Eliminuj drgania i przekraczaj granice. Obróbka zgrubna i wykańczająca jednym narzędziem — Frez kombinowany

Drgania podczas Frezowania rowków, chropowate powierzchnie po frezach do obróbki zgrubnej, kłopotliwa zmiana narzędzi między obróbką zgrubną a wykańczającą — unikalna konstrukcja Combination Edge firmy Tungaloy rozwiązuje wszystkie te wyzwania w zakładzie produkcyjnym. Dzięki opatentowanej Geometry krawędzi łączącej faliste i proste krawędzie skrawające — niedostępnej u żadnego konkurenta — tłumi drgania, jednocześnie wykonując wszystko, od obróbki zgrubnej po wykańczającą, za pomocą jednego narzędzia. Głowice wymienne VEE-C i pełnowęglikowy FinishMeister — dwuliniowy asortyment produktów obejmuje każdą Application. Ten artykuł zawiera szczegółową analizę możliwości Combination Edge, popartą wewnętrznymi danymi testowymi i 5 studiami przypadków obróbki u użytkowników.
Czego dowiesz się z tego artykułu
- Największe wyzwanie w Frezowaniu walcowo-czołowym to „drgania” — co ujawniają dane terenowe
- Klucz do rozwiązania: Czym jest Combination Edge?
- Porównanie zmierzonych danych — dlaczego wyróżnia się w Frezowaniu rowków, Frezowaniu walcowo czołowym i wykańczaniu
- Rzeczywista wydajność: studia przypadków obróbki u użytkowników (5 historii sukcesu + opublikowany przypadek)
- Podsumowanie — Tłumienie drgań i przejście do następnego cięcia
1. Największym wyzwaniem w Frezowaniu walcowo-czołowym są „drgania” — co ujawniają dane terenowe
Jakie wyzwanie najbardziej trapi dziś większość zakładów w Frezowaniu walcowo-czołowym?
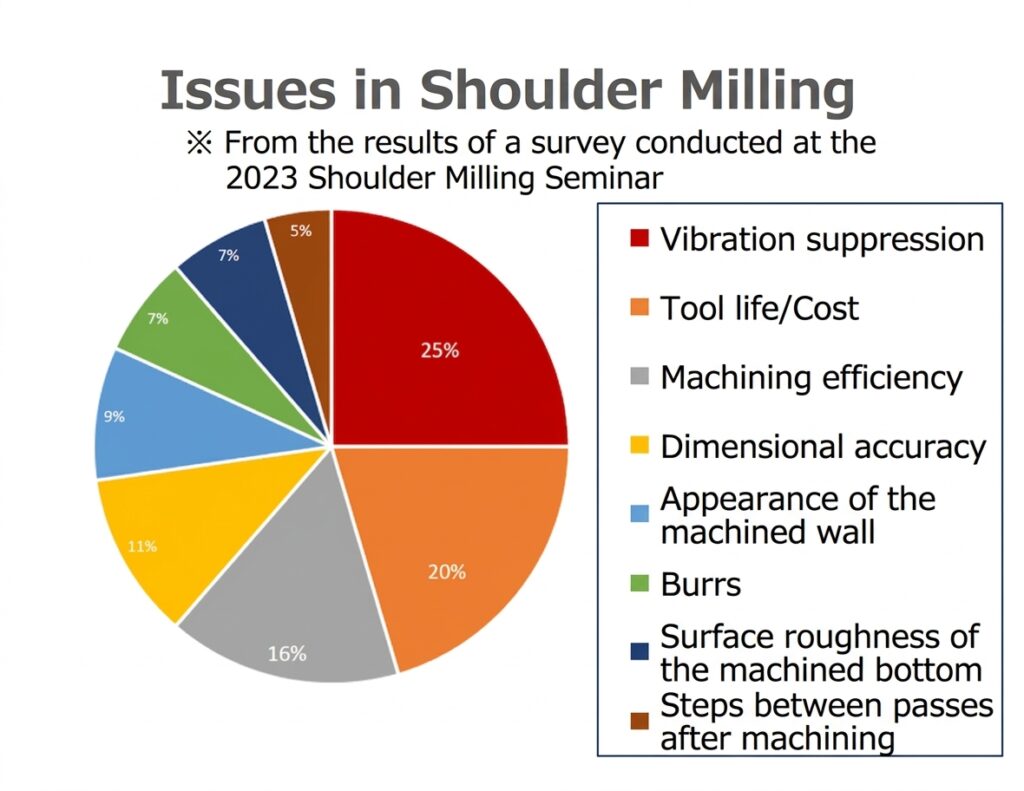
Odpowiedź jest wyraźnie widoczna w ankiecie przeprowadzonej przez Tungaloy podczas seminarium na temat Frezowania walcowo czołowego w 2023 roku.
| Ranga | Wyzwanie | Procent |
|---|---|---|
| 1. | Tłumienie drgań | 25% |
| 2. | Żywotność narzędzia / Koszt | 20% |
| 3. | Wydajność obróbki | 16% |
| 4. | Dokładność wymiarowa | 11% |
| 5. | Wygląd powierzchni ścianki | 9% |
| 6. | Zadziory | 7% |
| 7. | Chropowatość powierzchni dna | 7% |
| 8. | Ślady stopni między przejściami | 5% |
1 na 4 respondentów wskazało „tłumienie drgań” jako swoje największe wyzwanie. Zajmuje ono zdecydowanie 1. miejsce, wyprzedzając „żywotność narzędzia/koszt” (2. miejsce) i „wydajność obróbki” (3. miejsce).
Ta ankieta dotyczyła Frezowania walcowo czołowego, ale sytuacja jest jeszcze trudniejsza w Frezowaniu rowków. Frezowanie rowków ma czynniki strukturalne, które sprawiają, że drgania są bardziej prawdopodobne niż w Frezowaniu walcowo czołowym.
- Duża liczba zaangażowanych Flute — Maksymalna liczba jednocześnie skrawających krawędzi oznacza, że opór skrawania znacznie przekracza ten w Frezowaniu walcowo czołowym
- Trudne odprowadzanie Chip — Chip mają tendencję do gromadzenia się na dnie rowka, co grozi ponownym skrawaniem, nagrzewaniem i uszkodzeniem
- Wzmocnienie drgań — Pełne zaangażowanie obwodu + długi wysięg sprawiają, że wibracje są jeszcze bardziej prawdopodobne
- Ryzyko złamania — W głębokich rowkach (1×D lub więcej) ugięcie narzędzia wzrasta, prowadząc bezpośrednio do złamania
Tymczasem wiele zakładów domyślnie używa „zwykłego, uniwersalnego freza walcowo-czołowego 4-Flute”. Według danych sprzedażowych Tungaloy (2022–2025), frezy walcowo-czołowe 4-Flute stanowią 84% użycia frezów walcowo-czołowych pod względem liczby Flute. Chociaż wybierane są niemal wyłącznie ze względu na swoją wszechstronność, frezy walcowo-czołowe 4-Flute nie są specjalnie zaprojektowane do tłumienia drgań.
Jak można tłumić drgania, jednocześnie osiągając zarówno wydajność, jak i stabilność w Frezowaniu rowków? Odpowiedzią jest Combination Edge.
2. Klucz do rozwiązania: Czym jest Combination Edge?
Struktura Combination Edge
Combination Edge, zastosowana w głowicach FinishMeister i VEE-C, to opatentowana Geometry krawędzi z falistymi i prostymi krawędziami skrawającymi ułożonymi naprzemiennie.
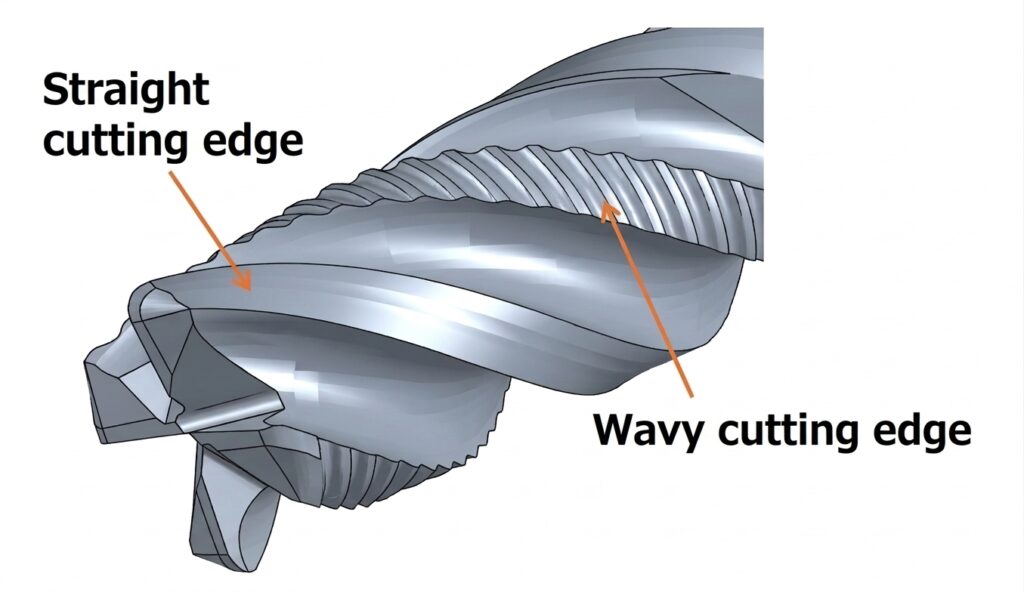
Ta struktura pełni dwie odrębne role:
- Faliste krawędzie skrawające — Rozkładają długość krawędzi styku, aby zmniejszyć opór skrawania. Tłumią drgania
- Proste krawędzie skrawające — Wygładzają powierzchnię pozostawioną przez faliste krawędzie, eliminując chropowatą teksturę typową dla frezów do obróbki zgrubnej. Zapewniają jakość wykończenia powierzchni
Innymi słowy, jedno narzędzie jednocześnie osiąga „zmniejszony opór w obróbce zgrubnej” i „zapewnioną jakość wykończenia powierzchni”.
Czym różni się od innych typów krawędzi
| Typ krawędzi | Tłumienie drgań | Jakość powierzchni | Zakres Application | Uwagi |
|---|---|---|---|---|
| Uniwersalny 4-Flute (nierówny skok/kąt pochylenia) | △ | ○ | Uniwersalny (Frezowanie rowków, Frezowanie walcowo czołowe) | Ryzyko złamania w głębokich rowkach |
| Obróbka zgrubna | ◎ | × | Wszystkie operacje obróbki zgrubnej | Chropowata powierzchnia wymaga oddzielnego narzędzia do wykańczania |
| Kombinowany | ○ | ○ | Frezowanie rowków do Frezowania walcowo czołowego (zgrubne + wykańczające) | Obróbka zgrubna do wykańczającej jednym narzędziem |
PUNKT
Unikalna Geometry krawędzi dostępna tylko w Tungaloy — dwuliniowy asortyment produktów
Combination Edge zapewnia tłumienie drgań na równi z frezami do obróbki zgrubnej, jednocześnie osiągając jakość wykończenia powierzchni zbliżoną do uniwersalnych frezów 4-Flute. Ta kombinacja nie istnieje w produktach żadnego konkurenta — jest to Geometry krawędzi, którą może zaoferować tylko Tungaloy.
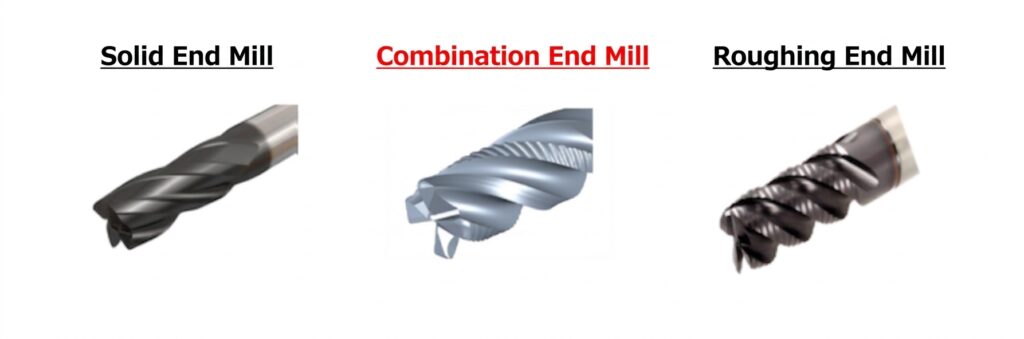
Combination Edge — 2 linie produktów
Tungaloy oferuje Combination Edge w 2 seriach produktów. Wybierz optymalną linię w oparciu o warunki obróbki, koszt i wymagania Application.
| Produkt | Typ | Średnica narzędzia | Cechy i Application | |
|---|---|---|---|---|
 |
VEE-C | Głowica wymienna (TungMeister) |
φ10–φ25 | Wymiana głowicy zmniejsza koszty eksploatacji. Kompatybilny z trzonkami o wysokiej sztywności dla maszyn o niskiej sztywności |
 |
FinishMeister | Pełnowęglikowy | φ6–φ20 | Dostępne od małych średnic. Sprawdzony w maszynach wielozadaniowych i zastosowaniach z długim wysięgiem. Opublikowane studium przypadku w Kondo Iron Works |
Oba dzielą tę samą filozofię projektowania Combination Edge (naprzemienne faliste + proste krawędzie). Chociaż dane i studia przypadków w tym artykule koncentrują się głównie na VEE-C, Combination Edge zapewnia równie skuteczne wyniki z FinishMeister.
3. Porównanie zmierzonych danych — dlaczego wyróżnia się w Frezowaniu rowków, Frezowaniu walcowo czołowym i wykańczaniu
Od tego momentu weryfikujemy wydajność Combination Edge w trzech osiach — Frezowaniu rowków, Frezowaniu walcowo czołowym i wykańczaniu — wykorzystując dane z obszernych testów skrawania przeprowadzonych wewnętrznie w Tungaloy.
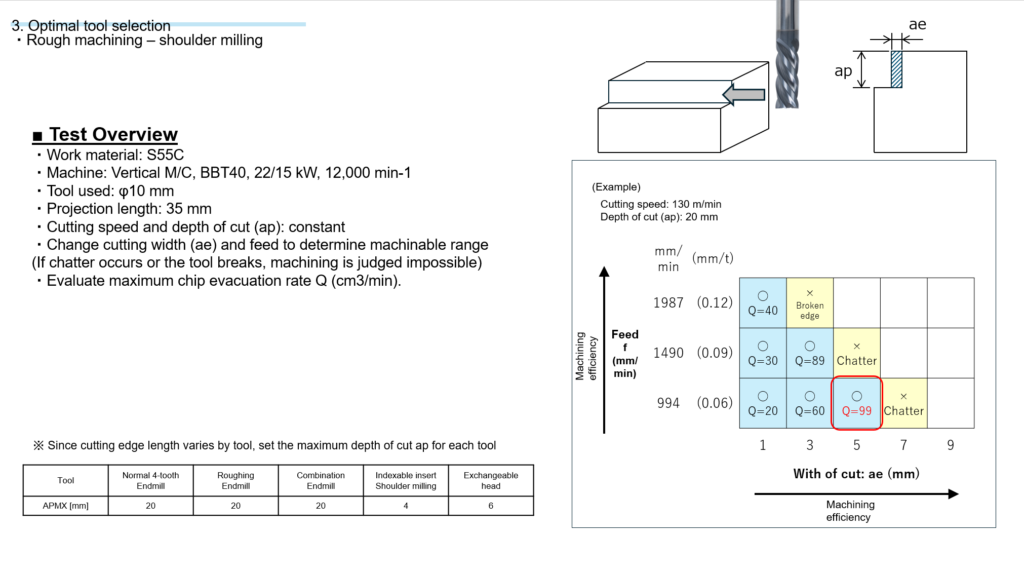
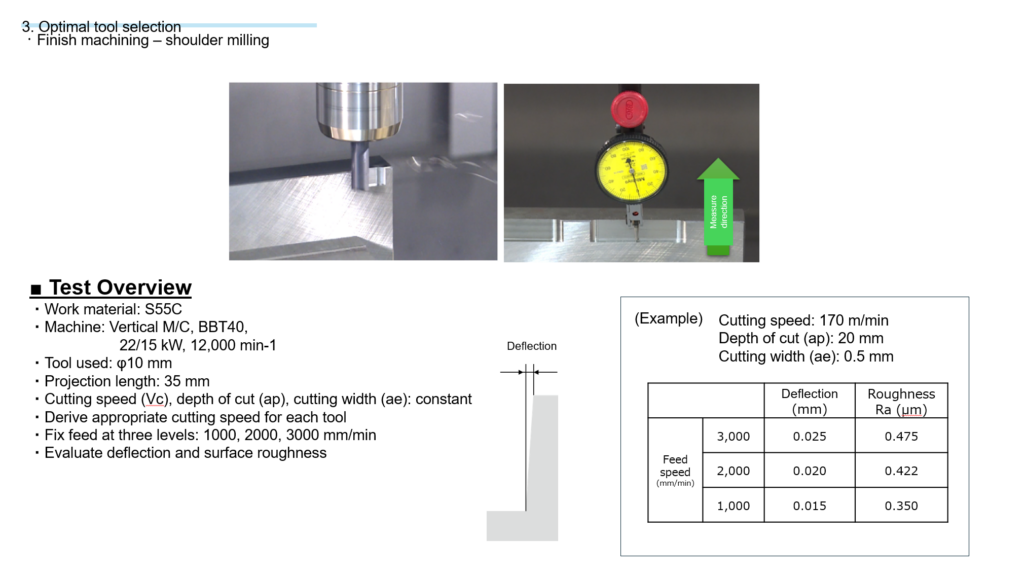
Przegląd testów
| Materiał obrabiany | S55C |
|---|---|
| Obrabiarka | Vertical machining center BBT40 (22/15kW, 12 000 min⁻¹) |
| Średnica narzędzia | φ10mm |
| Długość wysięgu | 35mm (L/D=3.5) |
| Prędkość skrawania | Vc = 100 m/min *Oceniono przy prędkości podatnej na drgania w celach oceny |
① Frezowanie rowków — Przytłaczająca wydajność w głębokich rowkach
W Frezowaniu rowków krawędź skrawająca styka się z obrabianym przedmiotem na całym obwodzie, co skutkuje wysokim oporem skrawania i ryzykiem drgań/złamania znacznie przekraczającym Frezowanie walcowo czołowe. To wymagające środowisko jest dokładnie tym, gdzie faliste krawędzie skrawające Combination Edge zapewniają największy efekt rozkładu oporu skrawania.
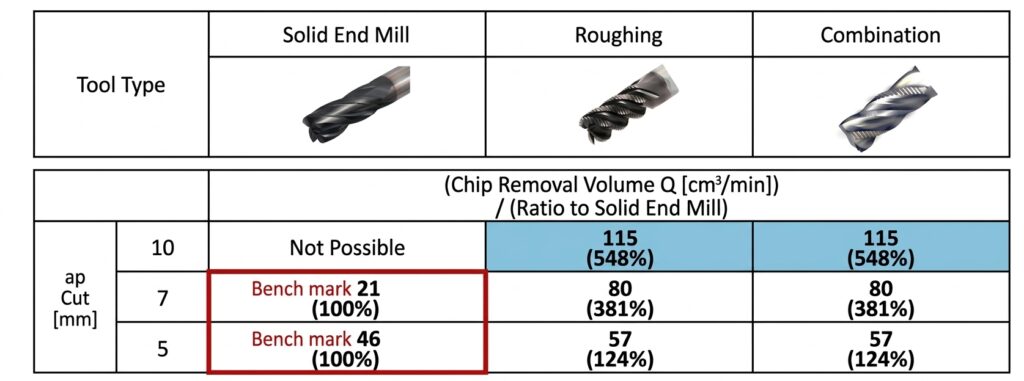
Kluczowe dane
548% w porównaniu z uniwersalnym 4-Flute w głębokim rowku 1×D
Przy ap=10mm (głębokość rowka 1×D), uniwersalny 4-Flute był niezdolny do obróbki. Combination Edge osiągnął 548% wskaźnika usuwania Chip w porównaniu z uniwersalnym 4-Flute. W tym zakresie głębokich rowków — gdzie narzędzia o wysokim Posuwie i typy z wymiennymi płytkami nie mogą działać — tylko Combination Edge umożliwia stabilną obróbkę.
Dlaczego jest mocny w głębokich rowkach? — Faliste krawędzie skrawające rozkładają długość styku na Flute, łagodząc gwałtowny wzrost oporu skrawania wynikający z pełnego zaangażowania obwodu. To tłumi drgania, umożliwiając kontynuowanie obróbki bez złamania nawet na głębokościach, których uniwersalny 4-Flute nie jest w stanie wytrzymać.
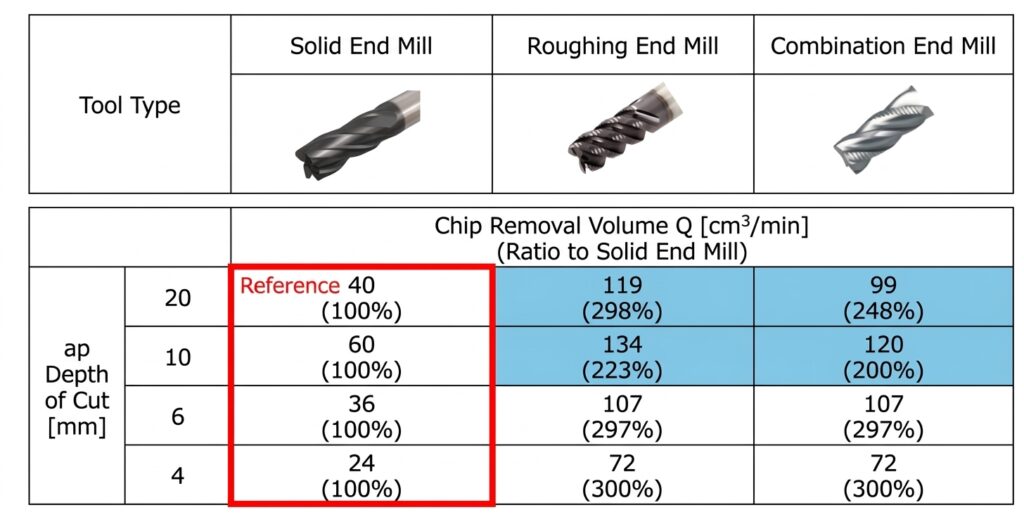
② Frezowanie walcowo czołowe — Mniej drgań oznacza, że można mocniej naciskać
Jak wspomniano w Sekcji 1, największym wyzwaniem w Frezowaniu walcowo czołowym jest „tłumienie drgań” (25%). Combination Edge zapewnia zarówno tłumienie drgań, jak i wysoką wydajność również w Frezowaniu walcowo czołowym.
Trzy kluczowe wnioski z tych danych:
Punkt 1: Przy ap≤6mm, w pełni równa wydajność frezom do obróbki zgrubnej
W zakresie ap=4–6mm — najczęściej używanej głębokości skrawania w rzeczywistym Frezowaniu walcowo czołowym — Combination Edge osiąga niemal identyczny wskaźnik usuwania Chip jak frezy do obróbki zgrubnej. W porównaniu z uniwersalnym 4-Flute, do 300% (3×). W tym zakresie, Combination = Obróbka zgrubna pod względem wydajności.
Punkt 2: Nawet przy głębokich cięciach ap=10–20mm, 2–2.5× w porównaniu z uniwersalnym 4-Flute
Nawet w głębokim Frezowaniu walcowo czołowym przy ap=20mm, Combination Edge osiąga 248% w porównaniu z uniwersalnym 4-Flute. Chociaż nie dorównuje frezom do obróbki zgrubnej, utrzymuje drugą najwyższą wydajność. Co więcej, ponieważ frezy do obróbki zgrubnej nie mogą zapewnić jakości wykończenia omówionej poniżej, Combination Edge często wygrywa pod względem całkowitej wydajności procesu, gdy uwzględnia się wykańczanie.
Punkt 3: Mniej drgań oznacza, że można „mocniej naciskać na warunki”
Faliste krawędzie skrawające Combination Edge również rozkładają długość krawędzi styku w Frezowaniu walcowo czołowym, zmniejszając opór skrawania. To tłumi drgania, ułatwiając zwiększenie Vc i fz. Poza różnicami w wydajności pokazanymi w danych, jest to duża zaleta z perspektywy „czy faktycznie można zwiększyć warunki w zakładzie produkcyjnym?”
W rzeczywistości, w Studium przypadku 3 (SS400, BT40), przy wymianie freza do obróbki zgrubnej na VEE-C, warunki zostały zwiększone — Vc: 100→120 m/min, fz: 0.12→0.15 mm/ząb — co zaowocowało 1.5× wydajnością i 1.7× żywotnością narzędzia. „Nie drga, więc można mocniej naciskać” — tego doświadczają użytkownicy w zakładzie produkcyjnym.
Podsumowanie Frezowania walcowo czołowego
Do 3× wydajności w porównaniu z uniwersalnym 4-Flute
Combination Edge zapewnia do 3× wydajności w porównaniu z uniwersalnym 4-Flute w Frezowaniu walcowo czołowym. Przy ap≤6mm, jest w pełni równy frezom do obróbki zgrubnej. Co więcej, efekt tłumienia drgań tworzy przestrzeń do zwiększenia warunków skrawania, umożliwiając rzeczywiste zwiększenie wydajności poza to, co sugerują same dane.
③ Wykańczanie — Sprawdzona jakość powierzchni równa uniwersalnemu 4-Flute
„Rozumiem, że jest odporny na drgania i wydajny w obróbce zgrubnej. Ale czy Combination Edge naprawdę może zapewnić dobre wykończenie?” — To najczęściej zadawane pytanie.
Krótka odpowiedź brzmi: Combination Edge osiąga jakość wykończenia powierzchni niemal równą uniwersalnemu 4-Flute. Zobacz dane dotyczące ugięcia ścianki i chropowatości powierzchni Ra zmierzone w testach seminaryjnych.
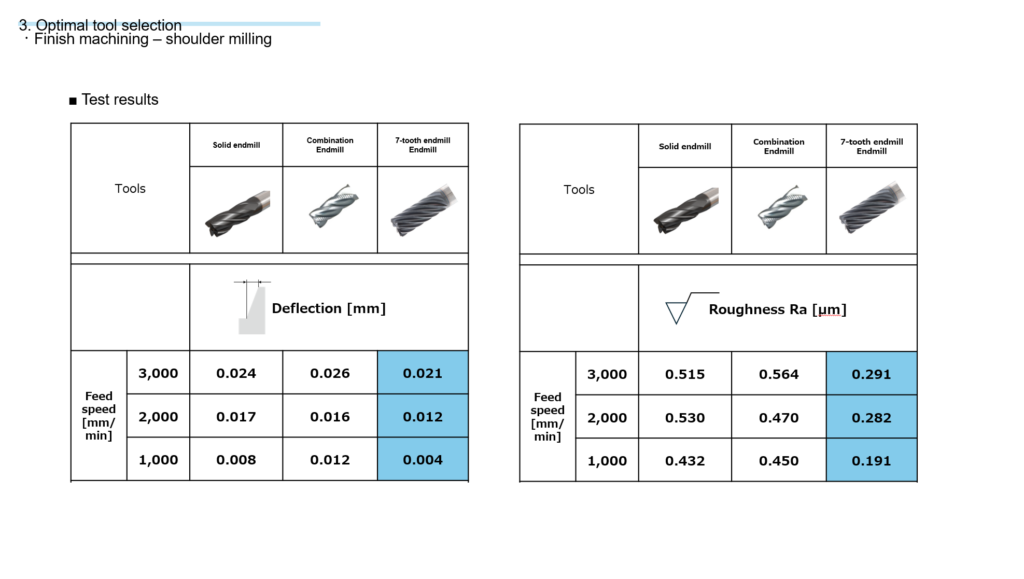
Porównanie ugięcia ścianki [mm]
| Posuw | Uniwersalny 4-Flute | Kombinowany | Różnica | 7-Flute (Referencyjny) |
|---|---|---|---|---|
| 3 000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2 000 mm/min | 0.017 | 0.016 | −0,001 | 0.012 |
| 1 000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Porównanie chropowatości powierzchni Ra [μm]
| Posuw | Uniwersalny 4-Flute | Kombinowany | Różnica | 7-Flute (Referencyjny) |
|---|---|---|---|---|
| 3 000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2 000 mm/min | 0.530 | 0.470 | −0,060 | 0.282 |
| 1 000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
Oto kluczowe wnioski z danych:
① Różnice w ugięciu i Ra w porównaniu z uniwersalnym 4-Flute są minimalne
Maksymalna różnica ugięcia wynosi 0,004mm, a maksymalna różnica Ra wynosi 0,049μm. Obie nie są znaczącymi różnicami dla praktycznych celów obróbki. Przy Posuwie 2 000 mm/min, Combination Edge faktycznie przewyższył 4-Flute (niższe wartości) zarówno pod względem ugięcia, jak i Ra.
② Zupełnie inny poziom wykończenia w porównaniu z frezami do obróbki zgrubnej
Frezy do obróbki zgrubnej składają się w całości z falistych krawędzi skrawających, pozostawiając nieregularności powierzchni, które wymagają oddzielnej operacji wykańczającej. Proste krawędzie skrawające Combination Edge wygładzają powierzchnię, osiągając jakość wykończenia, która jest całkowicie inna niż w przypadku frezów do obróbki zgrubnej. Jest to bezpośredni powód, dla którego możliwe jest „obróbka zgrubna i wykańczająca jednym narzędziem”.
③ Nie może dorównać dedykowanemu narzędziu wykańczającemu 7-Flute, ale Application jest inna
Do precyzyjnego wykańczania wymagającego Ra w zakresie 0,2μm, optymalne jest narzędzie wielo-Flute 7-Flute. Jednakże, dla typowych tolerancji wykańczania (około Ra 0,5μm), Combination Edge jest w pełni zdolny. Co więcej, ponieważ Combination Edge może przejść bezpośrednio od obróbki zgrubnej do wykańczającej, eliminuje się zmiany narzędzi i ustawienia.
Podsumowanie wykańczania
Jakość wykończenia powierzchni równa uniwersalnemu 4-Flute
Wykończenie powierzchni Combination Edge jest na równi z uniwersalnym 4-Flute zarówno pod względem ugięcia, jak i Ra. To nie jest tylko „narzędzie tylko do obróbki zgrubnej” — dane dowodzą, że może ono wykonywać wszystko, od obróbki zgrubnej po wykańczającą, za pomocą jednego narzędzia. Dla ogólnego wykańczania około Ra 0,5μm, nie ma potrzeby wymiany narzędzi między obróbką zgrubną a wykańczającą.
Podsumowanie Sekcji 3 — Wszechstronność obejmująca Frezowanie rowków, Frezowanie walcowo czołowe i wykańczanie
| Oś porównania | vs. Uniwersalny 4-Flute | vs. Frez do obróbki zgrubnej |
|---|---|---|
| Wydajność Frezowania rowków | Do 5.5× (548%) | Równa lub lepsza (lepsza w głębokich rowkach) |
| Wydajność Frezowania walcowo czołowego | Do 3× (300%) | Równa (ap≤6mm) |
| Tłumienie drgań | Zdecydowanie lepsze | Równa (lepsza w Frezowaniu rowków) |
| Jakość wykończenia powierzchni | Równa (minimalna różnica ugięcia/Ra) | Zdecydowanie lepsza |
| Konsolidacja narzędzi | — | Obróbka zgrubna + wykańczająca jednym narzędziem |
Combination Edge nie jest „narzędziem tylko do Frezowania rowków”. Przytłaczająca wydajność w Frezowaniu rowków, wysoka wydajność z tłumieniem drgań w Frezowaniu walcowo czołowym oraz jakość wykończenia powierzchni równa uniwersalnemu 4-Flute — jest to jedyna Geometry krawędzi, która zapewnia wysoką wydajność we wszystkich trzech osiach.
4. Rzeczywista wydajność: Studia przypadków obróbki u użytkowników (5 historii sukcesu + opublikowany przypadek)
Poza wewnętrznymi danymi testowymi, wszystkie 5 ocen terenowych użytkowników zakończyło się oceną „sukces”. Przedstawiamy studia przypadków zarówno VEE-C (głowica wymienna), jak i FinishMeister (pełnowęglikowy).
Przegląd studiów przypadków
| # | Produkt | Metoda obróbki | Materiał obrabiany | Średnica narzędzia | Obrabiarka | Współczynnik wydajności | Współczynnik żywotności narzędzia |
|---|---|---|---|---|---|---|---|
| Przypadek 1 | FinishMeister | Frezowanie walcowo czołowe (zawór) | SUS316 | φ12 | Maszyna wielozadaniowa | 3× | 15× |
| Przypadek 2 | FinishMeister | Frezowanie walcowo czołowe (tłok) | FCD500 | φ25 | Duża pozioma M/C / HSK100 | 3× | Równa |
| Przypadek 3 | VEE-C | Frezowanie walcowo czołowe | SS400 / 160HB | φ25 | Pionowa M/C / BT40 | 1.5× | 1.7× |
| Przypadek 4 | VEE-C | Frezowanie rowków | SKD11 / 40HRC | φ12 | Pionowa M/C / BT50 | 2× | 2× |
| Przypadek 5 | VEE-C | Frezowanie rowków | SUS430F | φ10 | Pionowa M/C / BT30 | 2.8× | Równa |
Wyróżnienie
Oceny „sukces” dla VEE-C i FinishMeister
Skuteczność Combination Edge jest udowodniona, niezależnie od tego, czy jest to głowica wymienna, czy pełnowęglikowa. Dzięki wydajności do 3× i żywotności narzędzia do 15×, osiąga się znaczące ulepszenia niezależnie od typu produktu.
Studia przypadków FinishMeister
Przypadek 1 Obróbka zaworu SUS316: 3× wydajności, 15× żywotności narzędzia
Szczegóły obróbki
- Metoda obróbki: Frezowanie walcowo czołowe (średnica zewnętrzna zaworu)
- Materiał obrabiany: SUS316 (stal nierdzewna)
- Średnica narzędzia: φ12
- Maszyna: Maszyna wielozadaniowa
- Branża: Motoryzacja
Wyzwania
- Niska sztywność mocowania przedmiotu obrabianego uniemożliwiała toczenie; wcześniej obrabiano frezem walcowo-czołowym z węglika spiekanego 4-Flute
- Produktywność w stagnacji. Krótka żywotność narzędzia z drganiami występującymi wraz z postępem zużycia
Ulepszenie z FinishMeister
- Użyte narzędzie: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0.06 mm/ząb, ap=5 mm, ae: 1→2 mm — warunki zwiększone
- MRR: 1.27 → 3.82 cm³/min (3× wydajności)
- Długość skrawania: 0.3 → 4.5 m (15× żywotności narzędzia)
- Faliste krawędzie skrawające zmniejszyły opór skrawania, tłumiąc drgania nawet w miarę postępu zużycia
PUNKT
3× wydajności i 15× żywotności narzędzia — znaczące ulepszenie
Nawet w środowisku o niskiej sztywności mocowania, charakterystyka niskiego oporu Combination Edge pozwoliła osiągnąć 3× wydajności i 15× żywotności narzędzia. Drgania pozostają tłumione nawet przy zwiększonej prędkości skrawania, umożliwiając stabilną obróbkę w agresywnych warunkach.
Przypadek 2 Obróbka pierścienia tłokowego FCD500: 3× wydajności + konsolidacja narzędzi

Szczegóły obróbki
- Metoda obróbki: Frezowanie walcowo czołowe (toczenie-Frezowanie walcowo czołowe średnicy zewnętrznej tłoka)
- Materiał obrabiany: FCD500 (żeliwo sferoidalne)
- Średnica narzędzia: φ25
- Maszyna: Duże poziome centrum obróbcze (#50 / HSK100)
- Branża: Przemysł stoczniowy
Wyzwania
- Wcześniej używano dwóch frezów walcowo-czołowych — jednego do obróbki zgrubnej i jednego do wykańczającej
- Kłopotliwa zmiana narzędzi i czas cyklu były problemami
Ulepszenie z FinishMeister
- Użyte narzędzie: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0.07 mm/ząb, ap=30 mm, ae: 3→6 mm — warunki zwiększone
- MRR: 25.35 → 77.01 cm³/min (3× wydajności)
- Żywotność narzędzia równa poprzedniej — bez problemów
- Obróbka zgrubna i wykańczająca skonsolidowane w jednym FinishMeister. Przyjęte do linii produkcji masowej
PUNKT
3× wydajności + konsolidacja narzędzi — przyjęte do produkcji masowej
Skonsolidowano z konfiguracji 2 narzędzi do jednego FinishMeister, osiągając 3× wydajności. Żywotność narzędzia pozostała równoważna, co doprowadziło do przyjęcia na linię produkcji masowej.
Studia przypadków VEE-C
Przypadek 3 Wymiana freza do obróbki zgrubnej: 1.5× wydajności + konsolidacja narzędzi
Szczegóły obróbki
- Metoda obróbki: Frezowanie walcowo czołowe
- Materiał obrabiany: SS400 (160HB)
- Średnica narzędzia: φ25
- Maszyna: Pionowa M/C / BT40
Wyzwania
- Obecnie używany frez do obróbki zgrubnej z węglika spiekanego konkurenta
- Frez pełnowęglikowy ograniczony do głębokości skrawania 20mm. Występujące uszkodzenia krawędzi skrawającej
- Wymagane oddzielne narzędzia do obróbki zgrubnej i wykańczającej
Ulepszenie z VEE-C
- Vc: 100→120 m/min, fz: 0.12→0.15 mm/ząb — warunki zwiększone
- MRR: 61.12 → 91.67 cm³/min (ok. +50%)
- Żywotność głowicy: 3 części na głowicę → 5 części na głowicę (1.7×)
- Obróbka zgrubna + wykańczająca skonsolidowane w jednym VEE-C. Czas zmiany narzędzia również skrócony
PUNKT
1.5× wydajności + 1.7× żywotności narzędzia + konsolidacja narzędzi
Frez do obróbki zgrubnej nie mógł zapewnić jakości wykończenia i wymagał oddzielnego narzędzia wykańczającego. VEE-C skonsolidował obróbkę zgrubną + wykańczającą w jednym narzędziu, osiągając jednocześnie 1.5× wydajności i 1.7× żywotności narzędzia.
Przypadek 4 Skonsolidowano z 2 narzędzi HSS do 1 VEE-C: 2× wydajności, 2× żywotności narzędzia

Szczegóły obróbki
- Metoda obróbki: Frezowanie rowków
- Materiał obrabiany: SKD11 (40HRC)
- Średnica narzędzia: φ12
- Maszyna: Pionowa M/C / BT50
Wyzwania
- Obecnie używana konfiguracja 2 narzędzi HSS: frez do obróbki zgrubnej + frez wykańczający HSS
- Kłopotliwa zmiana narzędzi i czas cyklu były problemami
- Narzędzia HSS ograniczają prędkość obróbki
Ulepszenie z VEE-C
- Warunek B: Vc=40, ap=4, ae=12, fz=0.03 → MRR: 3.06 → 6.11 cm³/min (2×)
- 5 części na głowicę (2× żywotności narzędzia)
- Obróbka zgrubna i wykańczająca skonsolidowane w jednym VEE-C → Brak konieczności zmiany narzędzi
PUNKT
2× wydajności, 2× żywotności narzędzia — znaczące ulepszenie
Skonsolidowano z konfiguracji 2 narzędzi HSS do jednego VEE-C. 2× wydajności i 2× żywotności narzędzia — znaczące ulepszenie. Stabilna obróbka nawet w SKD11 o wysokiej twardości 40HRC.
Źródło: TR78848
Przypadek 5 Podwojona głębokość skrawania w celu skrócenia czasu cyklu

Szczegóły obróbki
- Metoda obróbki: Frezowanie rowków i Frezowanie walcowo czołowe
- Materiał obrabiany: SUS430F
- Średnica narzędzia: φ10
- Maszyna: Pionowa M/C / BT30
Wyzwania
- Drgania z obecnym frezem węglikowym konkurenta ograniczały osiągalną głębokość skrawania (ap)
- Trudno było zwiększyć warunki w środowisku o niskiej sztywności BT30
Ulepszenie z VEE-C
- Głębokość skrawania zwiększona z ap=1mm do 2mm
- Test 3: Vc=66, ap=2, ae=10, fz=0.05 → MRR: 8.40 cm³/min
- Żywotność narzędzia równa poprzedniej utrzymana, jakość wykończenia powierzchni również równoważna. Dźwięk skrawania był cichy
PUNKT
Podwojona głębokość skrawania w celu skrócenia czasu cyklu
Wykorzystanie odporności VEE-C na drgania w celu skrócenia czasu cyklu. Stabilna obróbka w agresywnych warunkach nawet na maszynie BT30 o niskiej sztywności.
Opublikowane studium przypadku: Kondo Iron Works × FinishMeister Combination Edge
Powyższe 5 przypadków opiera się na wewnętrznych raportach z testów, ale istnieje również oficjalnie opublikowana historia sukcesu.

Kondo Iron Works Co., Ltd. (Inuyama City, prefektura Aichi) specjalizuje się w obróbce elementów obrabiarek i maszyn budowlanych. Firma wprowadziła pełnowęglikowy frez walcowo-czołowy Combination Edge FinishMeister φ12 na maszynie wielozadaniowej, osiągając znaczące wyniki.
| Użyty produkt | FinishMeister φ12 (pełnowęglikowy frez walcowo-czołowy Combination Edge) |
|---|---|
| Szczegóły obróbki | Frezowanie walcowo czołowe i Frezowanie rowków cylindrycznej sekcji wału (gniazdo śruby, wpust) |
| Materiał obrabiany | S45C |
| Obrabiarka | Maszyna wielozadaniowa (obróbka wielopowierzchniowa z jednym mocowaniem) |
| Wyzwanie | Na maszynach wielozadaniowych długi wysięg freza walcowo-czołowego powoduje drgania → niemożność zwiększenia warunków skrawania |
| Warunki skrawania | Vc=100 m/min, f=0.26 mm/obr., (fz=0.065), ap=7–8 mm, ae=12 mm |
Wyniki:
- Skrócony czas obróbki — Tłumienie drgań Combination Edge umożliwiło obróbkę z dużą głębokością skrawania. Mniejsza liczba przejść skróciła czas cyklu
- Konsolidacja narzędzi — Zdolność do obróbki zgrubnej plus jakość wykończenia w jednym narzędziu. Obróbka zgrubna i wykańczająca skonsolidowane w jednym narzędziu
Komentarze kierownika zakładu
„Przyniosło znaczące rezultaty w obróbce z długim wysięgiem, gdzie drgania są podatne na występowanie”
„Skrócony czas obróbki poprzez zmniejszenie liczby przejść skrawających”
„Ustaw dłuższą długość wysięgu narzędzia, aby umożliwić współdzielenie narzędzi między różnymi konfiguracjami”
VEE-C to produkt, który wykorzystuje tę samą krawędź Combination Edge, sprawdzoną w Kondo Iron Works, w formacie z wymienną głowicą. Monolityczny FinishMeister i VEE-C z wymienną głowicą — wybierz spośród 2 linii w zależności od zastosowania i ekonomiki.
Podsumowanie — Tłumienie drgań i przejście do następnego cięcia
Ten artykuł przedstawia możliwości krawędzi Combination Edge firmy Tungaloy poprzez jej strukturę, dane i studia przypadków. Oto kluczowe punkty:
- Największym wyzwaniem w frezowaniu czołowym są „drgania” — 25% respondentów z warsztatów produkcyjnych uznało je za problem nr 1 w rzeczywistym badaniu
- Krawędź Combination Edge to jedyna w swoim rodzaju geometria — faliste krawędzie tłumią drgania, proste krawędzie wygładzają powierzchnię
- Sprawdzona w 874 warunkach testowych — do 5,5-krotnej wydajności w frezowaniu rowków, do 3-krotnej w frezowaniu bocznym. Wykończenie powierzchni równe ogólnemu frezowi 4-ostrzowemu
- Wszystkie 5 studiów przypadku użytkowników oceniono jako „sukces” — do 3-krotnej wydajności, do 15-krotnej żywotności narzędzia
- Sprawdzona na maszynach BT30, BT40 i wielozadaniowych — stabilna obróbka nawet na maszynach o niskiej sztywności z długim wysięgiem
- Obróbka zgrubna i wykończeniowa jednym narzędziem — konsolidacja narzędzi skraca czas ustawiania i koszty
- 2-liniowa gama produktów obejmuje każde zastosowanie — VEE-C (wymienna głowica) i FinishMeister (monolityczny)
Jeśli zajmujesz się poprawą wydajności frezowania rowków, przeciwdziałaniem drganiom lub konsolidacją narzędzi, wypróbuj krawędź Combination Edge.