

Head-changeable drill for drilling large holes
Unique clamping concept and two effective cutting edges on the drill head provide excellent hole quality and high productivity


การใช้งาน & คุณสมบัติ
การใช้งาน

คุณสมบัติ
1. Two effective cutting edges
• The drill head with two effective cutting edges provides high productivity and reliability.
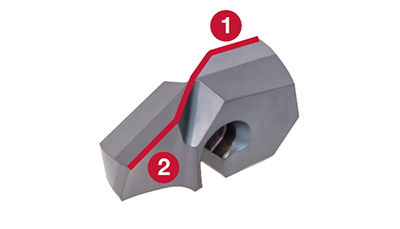
2. Unique clamping system
• The drill head change is possible without removing the drill body from the tool holder or the spindle, eliminating re-adjustments.
• Asymmetric shaped drill head not only secures stability in heavy machining but also error-proofs drill head installation.
• The drill body has a wide supporting area for the drill head for rigid insert clamping.

เม็ดมีด & เกรด
Inserts
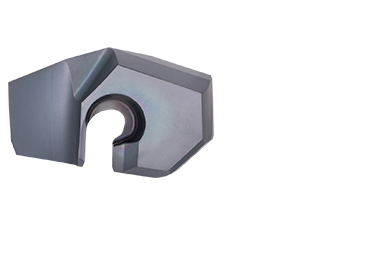
SMP (ø20 – ø41 มม.)
- แบบที่พบได้ทั่วไป
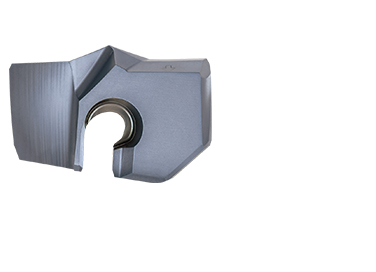
SMF (ø20 – ø41 มม.)
- Provides greater resistance to radial forces, improving machining stability during the drilling of irregular surfaces or workpieces with low rigidity
- Coated with wear resistant PVD grade, AH9130
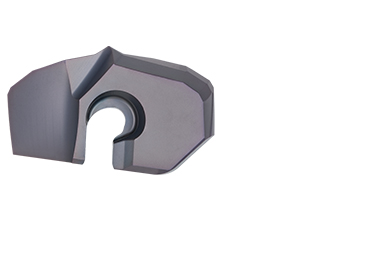
SMC (ø20 – ø33 มม.)
- Pre-drilling is unnecessary
- Outstanding drilling stability
- Sophisticated geometry prevents cutting edge fracture and burr formation on the workpiece
เกรด
AH725
![]()
![]()
![]()
![]()
-
P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
-
เหมาะสำหรับการต้านทานการสึกหลอและบิ่น
-
เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- ต้านทานการสึกหลอ
- ออกแบบเพื่อกาขุดเจาะวัสดุที่หลากหลาย
ด้ามสว่าน

ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
General Engineering
| ชิ้นงาน: | Gate valve |
| วัสดุ: | SUS304 / X5CrNi18-9 |
| ด้ามสว่าน: | TIS300F40-5 |
| ดอกสว่าน: | SMP300 |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 60 (m/min) f = 0.25 (mm/rev) Vf = 160 (mm/min) H = 120 (mm) Machine: Horizontal M/C |

ตัวอย่างที่ #2
Heavy Industry
| ชิ้นงาน: | Slewing ring |
| วัสดุ: | SCM440 / 42CrMo4 |
| ด้ามสว่าน: | TIS330F40-5 |
| ดอกสว่าน: | SMP331 |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 100 (m/min) f = 0.4 (mm/rev) Vf = 380 (mm/min) H = 150 (mm) Machine: Vertical M/C |

เงื่อนไขการตัดเฉือนมาตรฐาน
SMP / SMF
| ISO |
Workpiece materials |
Cutting speed |
Feed: f (mm/rev) |
||
|---|---|---|---|---|---|
| Vc (m/min) | ø20 – 29.9 | ø30 – 35.9 | ø36 – 41 | ||
 |
Low carbon steel S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
| Prehardened steel NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
 |
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
40 – 80 | 0.15 – 0.3 | 0.2 – 0.3 | 0.2 – 0.35 |
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 |
| Ductile cast iron FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 | |
 |
Non ferrous materials | 100 – 200 | 0.4 – 0.6 | 0.4 – 0.6 | 0.5 – 0.7 |
 |
Heat-resistant alloys Inconel718, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
| Titanium alloys Ti-6AI-4V, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 | |
 |
Hard materials | 20 – 60 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
SMC
| ISO | Workpiece materials |
Cutting speed |
Feed: f (mm/rev) |
|---|---|---|---|
| Vc (m/min) | ø20 – 33 | ||
|
Low carbon steel S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | |
| Prehardened steel NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | |
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 |
| Ductile cast iron FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | |
|
Hard materials | 20 – 60 | 0.1 – 0.2 |
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ