

หัวกัดปาดบ่าฉากพร้อมกับคมตัดที่แข็งแรงและมีประสิทธิภาพ
ความมั่นคงของคมตัดที่เหมาะสมที่สุดเพื่อประสิทธิภาพในการผลิตสูงสุดและไว้วางใจในเครื่องมือได้


การใช้งาน & คุณสมบัติ
การใช้งาน







คุณสมบัติ
1. เม็ดมีดใช้งานได้สองหน้าแบบ 4 คมตัดสุดประหยัด
2. มีเม็ดมีดให้เลือก 2 แบบ
• LQMU11-E-MJ สำหรับการกัดปาดขึ้นรูปแบบ 3D
• LQMU11/18-MJ สำหรับการกัดปาดบ่าฉากทั่วไป
3. ความมั่นคงของคมตัดที่สูงสุด
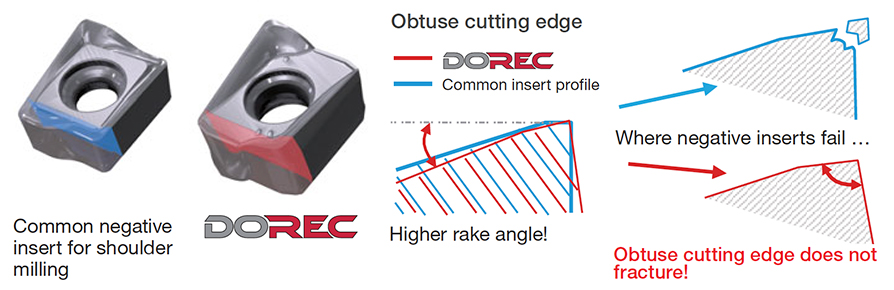
4. อัตราในการป้อนฟีดต่อฟันที่สูงขึ้น
เม็ดมีด & เกรด
เม็ดมีด

LQMU11-X
- ระยะกินลึกสูงสุด = 9 มม.
- การออกแบบระยะช่องว่างที่เป็นเอกลักษณ์ทำให้สามารถกัดปาด งาน 3D ได้อย่างดี
LQMU11/18-MJ
- ระยะกินลึกสูงสุด
– LQMU11-MJ: 9 มม.
– LQMU18-MJ: 16 มม. - รูปทรงเม็ดมีดแบบทั่วไปสำหรับงานกัดปาดพื้นผิวสำเร็จที่ได้คุณภาพสูง
LQMU11/18-ML
- Maximum depth of cut
– LQMU11-ML: 9 mm
– LQMU18-ML: 16 mm - Light cutting geometry
เกรดหลัก
AH3225
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for steel and stainless steel
AH3135
![]()
![]()
- ต้านทานการแตกหักสูง
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH8015
![]()
![]()
![]()
![]()
![]()
-
Good balance between wear and fracture resistance
-
First choice for machining heat-resistant alloy under general cutting conditions
T1215
![]()
- Good balance between wear and chipping resistance
- Suitable for milling cast iron
AH120
![]()
![]()
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับงานขึ้นรูปเหล็กกล้า สเตนเลส สตีล และเหล็กหล่อ ในงานทั่วไป
AH140
![]()
- ต้านทานการแตกหักสูง
- เหมาะสำหรับงานกลึงสเตนเลส สตีล
AH725
![]()
![]()
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการบิ่นได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
หัวกัดปาด
หัวกัดปาดแบบก้านตรง

EPQ11/18 (ø25 – ø80 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับงานกัดปาดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TPQ11/18 (ø40 – ø160 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาดบ่าฉาก
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
วิศกรรมทั่วไป
| ชิ้นงาน: | Flange sheet |
| วัสดุ: | สแตนเลสมาร์เทนซิติก |
| หัวกัด: | TPQ11R080M27.0E10 (ø80, z = 10) |
| เม็ดมีด: | LQMU110708PXER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 180 (ม./นาที) fz = 0.15 (มม./ฟัน) Vf = 1074 (มม./นาที) ap = 1.0 (ที่ระยะเกลียว 1.0 มม) (มม.) ae = 50 (มม.) การใช้งาน: การขยายรูโดยการแก้ไขแบบเกลียว ระบบหล่อย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine parts |
| วัสดุ: | S55C / C55 |
| หัวกัด: | TPQ11R050M22.0E06 (ø50, z = 6) |
| เม็ดมีด: | LQMU110708PXER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 180 (ม./นาที) fz = 0.15 (มม./ฟัน) Vf = 1035 (มม./นาที) ap = 9 (ap ของคู่แข่ง = 8) (มม.) ae = 26 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: ส่วนเสริมภายนอก เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Base plate |
| วัสดุ: | SS400 / E275A |
| หัวกัด: | TPQ11R040M16.0E04 (ø40, z = 4) |
| เม็ดมีด: | LQMU110708PXER-MJ |
| เกรด: | AH120 |
| เงื่อนไขการตัดเฉือน: | Vc = 176 (ม./นาที) fz = 0.15(คู่แข่ง: fz = 0.12) (มม./ฟัน) Vf = 860(คู่แข่ง: Vf = 720) (มม./นาที) ap = 4 (0.38ºramp approach) (มม.) ae = 10 (มม.) การใช้งาน: การขยายรู, การแก้ไขแบบเกลียว ระบบหล่อเย็น: ส่วนเสริมภายนอก เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | Workpiece material | Hardness | Priority | Chipbreaker | Grade | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
 |
Low carbon steel S15C, etc. C15E4, etc. |
– 200 HB | First Choice | MJ | AH3225 | 100 – 250 | 0.1 – 0.25 | |
| Low cutting force | ML | AH3225 | 100 – 250 | 0.1 – 0.25 | ||||
| High carbon steel S45C, S55C, etc. C45, C55, etc. |
200 – 300 HB | First Choice | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| Low cutting force | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| Alloy steel SCM440, SCr415, etc. 42CrMo4, etc. |
– 300 HB | First Choice | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| Low cutting force | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| Tool steel SKD11, etc. X153CrMoV12, etc. |
30 – 40 HRC | First Choice | MJ | AH3225 | 100 – 180 | 0.1 – 0.2 | ||
| Low cutting force | ML | AH3225 | 100 – 180 | 0.1 – 0.2 | ||||
 |
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | First choice | ML | AH3135 | 90 – 180 | 0.1 – 0.25 | |
| Fracture resistance | MJ | AH3135 | 90 – 180 | 0.1 – 0.25 | ||||
 |
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | MJ | AH8015 | 140 – 250 | 0.1 – 0.25 | |
| Low cutting force | ML | AH8015 | 140 – 250 | 0.1 – 0.25 | ||||
| Wear resistance | MJ | T1215 | 200 – 400 | 0.1 – 0.25 | ||||
| Ductile cast iron FCD400, etc. 450-10S, etc. |
150 – 250 HB | First choice | MJ | AH8015 | 110 – 200 | 0.1 – 0.25 | ||
| Low cutting force | ML | AH8015 | 110 – 200 | 0.1 – 0.25 | ||||
| Wear resistance | MJ | T1215 | 150 – 300 | 0.1 – 0.25 | ||||
 |
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | ML | AH3135 | 30 – 60 | 0.08 – 0.2 | |
| Fracture resistance | MJ | AH3135 | 30 – 60 | 0.08 – 0.2 | ||||
| Superalloys Inconel 718, etc. |
– | First choice | ML | AH8015 | 20 – 50 | 0.06 – 0.15 | ||
| Fracture resistance | MJ | AH8015 | 20 – 50 | 0.06 – 0.15 | ||||
 |
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | MJ | AH8015 | 45 – 70 | 0.08 – 0.15 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | First choice | MJ | AH8015 | 40 – 65 | 0.06 – 0.1 | ||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.