแยกส่วนกับด้ามแบบยึดด้วยเกลียว)

HXWX03 (ø16 – ø40 มม.)
หัวแบบโมดูลาร์ (TungFlex) สำหรับการกัดอัตราป้อนสูง
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TXWX03 / 06 (ø40 – ø80 มม.)
หัวกัดปาดสำหรับการกัดอัตราป้อนสูง
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
| ชิ้นงาน: | Machine structural part |
| วัสดุ: | SS400 / E275A |
| หัวกัด: | EXWX03M020C20.0R03 (ø20 มม., z = 3) |
| เม็ดมีด: | WXMU0303ZER-MM |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 180 (ม./นาที) fz = 0.9 (มม./ฟัน) ap = 0.5 (มม.) ae = 20 (มม.) การใช้งาน: กัดสล็อต, กลึงขอบ ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT40 |

ตัวอย่างที่ #2
| ชิ้นงาน: | Heavy equipment part |
| วัสดุ: | SM400 / E235A |
| หัวกัด: | EXWX03U1.00C1.00R04 (ø25.4 มม., z = 4) |
| เม็ดมีด: | WXMU0303ZER-MM |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 255 (ม./นาที) fz = 0.28 (มม./ฟัน) ap = 1 (มม.) ae = 25.4 (มม.) การใช้งาน: ขยายเกลียว ระบบหล่อเย็น: แบบเปียก เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, CAT40 |

ตัวอย่างที่ #3
| ชิ้นงาน: | Machine part |
| วัสดุ: | S45C / C45 |
| หัวกัด: | EXWX03M025C25.0R04 (ø25 มม., z = 4) |
| เม็ดมีด: | WXMU0303ZER-MM |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 200 (ม./นาที) fz = 0.3 (มม./ฟัน) ap = 0.5 (มม.) ae = 25 (มม.) กาใช้งาน: กลึงสล็อต, กลึงขอบ ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT40 |

เงื่อนไขการตัดเฉือนมาตรฐาน
Insert size 03
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool diameter: DCX (mm), Number of revolution: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: APMX = 1 mm, Number of teeth: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø16, CICT = 2 | ø20, CICT = 3 | ø25, CICT = 4 | ø32, CICT = 5 | ø40, CICT = 6 | ø50, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
 |
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | ||
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 2,986 | 4,180 | 2,389 | 5,016 | 1,911 | 5,350 | 1,493 | 5,225 | 1,194 | 5,016 | 955 | 5,350 | ||
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1 | Vc = 150 m/min, fz = 0.7 mm/t | ||||||||||||||||
 |
Austenitic Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH130 | MS | 80 – 150 | 0.5 – 1 | 2,389 | 2,389 | 1,911 | 2,866 | 1,529 | 3,057 | 1,194 | 2,986 | 955 | 2,866 | 764 | 3,057 | |
| Low cutting force | AH130 | ML | 0.5 – 0.8 | Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH130 | MS | 50 – 120 | 0.3 – 1 | 1,990 | 1,194 | 1,592 | 1,433 | 1,274 | 1,529 | 995 | 1,493 | 796 | 1,433 | 637 | 1,529 | ||
| Low cutting force | AH130 | ML | 0.3 – 0.8 | Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| For impact resistance | AH3225 | |||||||||||||||||||
| Low cutting force | AH8015 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 2,986 | 5,971 | 2,389 | 7,166 | 1,911 | 7,643 | 1,493 | 7,464 | 1,194 | 7,166 | 955 | 7,643 | ||
| For impact resistance | AH3225 | |||||||||||||||||||
| Low cutting force | AH8015 | ML | 0.5 – 1.2 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||
 |
Titanium alloy Ti-6AI-4V, etc. |
– 40HRC | First choice | AH130 | MS | 30 – 60 | 0.3 – 0.7 | 796 | 637 | 637 | 764 | 510 | 815 | 398 | 796 | 318 | 764 | 255 | 815 | |
| For impact resistance | AH130 | MM | Vc = 40 m/min, fz = 0.4 mm/t | |||||||||||||||||
| Superalloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 597 | 239 | 478 | 287 | 382 | 306 | 299 | 299 | 239 | 287 | 191 | 306 | ||
| Low cutting force | AH8015 | ML | 0.1 – 0.25 | Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||
 |
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 2,389 | 1,433 | 1,911 | 1,720 | 1,529 | 1,834 | 1,194 | 1,791 | 955 | 1,720 | 764 | 1,834 |
| For impact resistance | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 1,194 | 239 | 955 | 287 | 764 | 306 | 597 | 299 | 478 | 287 | 382 | 306 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||
Insert size 06
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool diameter: DCX (mm), Number of revolution: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: APMX = 1 mm, Number of teeth: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø40, CICT = 4 | ø50, CICT = 4 | ø52, CICT = 6 | ø63, CICT = 5 | ø66, CICT = 7 | ø80, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | |
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | ||
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | ||
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
|
Austenitic Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH3135 | MM | 80 – 150 | 0.5 – 1 | 955 | 1,911 | 764 | 1,529 | 735 | 2,205 | 607 | 1,517 | 579 | 2,027 | 478 | 1,911 | |
| Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH3135 | MM | 50 – 120 | 0.3 – 1 | 796 | 955 | 637 | 764 | 612 | 1,102 | 506 | 758 | 483 | 1,013 | 398 | 955 | ||
| Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||||||
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | |
| For impact resistance | AH3225 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 1,194 | 4,777 | 955 | 3,822 | 919 | 5,512 | 758 | 3,791 | 724 | 5,067 | 597 | 4,777 | ||
| For impact resistance | AH3225 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||||
|
Titanium alloy Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MM | 30 – 60 | 0.3 – 0.7 | 318 | 510 | 255 | 408 | 245 | 588 | 202 | 404 | 193 | 540 | 159 | 510 | |
| Vc = 40 m/min, fz = 0.4 mm/t | ||||||||||||||||||||
| Superalloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 239 | 191 | 191 | 153 | 184 | 220 | 152 | 152 | 145 | 203 | 119 | 191 | ||
| Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||||||
|
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 955 | 1,146 | 764 | 917 | 735 | 1,323 | 607 | 910 | 579 | 1,216 | 478 | 1,146 |
| For impact resistance | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 478 | 191 | 382 | 153 | 367 | 220 | 303 | 152 | 290 | 203 | 239 | 191 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.