

หัวกัดอัตราป้อนสูงรุ่นใหม่ที่มีความอเนกประสงค์สูง
การออกแบบเม็ดมีดที่เป็นเอกลักษณ์ช่วยให้เปลี่ยนมุมเข้างานได้
สามารถเลือกระยะกินลึกที่เหมาะสมที่สุดในการตัดเฉือนวัสดุชิ้นงานที่หลากหลาย


การใช้งาน & คุณสมบัติ
การใช้งาน





คุณสมบัติ
1. เม็ดมีด 2 ประเภทสามารถใส่หัวกัดหนึ่งตัวได้โดยมีมุมเข้างานที่แตกต่างกันสองแบบ

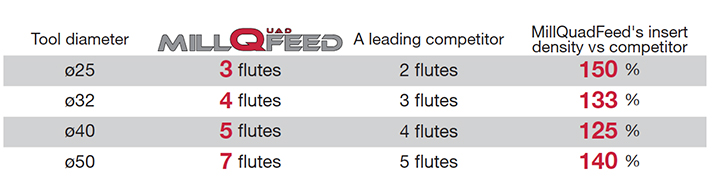
2. การออกแบบพิทช์ระยะใกล้เพื่อประสิทธิภาพที่สูง
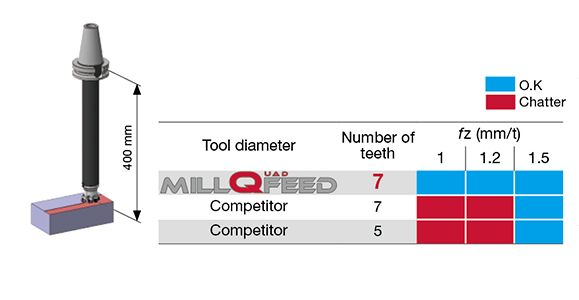
3. สุดยอดความเสถียรของการสั่นสะท้าน
เม็ดมีด & เกรด
เม็ดมีด

SWMT09/15**ZER
- ระยะกินลึกสูงสุด
– SWMT09**ZER: 1.5 มม.
– SWMT15**ZER: 2.5 มม. - เม็ดมีดที่มีมุมคมตัดที่ใหญ่ขึ้นบนด้ามของหัวกัด

SWMT09/15**UER
- ระยะกินลึกสูงสุด
– SWMT09**UER: 1 มม.
– SWMT15**UER: 2 มม. - เม็ดมีดที่มีมุมคมตัดเล็กกว่าบนบนด้ามของหัวกัด
- ทำให้เศษบางลงเหมาะสำหรับการตัดเฉือนเหล็กกล้าไร้สนิมและวัสดุที่ตัดเฉือนได้ยากอื่นๆ
- ลดการสะท้านในงานตัดเฉือนที่ใช้ระยะยื่นยาวให้เหลือน้อยที่สุด

SWMW**ZSR/USR
-
- ระยะกินลึกสูงสุด
– SWMW0904ZSR: 1.5 มม.
– SWMW0904USR: 1 มม.
– SWMW1506USR: 2 มม.
- ระยะกินลึกสูงสุด
เกรดหลัก
AH8015
![]()
![]()
![]()
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้ดี
- ตัวเลือกแรกสำหรับงานตัดความเร็วสูงวัสดุโลหะผสมทนความร้อนทั่วไป
AH3225
![]()
![]()
- จัดการเรื่ื่องต้านทานการสึกหรอ และการแตกหักได้
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
AH120
![]()
![]()
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำำหรับงานขึ้นรูปเหล็กกล้า สเตนเลส สตีล และเหล็กหล่อ ในงานทั่วไป
หัวกัดปาด
หัวกัดปาดแบบโมดูลลาร์ (หัวต่อแบบแยกส่วนกับด้ามแบบยึดด้วยเกลียว)

HXSW09 (ø22 – ø32 มม.)
หัวแบบโมดูลาร์ (TungFlex) สำหรับกัดขึ้นรูปหรือการกัดอัตราป้อนสูง
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TXSW09/15 (ø40 – ø160 มม.)
หัวกัดปาดแบบ Bore type สำหรับกัดขึ้นรูปหรือการกัดอัตราป้อนสูง

ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมการบินและอวกาศ
| ชิ้นงาน: | Rod end bearing part |
| วัสดุ: | 17-4PH (PH stainless steel, 38HRC) |
| หัวกัด: | EXSW09M032C32.0R04 (ø32, z=4) |
| เม็ดมีด: | SWMT0904UER-MM |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 200 (ม./นาที) fz = 0.75 (มม./ฟัน) ap = 0.6 (มม.) ae = 13 (มม.) การใช้งาน: กลึงด้านหน้า Coolant: Wet Machine: Multi task machine |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Magnetic chuck |
| วัสดุ: | SS400 / E275A |
| หัวกัด: | EXSW09M025C25.0R03 (ø25, z=3) |
| เม็ดมีด: | SWMT0904UER-MM |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 274 (ม./นาที) fz = 0.83 (มม./ฟัน) ap = 0.7 (มม.) ae = 25 (มม.) การใช้งาน: การเซาะร่อง ระบบหล่อเย็น: แบบเปียก เครื่องจักร : เครื่องกลึงแนวนอน M/C, BT50 |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Chamber |
| วัสดุ: | SUS304 / X5CrNi18-9 |
| หัวกัด: | TXSW15J160B50.8R08 (ø160, z=8) |
| เม็ดมีด: | SWMT1506ZER-MM |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 150 (ม./นาที) fz = 1 (มม./ฟัน) ap = 1 (มม.) ae = 130 (มม.) การใช้งาน: กลึงด้านหน้า ระบบหล่อเย็น : ไม่ใช้ เครื่องจักร : เครื่องกลึงแนวนอน M/C, BT50, 22kW |

เงื่อนไขการตัดเฉือนมาตรฐาน
09 type
| ISO | Workpiece material | Hardness | Priority | Insert type | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|---|
| Carbon steel S45C, S55C, etc. C45, C55, etc. |
– 300HB | First choice | ZER | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | ||
| Fracture resistance | ZSR | AH3225 | Flat top | 100 – 300 | 0.5 – 1.5 | ||||
| Wear resistance | UER | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | ||||
| Alloy steel SCM440, etc. 42CrMo4, etc. |
– 300HB | First choice | ZER | AH3225 | MM | 100 – 200 | 0.5 – 1.5 | ||
| Fracture resistance | ZSR | AH3225 | Flat top | 100 – 200 | 0.5 – 1.5 | ||||
| Wear resistance | UER | AH3225 | MM | 100 – 200 | 0.5 – 1.5 | ||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | ZER | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | ||
| Fracture resistance | ZSR | AH3225 | Flat top | 100 – 200 | 0.5 – 1.2 | ||||
| Wear resistance | USR | AH3225 | Flat top | 100 – 200 | 0.5 – 1.2 | ||||
| Austenitic stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200HB | First choice | UER | AH3135 | MM | 100 – 150 | 0.5 – 1.2 | ||
| Fracture resistance | UER | AH130 | MM | 100 – 150 | 0.5 – 1.2 | ||||
| Low cutting force | ZER | AH3135 | MM | 100 – 150 | 0.5 – 1.2 | ||||
| Precipitation hardening stainless steel SUS630, etc. X20CrNiCuNb-16-4, etc. |
28HRC – (H1150) |
First choice | UER | AH3135 | MM | 80 – 150 | 0.3 – 1.2 | ||
| Fracture resistance | UER | AH130 | MM | 80 – 150 | 0.3 – 1.2 | ||||
| Low cutting force | ZER | AH3135 | MM | 80 – 150 | 0.3 – 1.2 | ||||
| 40HRC – (H900) |
First choice | UER | AH3135 | MM | 80 – 120 | 0.3 – 0.8 | |||
| Fracture resistance | UER | AH130 | MM | 80 – 120 | 0.3 – 0.8 | ||||
| Low cutting force | ZER | AH3135 | MM | 80 – 120 | 0.3 – 0.8 | ||||
| Gray cast iron FC250, FC300, etc., 250, 300, etc. |
150 – 250HB | First choice | ZSR | AH8015 | Flat top | 100 – 300 | 0.5 – 2 | ||
| Fracture resistance | ZSR | AH3225 | Flat top | 100 – 300 | 0.5 – 2 | ||||
| Ductile cast iron FCD600, etc., 600-3, etc. |
150 – 250HB | First choice | ZSR | AH8015 | Flat top | 80 – 200 | 0.5 – 2 | ||
| Fracture resistance | ZSR | AH3225 | Flat top | 80 – 200 | 0.5 – 2 | ||||
| Titanium alloys Ti-6Al-4V, etc. |
– 40HRC | First choice | UER | AH130 | MM | 30 – 60 | 0.3 – 0.7 | ||
| Wear resistance | UER | AH8015 | MM | 30 – 60 | 0.3 – 0.7 | ||||
| Low cutting force | ZER | AH130 | MM | 30 – 60 | 0.3 – 0.7 | ||||
| Heat-resistant alloys Inconel, Hastelloy, etc. |
– 40HRC | First choice | UER | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | ||
| Fracture resistance | USR | AH8015 | Flat top | 20 – 50 | 0.1 – 0.3 | ||||
| Low cutting force | ZER | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | ||||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | USR | AH8015 | Flat top | 80 – 130 | 0.1 – 0.3 | |
| Fracture resistance | USR | AH3225 | Flat top | 80 – 130 | 0.1 – 0.3 | ||||
| Low cutting force | ZSR | AH8015 | Flat top | 80 – 130 | 0.1 – 0.3 | ||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | USR | AH8015 | Flat top | 50 – 70 | 0.05 – 0.2 | ||
15 type
| ISO | Workpiece material | Hardness | Priority | Insert type | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|---|
| Carbon steel S45C, S55C, etc. C45, C55, etc. |
– 300HB | First choice | ZER | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | ||
| Wear resistance | ZER | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | ||||
| Fracture resistance | USR | AH3225 | Flat top | 100 – 300 | 0.5 – 2 | ||||
| Alloy steel SCM440, etc. 42CrMo4, etc. |
– 300HB | First choice | ZER | AH3225 | MM | 100 – 200 | 0.5 – 1.5 | ||
| Wear resistance | ZER | AH8015 | MM | 100 – 200 | 0.5 – 1.5 | ||||
| Fracture resistance | USR | AH3225 | Flat top | 100 – 200 | 0.5 – 2 | ||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | ZER | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | ||
| Wear resistance | ZER | AH8015 | MM | 100 – 200 | 0.5 – 1.2 | ||||
| Fracture resistance | USR | AH3225 | Flat top | 100 – 200 | 0.5 – 1.5 | ||||
| Austenitic stainless steel SUS304, etc., X5CrNi18-9, etc. |
– 200HB | First choice | UER | AH3135 | MM | 100 – 150 | 0.5 – 1.2 | ||
| Low cutting force | ZER | AH3135 | MM | 100 – 150 | 0.5 – 1.2 | ||||
| Precipitation hardening stainless steel SUS630, etc. X20CrNiCuNb-16-4, etc. |
28HRC – (H1150) |
First choice | UER | AH3135 | MM | 80 – 150 | 0.3 – 1.2 | ||
| Low cutting force | ZER | AH3135 | MM | 80 – 150 | 0.3 – 1.2 | ||||
| 40HRC – (H900) |
First choice | UER | AH3135 | MM | 80 – 120 | 0.3 – 0.8 | |||
| Low cutting force | ZER | AH3135 | MM | 80 – 120 | 0.3 – 0.8 | ||||
| Gray cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | ZER | AH8015 | MT | 100 – 300 | 0.5 – 2 | ||
| Fracture resistance | USR | AH3225 | Flat top | 100 – 300 | 0.5 – 2 | ||||
| Low cutting force | ZER | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | ||||
| Ductile cast iron FCD600, etc. 600-3, etc. |
150 – 250HB | First choice | ZER | AH8015 | MT | 80 – 200 | 0.5 – 2 | ||
| Fracture resistance | USR | AH3225 | Flat top | 80 – 200 | 0.5 – 2 | ||||
| Low cutting force | ZER | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | ||||
| Titanium alloys Ti-6Al-4V, etc. |
– 40HRC | First choice | UER | AH3135 | MM | 30 – 60 | 0.3 – 0.7 | ||
| Low cutting force | ZER | AH3135 | MM | 30 – 60 | 0.3 – 0.7 | ||||
| Fracture resistance | USR | AH3225 | Flat top | 30 – 60 | 0.3 – 0.7 | ||||
| Heat-resistant alloys Inconel, Hastelloy, etc. |
– 40HRC | First choice | UER | AH3135 | MM | 20 – 50 | 0.1 – 0.3 | ||
| Wear resistance | ZER | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | ||||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | USR | AH3225 | Flat top | 80 – 130 | 0.1 – 0.3 | |
| Wear resistance | ZER | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | ||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | USR | AH8015 | Flat top | 50 – 70 | 0.05 – 0.2 | ||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.