Dostęp do najnowocześniejszej wiedzy na temat obróbki na twardo dzięki produktom CBN Premium firmy Tungaloy.
Poznaj świat obróbki na twardo narzędziami CBN dzięki najwyższej jakości produktom tokarskim firmy Tungaloy. Ten artykuł wyjaśnia podstawy obróbki ostrzami ze spieku sześciennego azotku boru (CBN), przedstawiając techniczne zawiłości kształtujące wydajność narzędzia i przedstawia spostrzeżenia firmy Tungaloy dotyczące wyboru odpowiednich rozwiązań. Odkryj najnowsze trendy w technologii CBN, aby uzyskać wyższą wydajność i produktywność.
Spis treści
-
-
- Co to jest CBN?
- Fizyczne własności CBN i jego charakterystyka jako materiału narzędziowego
- Właściwości CBN i rezultaty jego działania.
- Zawartość kryształów CBN w spieku i jej związek z odpornością na zużycie i pękanie.
- Zwiększenie wydajności obróbki dzięki najnowszym narzędziom firmy Tungaloy.
- Unikalna technologia lutowania ostrzy: Wavy Joint.
- Obróbka gładkościowa krawędzi skrawającej (honowanie).
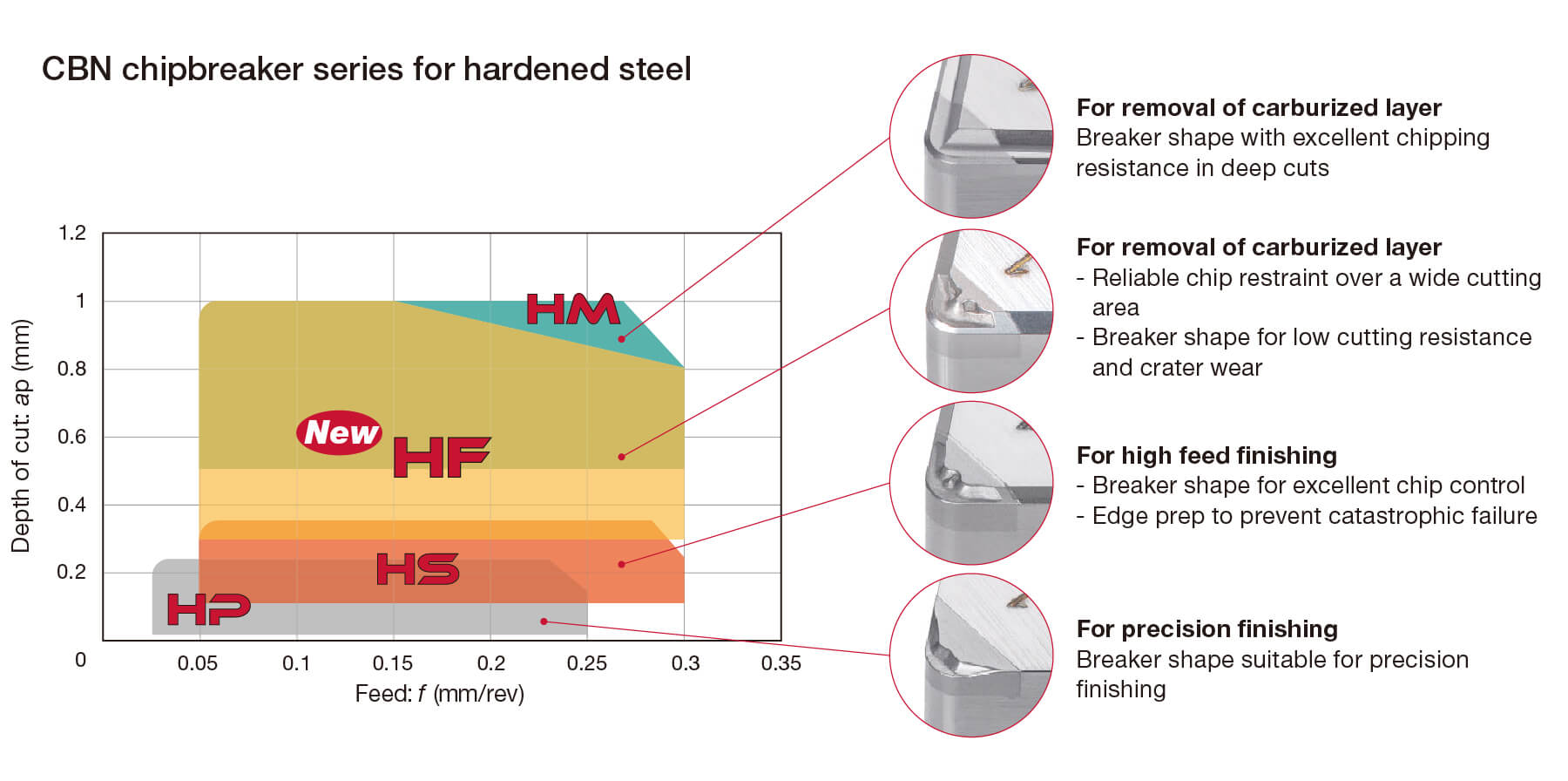
- Seria łamaczy wióra do obróbki na twardo firmy Tungaloy.
- Płytki firmy Tungaloy o unikalnej geometrii: GNGA/FNGA/YNGA.
- Seria narzędzi MiniForce-Turn CBN do wytaczania.
- Gatunki CBN firmy Tungaloy i ich charakterystyka.
- Pytania lub wątpliwości dotyczące obróbki na twardo narzędziami CBN.
-
Co to jest CBN?
Postęp technologiczny w różnych branżach, takich jak motoryzacyjna, lotnicza, naftowa i gazowa oraz medyczna, doprowadził do opracowania materiałów o doskonałej odporności na temperaturę i zużycie. Takie najnowocześniejsze materiały są bardzo trwałe, ale także stanowią większe wyzwanie dla obróbki skrawaniem.
Generalnie, narzędzia skrawające wymagają twardości trzykrotnie większej niż twardość skrawanego materiału. Tak więc, podczas obróbki stali o wysokiej twardości około 700Hv, narzędzie skrawające musi mieć twardość co najmniej 2100Hv. Typowe narzędzia skrawające i płytki mają twardość 1500Hv, co jest niewystarczające dla materiałów o tak wysokiej twardości.

Tungaloy jest jedną z niewielu firm, które mogą produkować spieki z zawartością azoteku boru CBN (Cubic Boron Nitride), znanego również jako sześcienny krystaliczny azotek boru. Materiał ten powstaje w wyniku prasowania związku boru i azotu pod bardzo wysokim ciśnieniem i w wysokiej temperaturze wraz z innymi materiałami wiążącymi. Jest to drugi, najtwardszy materiał znany ludzkości, przewyższa go jedynie diament, o twardości przekraczającej 7000Hv i bardzo wysokiej przewodności cieplnej. CBN odgrywa kluczową rolę w szybkościowej obróbce stali o wysokiej twardości, materiałów spiekanych, żeliwa i Inconelu
Fizyczne własności CBN i jego charakterystyka jako materiału narzędziowego.
Właściwości CBN i rezultaty jego działania.
Właściwości |
Rezultaty |
|---|---|
| Pod względem twardości ustępuje tylko diamentowi | Doskonała odporność na zużycie, odpowiednia do szybkościowej obróbki stali hartowanej powyżej 58HRc. Nadaje się również do obróbki żeliwa i materiałów spiekanych zawierających cząstki ścierne, wydłużając żywotność narzędzia w porównaniu węglikami spiekanymi. |
| Doskonała odporność na temperaturę – wysoka przewodność cieplna | Wysoka przewodność cieplna zapewnia skuteczne odprowadzanie ciepła z krawędzi skrawającej, co ma kluczowe znaczenie przy obróbce twardych materiałów, takich jak stal hartowana i Inconel. |
| Doskonała stabilność chemiczna w wysokich temperaturach | Znacznie zmniejsza zużycie w postaci krateru, spowodowane reakcjami chemicznymi w wysokich temperaturach. |
Zawartość kryształów CBN w spieku i jej związek z odpornością na zużycie i pękanie.
Zawartość kryształów CBN (obj. %) w spieku odgrywa znaczącą rolę w charakterystyce pracy narzędzia. Gatunki CBN są wytwarzane poprzez mieszanie kryształów CBN ze spoiwami ceramicznymi lub węglikowymi. Firma Tungaloy oferuje szeroką gamę gatunków o zawartości CBN od 45% do 95%.
Kryteria doboru:
- Niższa zawartość CBN poprawia odporność na zużycie.
- Wyższa zawartość CBN poprawia odporność na pękanie.
Im niższa zawartość CBN, tym gatunek będzie bardziej odporny na zużycie, a im wyższa zawartość CBN, tym gatunek będzie bardziej odporny na pękanie podczas toczenia hartowanej stali.

Zwiększenie wydajności obróbki dzięki najnowszym narzędziom firmy Tungaloy.
Podczas gdy wydajność samego materiału narzędziowego CBN jest ważna, firma Tungaloy koncentruje się również na rozwoju geometrii tych narzędzi. Zrozumienie korzyści płynących z najnowszych technologii i wybór odpowiedniego narzędzia do każdego procesu obróbki może wydłużyć jego żywotność, obniżyć koszty i poprawić wydajność obróbki.
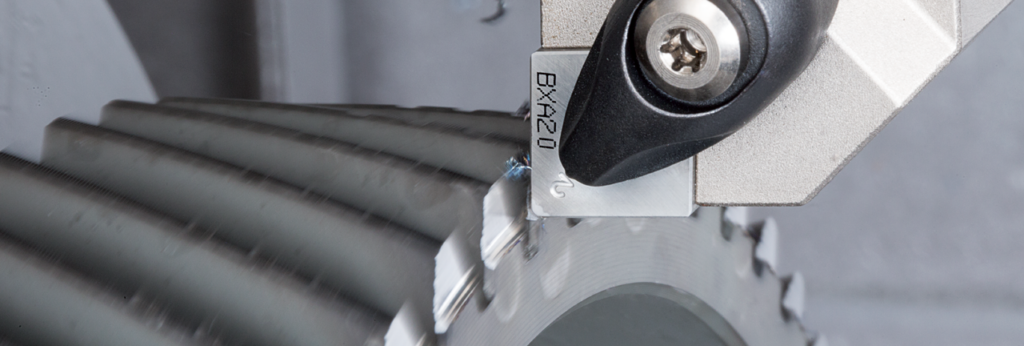
Unikalna technologia lutowania ostrzy CBN: Wavy Joint
Płytki CBN są produkowane poprzez lutowanie końcówek ze spieku CBN na podłożu z węglika wolframu. Biorąc pod uwagę wysoką odporność na skrawanie stali hartowanej i obróbkę stopów żaroodpornych, kluczowe znaczenie ma połączenie lutowanych elementów w solidny i wysoko przewodzący ciepło sposób, aby zapewnić długowieczność i stabilność pracy narzędzia.
Firma Tungaloy wykorzystuje unikalną technologię lutowania znaną jako “Wavy Joint”. Technika ta polega na zwiększeniu powierzchni złącza poprzez nadanie jej unikalnego, falistego kształtu. Nie tylko zwiększa to wytrzymałość połączenia w porównaniu z tradycyjnymi metodami lutowania płaskiego, ale także poprawia rozpraszanie ciepła ze względu na zwiększoną objętość zastosowanej końcówki ze spieku CBN, co ma kluczowe znaczenie w środowiskach obróbki, w których ciepło skrawania jest znaczące.
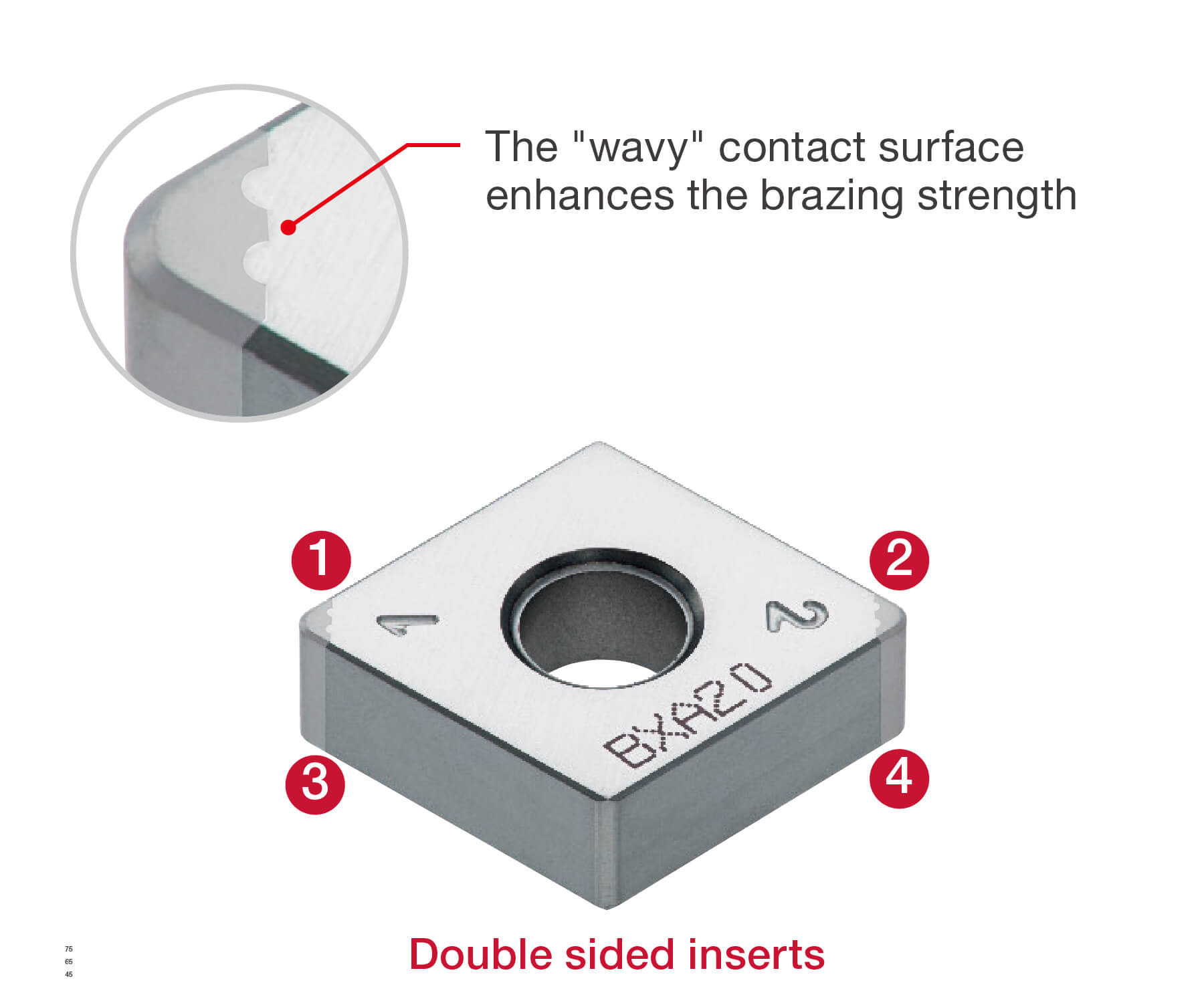
Najważniejsze cechy falistego złącza Wavy Joint firmy Tungaloy.

1. Wysoka wytrzymałość złącza.
Konwencjonalna metoda lutowania końcówek CBN łączy dolną i boczną powierzchnię końcówki o płaskim kształcie. W przeciwieństwie do tego, złącze wykonane metodą “Wavy Joint” tworzy kształt fali, podwajając obszar lutowania i skutkując silniejszym wiązaniem.
Zalety wzmocnionego złącza lutowanego:
- Zwiększona stabilność obróbki podczas skrawania z dużymi głębokościami.
- Zwiększona trwałość podczas skrawania przerywanego, związanego z cyklicznymi zmianami naprężeń.
Aby poradzić sobie z wysoką temperaturą obróbki stali hartowanej, płytki CBN wymagają wydajnego chłodzenia. Kluczowe znaczenie ma wysoka przewodność cieplna CBN, czterokrotnie wyższa niż węglików spiekanych. Technika “Wavy Joint” gdzie objętość lutowanej końcówki CBN jest dwukrotnie większa w porównaniu z konwencjonalnymi płytkami, zwiększa rozpraszanie ciepła. Ma to kluczowe znaczenie dla zmniejszenia zużycia i wydłużenia żywotności narzędzia podczas skrawania z dużymi prędkościami i głębokościami.
Korzyści z lepszego odprowadzania ciepła:
- Skuteczne rozpraszanie ciepła skrawania generowanego podczas obróbki z dużą prędkością, zmniejszając zużycie w postaci krateru i wydłużając żywotność narzędzia.
- Zwiększona wytrzymałość złącza lutowanego przyczynia się również do poprawy stabilności obróbki w warunkach skrawania z dużą prędkością i głębokością co zwiększa wydajność obróbki.
Obróbka gładkościowa krawędzi skrawającej (honowanie).
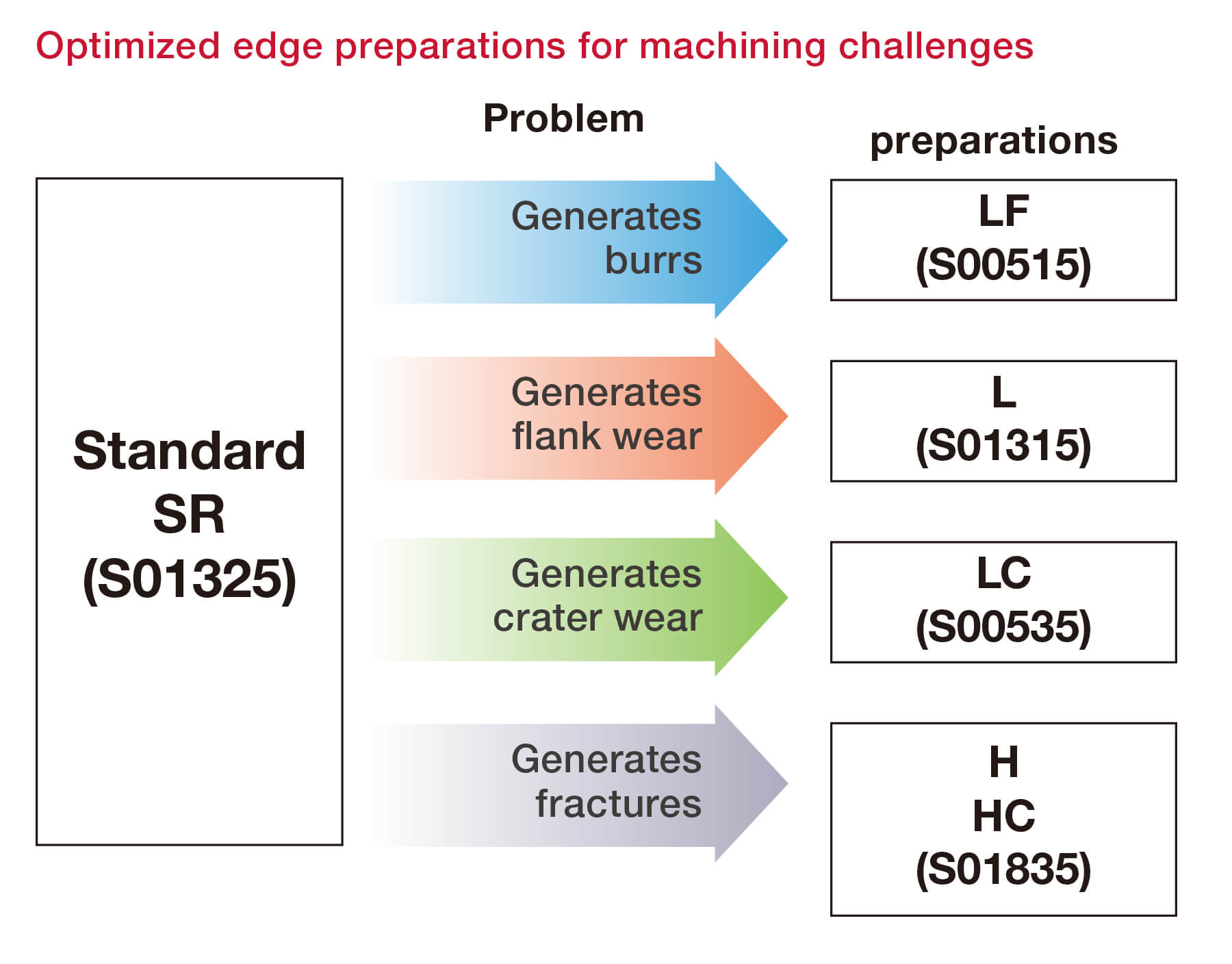
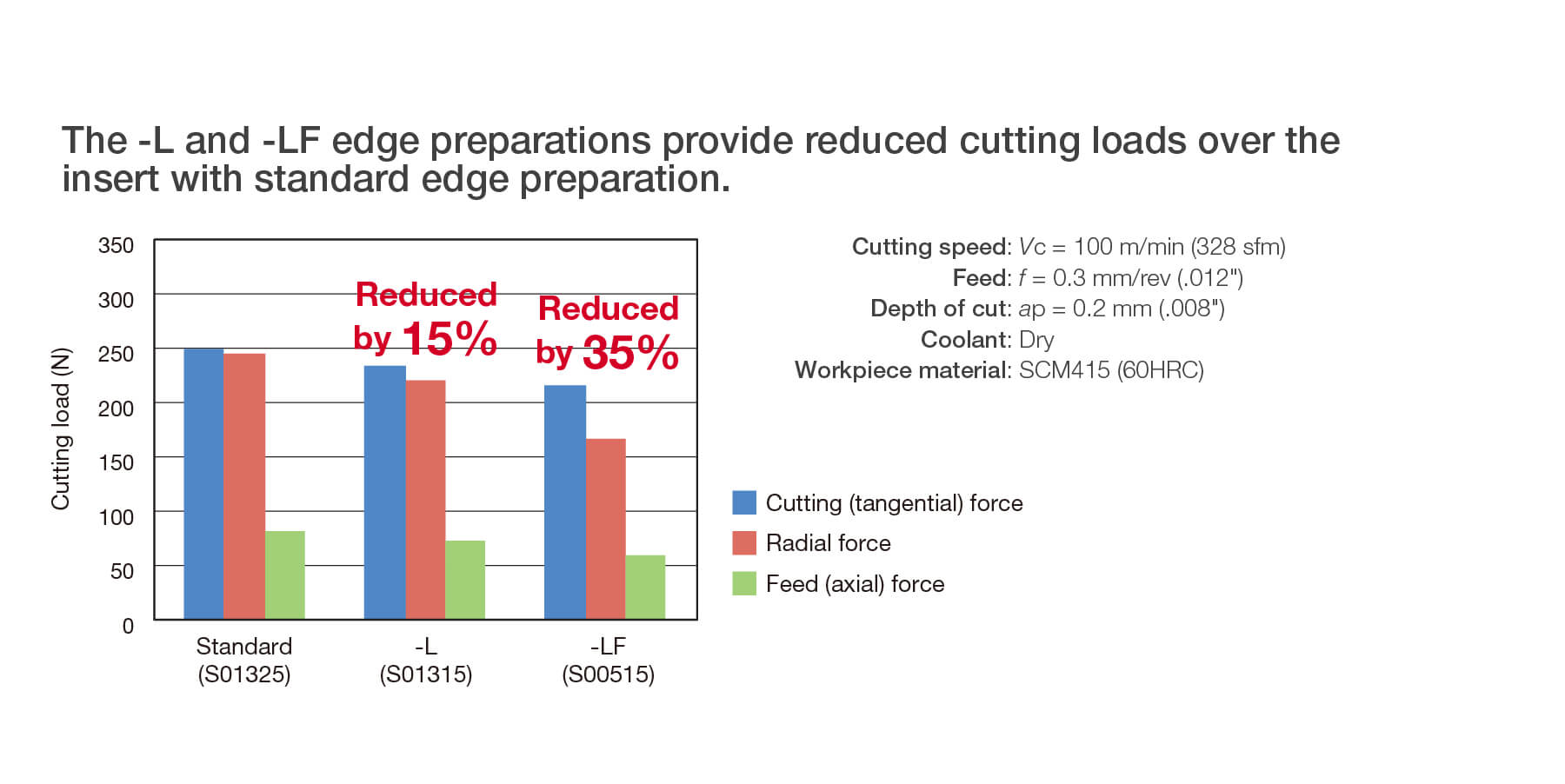
Honowanie płytek CBN odgrywa kluczową rolę w zwiększaniu wydajności skrawania i trwałości narzędzia. Tworząc fazkę na krawędzi natarcia z ujemnym kątem, honowanie wzmacnia tą krawędź, proces czasami określany jako “tępienie krawędzi”. Pomimo wysokiej twardości CBN, jest on bardziej podatny na wykruszenia niż węgliki spiekane ze względu na gorszą odporność na pękanie. Aby temu przeciwdziałać, często stosuje się większą, honowaną fazkę w porównaniu do płytek z węglika spiekanego. Firma Tungaloy oferuje szereg specyfikacji honowania, w tym różne szerokości i kąty ujemnej fazki, dostosowane do konkretnych potrzeb obróbki co zapewnia optymalną wydajność.
.
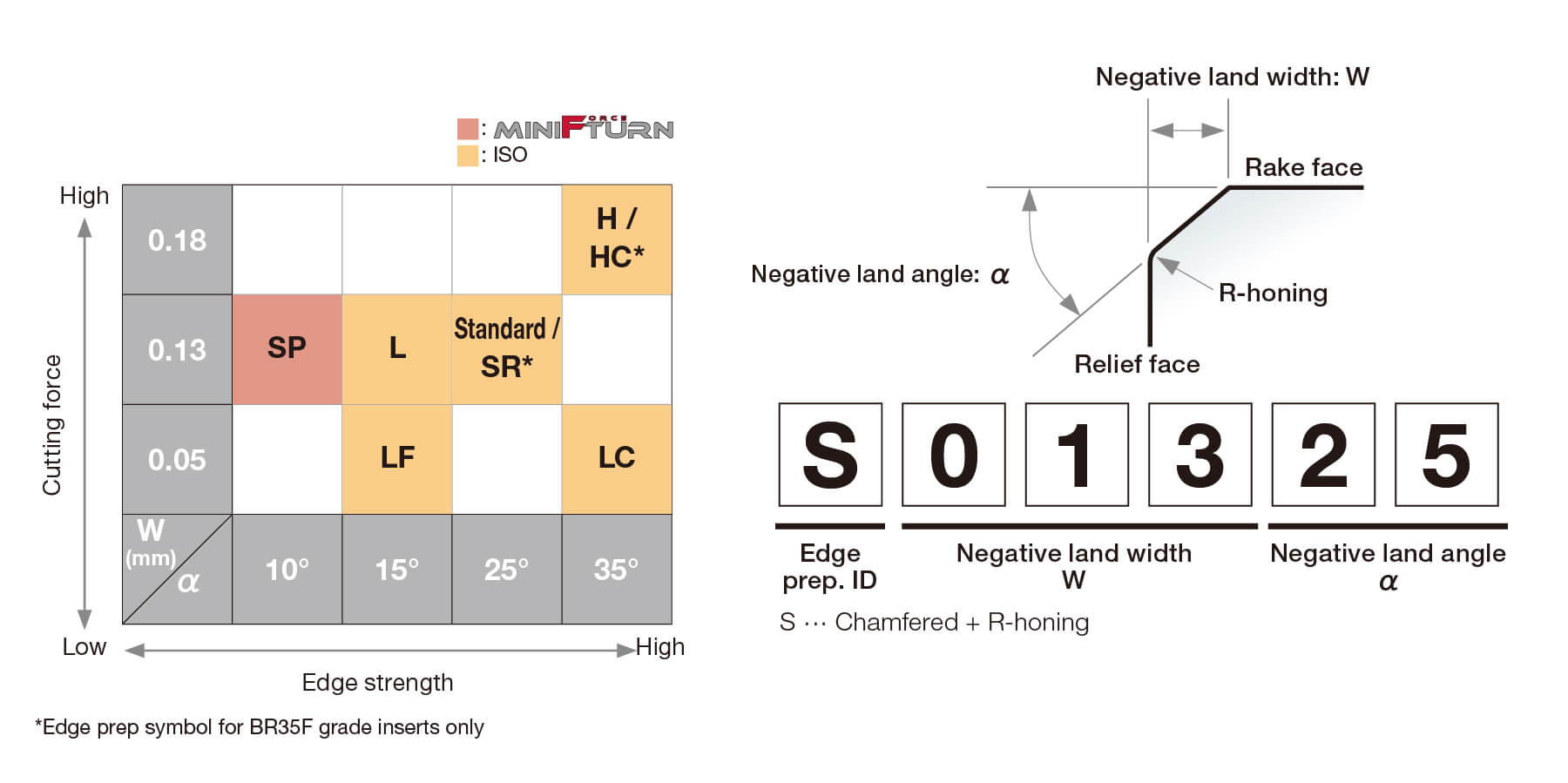
■Przewodnik wyboru specyfikacji honowania
■Porównanie odporności na skrawanie.
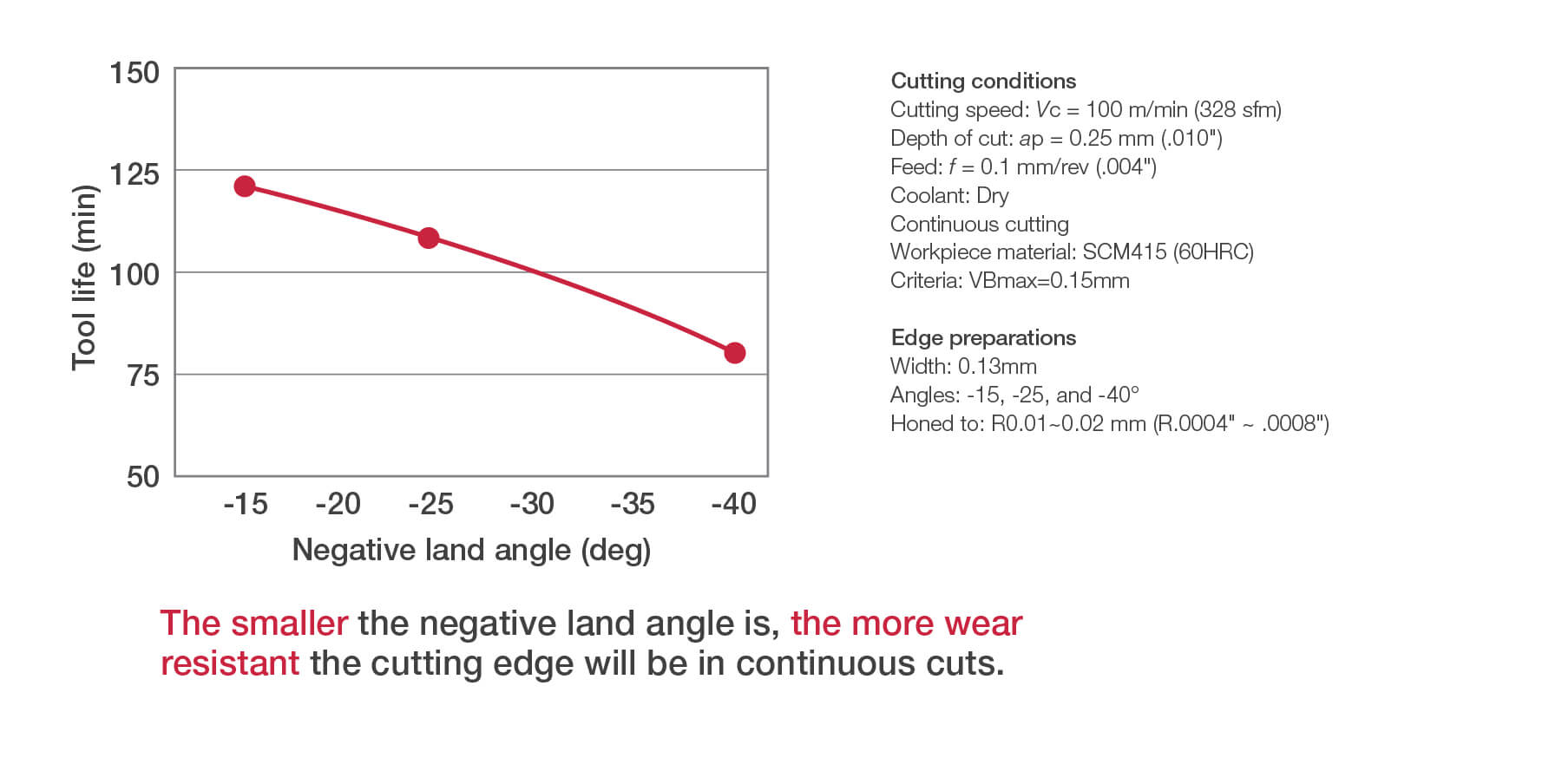
■Odporność na zużycie podczas skrawania ciągłego.
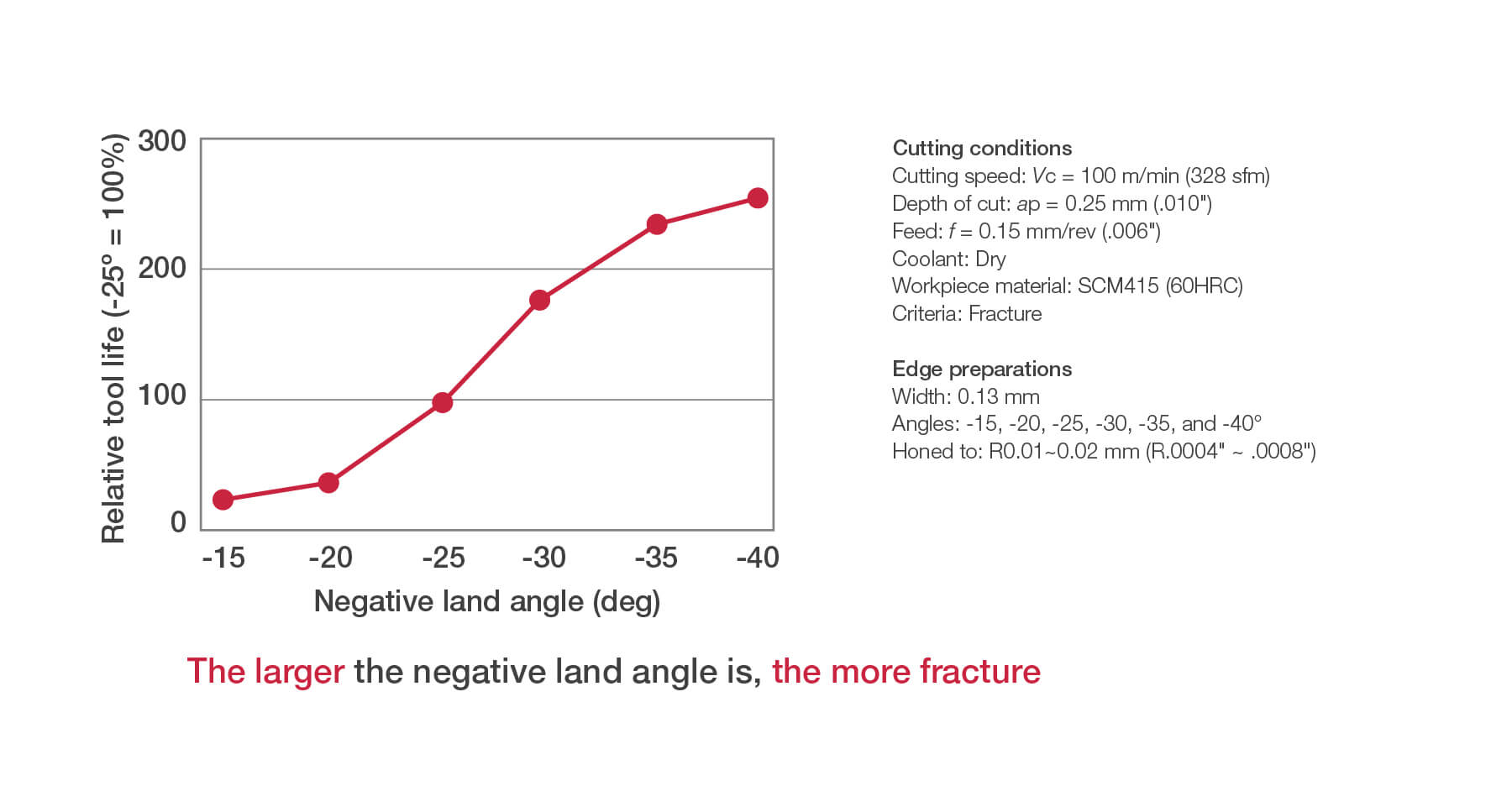
■Odporność na pękanie podczas skrawania przerywanego.
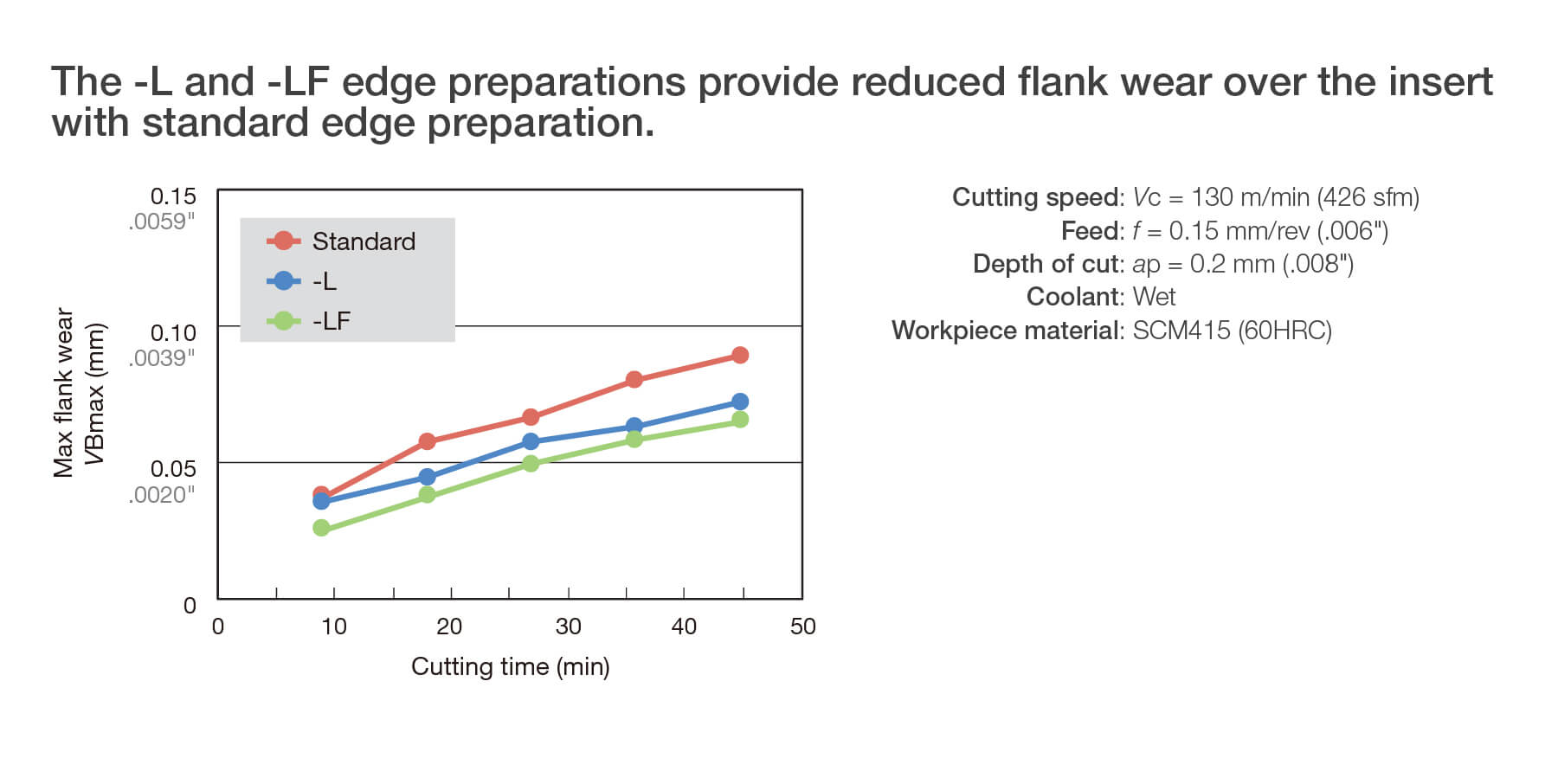
■Wpływ szerokości i kąta ujemnej fazki na odporność na zużycie.
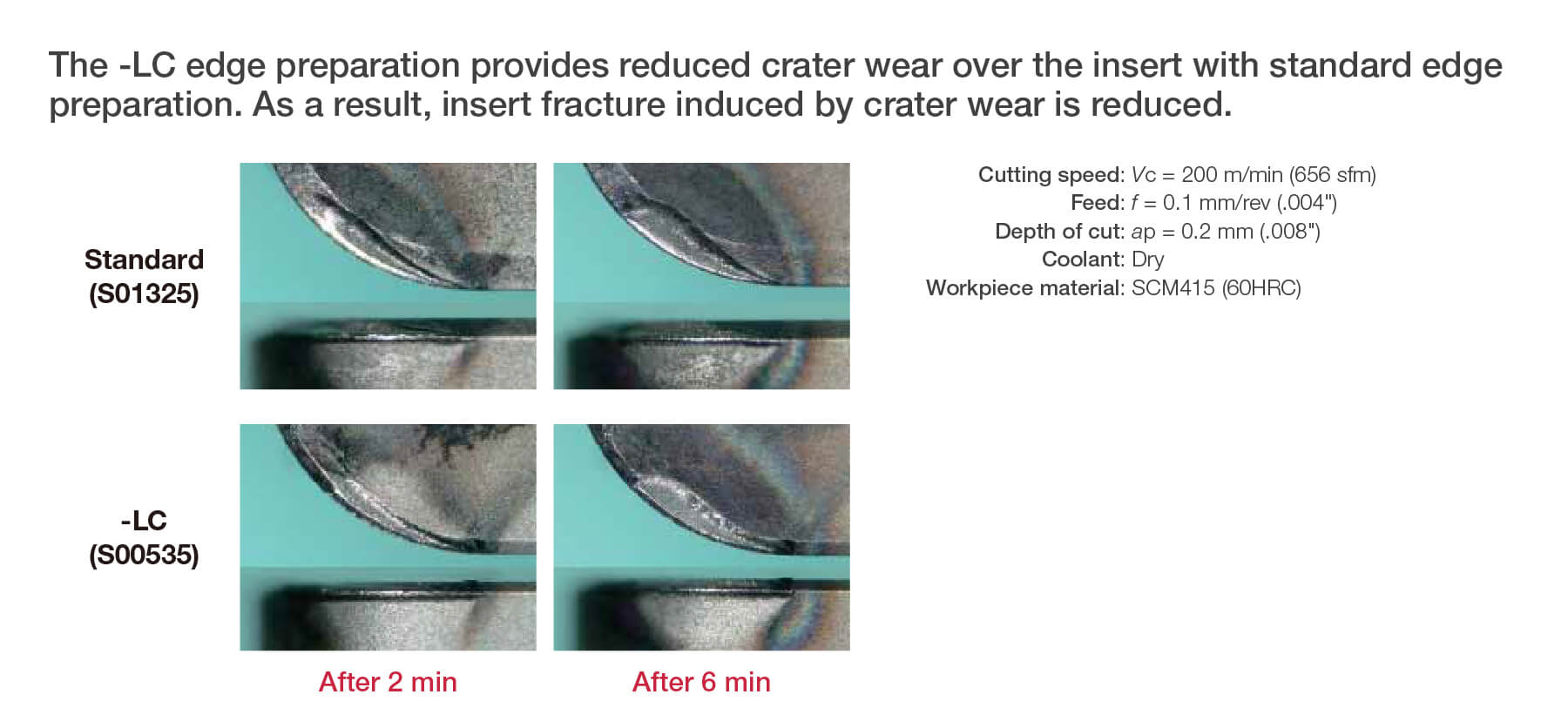
■Wpływ szerokości ujemnej fazki na zużycie w postaci krateru.
Postęp w dziedzinie obróbki skrawaniem a w szczególności obróbki laserowej twardych materiałów, pozwala obecnie na wykonanie złożonych geometrii łamacza wióra 3D na płytkach CBN. Łamacze te poprawiają kontrolę wiórów i pozwalają osiągnąć kąty ostrza, które wcześniej były wyzwaniem dla CBN. Płytki CBN z łamaczami wióra są skuteczne w procesach narażonych na zatrzymanie maszyny lub wibracje z powodu słabej kontroli wióra lub niskiej sztywności przedmiotu obrabianego.
Płytki z ostrzami CBN są powszechnie stosowane do obróbki elementów ze stali hartowanej, takich jak np. części przekładni samochodowych. Jednakże, wióry mogą zostać uwięzione pomiędzy płytką a obrabianym elementem, prowadząc do potencjalnych uszkodzeń i awarii płytki, szczególnie w pobliżu kołnierzy lub na powierzchniach czołowych. Aby temu zaradzić, firma Tungaloy oferuje płytki o zmniejszonym promieniu naroża, zwiększając prześwit i zmniejszając ryzyko uwięzienia wiórów.



Charakterystyka płytek GNGA/FNGA/YNGA:
- Płytki o mniejszym kącie naroża niż standardowe geometrie ISO.
- Mniejszy kąt naroża zapewnia większy prześwit między krawędzią tnącą a materiałem obrabianym, ograniczając kleszczenie wiórów.
- Pomimo niezgodności ze standardem, płytki te są kompatybilne z istniejącymi nożami (CNGA/DNGA/VNGA), eliminując potrzebę ich wymiany.
- Są to skuteczne rozwiązania eliminujące nagłe uszkodzenia powierzchni lub krótką żywotność płytek spowodowanych kleszczeniem wiórów.
Płytki GNGA umożliwiają płynny przepływ wiórów, zapobiegając ich gromadzeniu się, poprawiając wykończenie powierzchni i minimalizując wykruszanie się krawędzi skrawającej.
Kontrola wióra przy przerywanym toczeniu czołowym.
Typ GNGA – kąt naroża: 70°

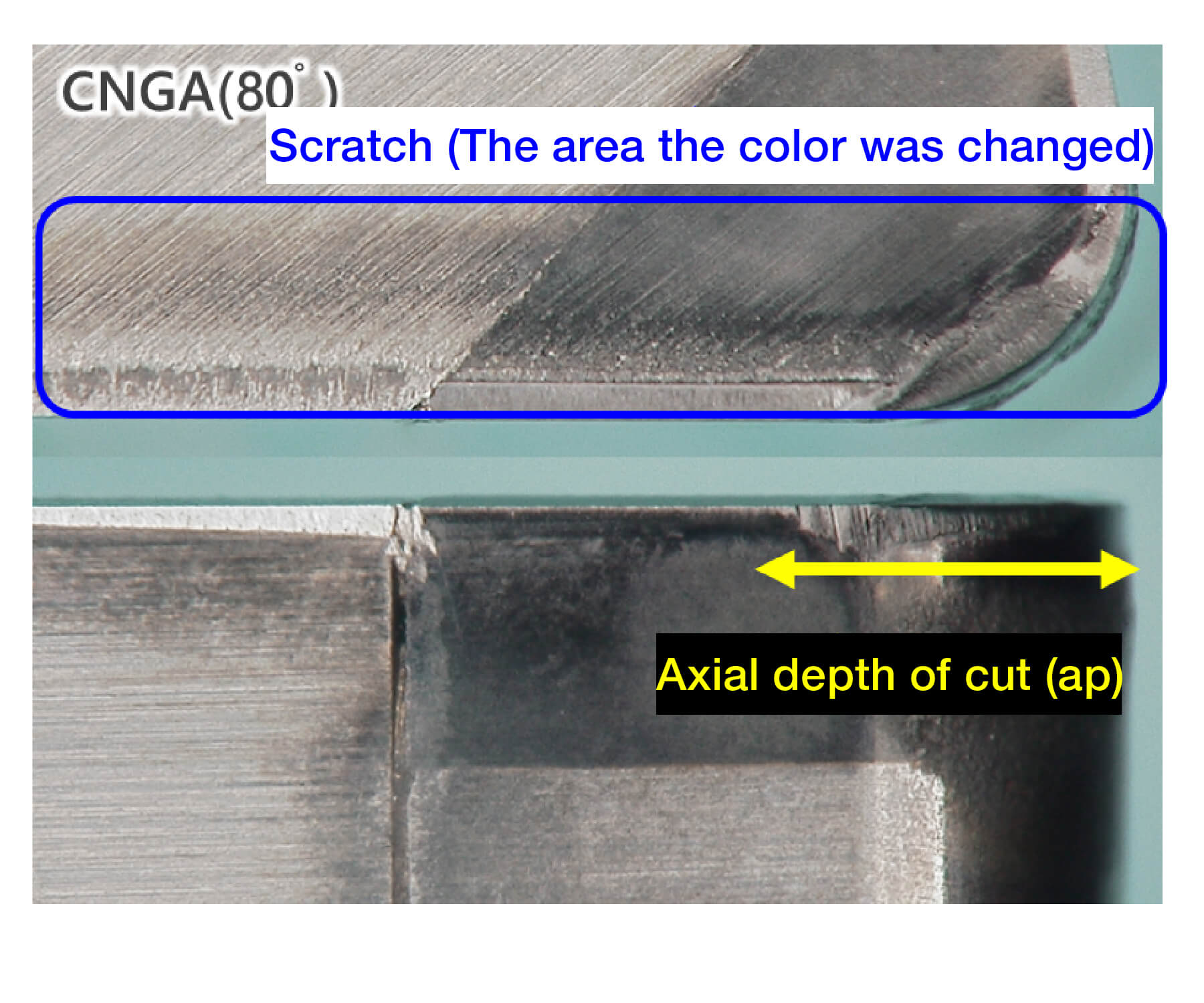
Typ CNGA – kąt naroża: 80°

Przykłady uszkodzeń płytek spowodowanych plątaniem się wiórów.
- Porównanie śladu wiórów z rzeczywistą głębokością skrawania w celu identyfikacji potencjalnego plątania wiórów.
- Jeśli ślady przekraczają rzeczywistą głębokość, istnieje ryzyko plątania wiórów.
Porównanie uszkodzeń płytek GNGA (70°) i CNGA (80°).
- Ograniczenie plątania się wiórów pomaga zminimalizować nieprawidłowe zużycie płytki.

MiniForce-Turn, to wyspecjalizowana seria narzędzi do toczenia wewnętrznego firmy Tungaloy, wyróżniająca się unikalną konstrukcją płytek. W linii MiniForce-Turn stosowane są płytki CBN, umożliwiające wykorzystanie zalet obróbki wieloma narożami w zastosowaniach związanych z obróbką CBN. Narzędzia te charakteryzują się wyjątkowymi kształtami płytek dostosowanymi do operacji toczenia wewnętrznego, oferując dwustronne płytki z sześcioma narożami, które wyróżniają się efektywnością kosztową. Pomimo dwustronnej konfiguracji, płytki mają konstrukcję i układ, który zapewnia odporność na skrawanie porównywalną z ich jednostronnymi odpowiednikami. Warto zauważyć, że przejście z powszechnie stosowanych płytek jednostronnych może prowadzić do znacznych oszczędności kosztów. Co więcej, płytki wyposażone w łamacze są specjalnie zaprojektowane w celu złagodzenia drgań podczas długotrwałych operacji obróbki hartowanej stali, zmniejszając w ten sposób występowanie uciążliwych wibracji.

Gatunki CBN firmy Tungaloy i ich charakterystyka.
Kliknij na poniższy link, aby zobaczyć szeroką gamę gatunków CBN firmy Tungaloy.
Pytania lub wątpliwości dotyczące obróbki na twardo narzędziami CBN.
Skontaktuj się z nami za pośrednictwem poniższego formularza, a nasi eksperci skontaktują się z Tobą, aby rozwiązać wszelkie problemy, które możesz mieć.