
To droga do sukcesu, którą przedstawiciele handlowi Tungaloy przeszli wspólnie ze swoimi klientami.
Osiągnięcie 48 godzin bezobsługowej pracy weekendowej! Jakie narzędzie do fazowania rozwiązało problem blokujący produkcję bezobsługową?
Współpraca przy wywiadzieTsubakimoto Mayfran Inc.


Przedstawiciel handlowy Tungaloy
Takahiko MurataTakahiko Murata
- Miasto rodzinne
- Miasto Kioto, Prefektura Kioto
- Kariera
- Dołączył w styczniu 1987 roku (zatrudnienie w trakcie kariery). 36. rok pracy.
- Hobby
- Zacząłem uprawiać narciarstwo alpejskie w gimnazjum i nadal aktywnie startuję w zawodach.
Poza sezonem zajmuję się głównie golfem.
Każdy, kto zajmuje się obróbką metali, widział „przenośnik wiórów” przynajmniej raz. Tym razem przedstawiamy studium przypadku dotyczące usprawnienia związanego z przenośnikami wiórów.
Tsubakimoto Mayfran Inc. z siedzibą w mieście Koka w prefekturze Shiga została założona w 1973 roku jako wspólne przedsięwzięcie Tsubakimoto Chain Co. i Mayfran International. W 1974 roku firma rozpoczęła produkcję swojego przenośnika wiórów „ChipTote”. Od tego czasu firma rozwinęła szeroką gamę produktów do transportu materiałów i jest obecnie powszechnie znana jako kompleksowy producent urządzeń do transportu materiałów i przetwarzania chłodziwa.
Tsubakimoto Mayfran Inc. nadal dostarcza najwyższej jakości produkty i usługi, aby zdobyć globalne zadowolenie i zaufanie klientów w dziedzinie „obsługi i przetwarzania” „wiórów metalowych, chłodziwa i odpadów stałych”.
Spis treści
- Projekt wewnętrznej produkcji sworzni taśmowych
- Proces wąskiego gardła blokujący pracę bezobsługową
- Rozwiązania dla procesu wąskiego gardła
- Frez z wymienną głowicą TungMeister: Szeroki wybór głowic do fazowania
- Osiągnięcie 48-godzinnej bezobsługowej pracy weekendowej
- W kierunku jeszcze dłuższej pracy bezobsługowej
Projekt wewnętrznej produkcji sworzni taśmowych
Tsubakimoto Mayfran Inc. produkuje przenośniki — swój flagowy produkt — w fabryce głównej w mieście Koka w prefekturze Shiga. Fabryka główna jest zakładem macierzystym, który obsługuje wszystko, od obróbki blachy po spawanie, montaż i malowanie w zintegrowanym procesie produkcji przenośników. To właśnie w tym czasie pojawił się problem z zaopatrzeniem w sworznie taśmowe, jeden z kluczowych komponentów przenośnika. Wcześniej fabryka główna prawie nie wykonywała operacji obróbki metali, a sworznie taśmowe wymagające obróbki były zlecane do produkcji na zewnątrz. Jednak podwykonawca miał trudności z kontynuowaniem produkcji. Aby rozwiązać ten problem, uruchomiono projekt wewnętrznej produkcji sworzni taśmowych. Pan Ichihashi z Działu Inżynierii Produkcji, który posiadał głęboką wiedzę na temat obróbki metali, został wyznaczony na kierownika projektu.

„Wprowadzając wcześniej zlecane na zewnątrz wytwarzanie sworzni taśmowych do naszej fabryki głównej, mogliśmy uzyskać wiele korzyści, dlatego zdecydowaliśmy się na produkcję wewnętrzną. Produkcja wewnętrzna umożliwia elastyczne planowanie produkcji zgodnie z zapotrzebowaniem i ułatwia produkcję małoseryjną. W przypadku outsourcingu musieliśmy utrzymywać duże zapasy komponentów (produkcja w toku) ze względu na wielkość partii zamówienia i czasy realizacji. Dzięki produkcji wewnętrznej możemy elastycznie dostosowywać harmonogramy produkcji i wielkości partii do wymagań klienta. Wdrożenie produkcji just-in-time zaowocowało znaczną redukcją zapasów komponentów.”
Był to ważny projekt z oczekiwanymi usprawnieniami w zakresie wydajności produkcji.
„Oprócz oczekiwań dotyczących skrócenia czasu realizacji i redukcji zapasów, jako cel tego projektu startowego postawiliśmy sobie również konkurencyjność kosztową. Biorąc pod uwagę koszty produkcji, produkcja zagraniczna była jedną z opcji, ale wytwarzanie komponentów w fabryce głównej — miejscu końcowego montażu — jest optymalne pod względem czasów realizacji transportu (produkcja lokalna na potrzeby lokalne). Dlatego wyznaczyliśmy sobie cel zbudowania linii produkcyjnej o konkurencyjności kosztowej, która może dorównać produkcji zagranicznej nawet przy produkcji krajowej. Wierzyliśmy, że kluczem do osiągnięcia konkurencyjności kosztowej jest „automatyzacja i wydłużona praca bez nadzoru”.”
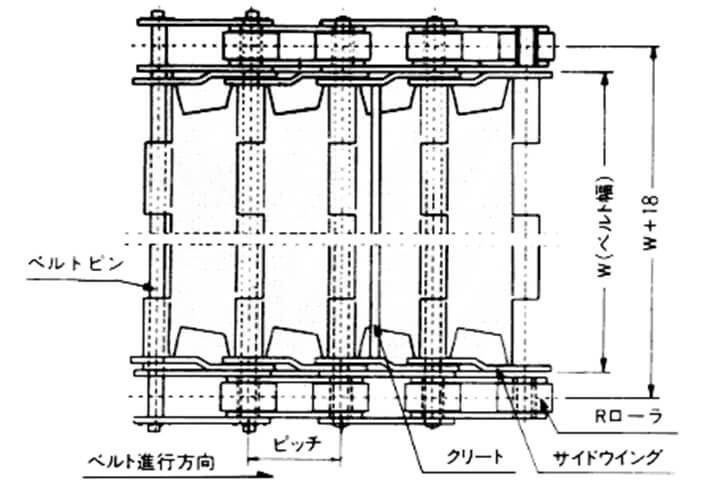
Wygląd i konstrukcja przenośnika taśmowego zawiasowego
Wygląd sworzni taśmowych

Proces wąskiego gardła blokujący pracę bezobsługową
Aby osiągnąć wyznaczone cele, postępowała budowa linii. Ponieważ sworznie taśmowe są długimi częściami cylindrycznymi, do podawania materiału zastosowano podajnik prętowy. Dodatkowo, aby zautomatyzować ponowne chwytanie długich przedmiotów obrabianych i obróbkę obu końców, wybrano tokarkę NC z wrzecionem pomocniczym, automatyzując wszystko, od załadunku przedmiotu obrabianego, przez obróbkę, po rozładunek przedmiotu obrabianego.
Sworznie taśmowe występują w różnych modelach o różnych średnicach i długościach. Programy obróbki zostały utworzone i zweryfikowane dla każdego modelu, a uruchomienie pierwszych obrabianych komponentów fabryki zakończyło się sukcesem.
Chociaż uruchomienie obróbki zakończyło się sukcesem, drugi cel — osiągnięcie wydłużonej pracy bezobsługowej — nie został jeszcze osiągnięty. Narzędzia używane w dwóch procesach miały krótką trwałość, a wysoka częstotliwość wymiany narzędzi uniemożliwiała wydłużoną pracę.
„Naszym celem było obrabianie modeli o stosunkowo dużych partiach produkcyjnych w trybie bez nadzoru podczas świąt. Na przykład, zakończyć ustawianie w piątek i rozpocząć obróbkę. Gdybyśmy mogli prowadzić obróbkę bez nadzoru przez weekend (sobotę i niedzielę), znacznie przyczyniłoby się to do wydajności linii produkcyjnej i kosztów produkcji. Aby to osiągnąć, musieliśmy zapewnić około 48 godzin pracy bez nadzoru, ale problemy z żywotnością narzędzi w procesach wąskich gardeł uniemożliwiły nam osiągnięcie celu.”
Procesy wąskiego gardła w obróbce sworzni taśmowych
Proces wąskiego gardła 1: Odcinanie / Toczenie czołowe
Ponieważ produkcja wykorzystywała podajnik prętowy, proces odcinania był jedną z głównych operacji. Ponadto, ze względu na ograniczenia w liczbie narzędzi i stanowisk wieży potrzebnych do obróbki różnych modeli, nóż do odcinania był również używany do wykańczania powierzchni czołowej w celu konsolidacji użycia narzędzi.
Proces wąskiego gardła 2: Wiercenie punktowe + Fazowanie
Aby poprawić dokładność pozycji otworu, przed obróbką otworu wykonywano wiercenie punktowe. Ponieważ te otwory wymagały fazowania typu C, proces został zaprojektowany tak, aby używać narzędzia do fazowania 90° napędzanego głębiej z wyprzedzeniem, aby połączyć wiercenie punktowe i fazowanie w jednej operacji.
Obraz obróbki procesu „Wiercenie punktowe + Fazowanie”
- Proces 1
Wiercenie punktowe + Fazowanie

- Proces 2
Wiercenie
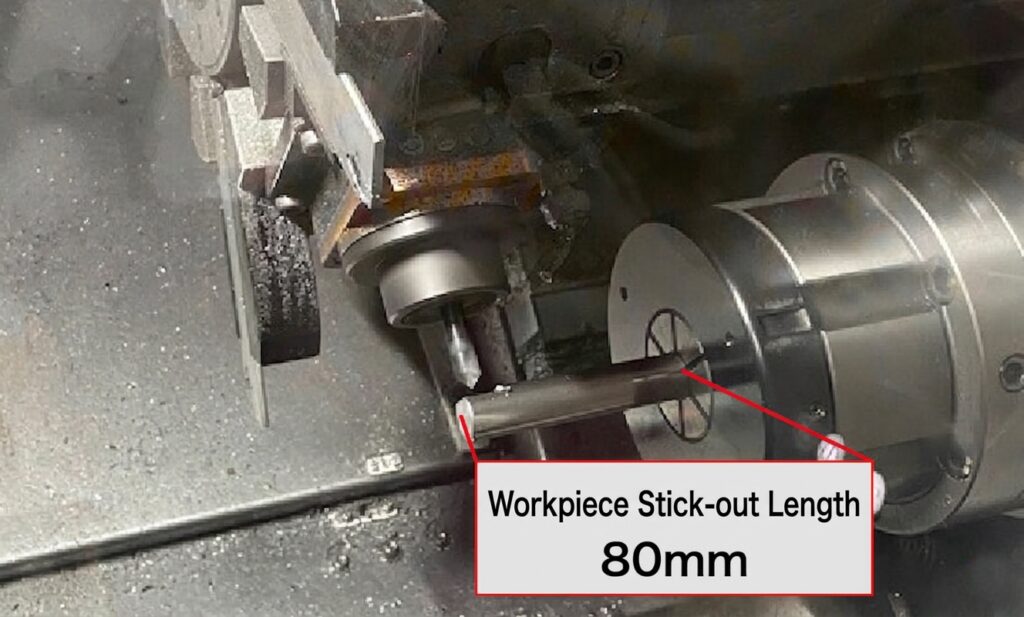
„Proces, który uważałem za szczególnie problematyczny, to proces „wiercenia punktowego + fazowania”. Ze względu na interferencję między obudową uchwytu zaciskowego chwytającego przedmiot obrabiany a obrotową jednostką narzędziową, a także ograniczenia zakresu frezowania maszyny, przedmiot obrabiany musiał wystawać około 80 mm do operacji frezowania. Co więcej, ponieważ obróbka odbywała się w pobliżu powierzchni czołowej, musiała być wykonywana w konfiguracji wspornikowej. Przy przedmiocie obrabianym w stanie niskiej sztywności obróbka stała się niestabilna. Drgania były szczególnie wyraźne w modelach sworzni taśmowych o mniejszej średnicy, co skutkowało fazami o nieregularnych kształtach otworów.”
„Zwróciliśmy się do wielu producentów z prośbą o ulepszenia narzędzi i pracowaliśmy nad ich udoskonaleniem. Jeden z producentów wykonał dla nas niestandardowe narzędzia i przeprowadziliśmy testy, ale z trudem znajdowaliśmy narzędzie, które zapewniłoby nam potrzebną poprawę.”
Cel wydłużonej pracy bezobsługowej znalazł się w ślepym zaułku.
Tokarka NC z podajnikiem prętowym i wrzecionem pomocniczym używana do obróbki sworzni centralnych

Widok procesu „Wiercenie punktowe” + „Fazowanie”
Rozwiązania dla procesu wąskiego gardła
To właśnie w tym czasie pan Ichihashi i Murata z Biura Sprzedaży Tungaloy w Kioto spotkali się po raz pierwszy.
Prośba o konsultację dotycząca obróbki produktem wiertarskim, który wybrał pan Ichihashi, dotarła do Muraty za pośrednictwem dystrybutora. Kiedy Murata odwiedził pana Ichihashi, dowiedział się o wyzwaniach, przed którymi stał pan Ichihashi.
„W celu ulepszenia narzędzia do odcinania/toczenia czołowego zaproponowałem TungCut. TungCut charakteryzuje się unikalnym, łukowatym gniazdem płytki, które zapewnia silną odporność na siły boczne, co czyni go serią narzędzi do rowkowania/odcinania, zdolną nie tylko do odcinania, ale także do operacji toczenia. Wybrałem AH7025, naszą najnowszą klasę, dla płytki. Ponieważ ta klasa już wcześniej przyniosła doskonałe rezultaty u innych klientów, zaleciłem przeprowadzenie z nią testów.”
„Kiedy testowaliśmy AH7025, osiągnęliśmy wydłużenie żywotności narzędzia i rozwiązaliśmy jeden z problemów wąskich gardeł. Pierwotnie używaliśmy chłodziwa do obróbki ze względu na żywotność narzędzia i jakość wykończenia powierzchni. Jednak użycie chłodziwa wymaga okresowej wymiany z powodu pogorszenia jakości wody, a jego utylizacja jako zużytego oleju budzi obawy środowiskowe, które ostatnio stają się coraz bardziej problematyczne. Chcieliśmy wprowadzić obróbkę na sucho bez chłodziwa. Pod tym względem AH7025 zapewnił zadowalającą jakość wykończenia powierzchni nawet w obróbce na sucho, jednocześnie wystarczająco osiągając docelową żywotność narzędzia. Byliśmy szczerze pod wrażeniem Państwa technologii narzędziowej.”
„W przypadku drugiego procesu wąskiego gardła – „wiercenia punktowego + fazowania” – przewidywałem, że będzie to trudne ulepszenie, biorąc pod uwagę małą średnicę przedmiotu obrabianego i długie warunki wysięgu. Ponieważ narzędzie z wymienną głowicą TungMeister oferuje szeroką gamę głowic do fazowania, zbadałem, czy moglibyśmy wybrać optymalną głowicę do obróbki sworzni taśmowych z tej linii produktów.”

Frez z wymienną głowicą TungMeister: Szeroki wybór głowic do fazowania
Frez z wymienną głowicą TungMeister oferuje obszerną ofertę głowic wykraczającą poza głowice kwadratowe, w tym głowice do wysokiego posuwu, kuliste, do fazowania, wiercenia i typu rowkowego. W szczególności oferta narzędzi do fazowania zawiera głowice do fazowania o wyraźnie różnych charakterystykach.

„Spośród wielu dostępnych typów głowic, wybrałem typ VDS – o najostrzejszym cięciu i najniższej oporności – do tego zastosowania.”
Głowice do fazowania TungMeister są dostępne w trzech typach: „typ VCP z konstrukcją formowaną tłocznie dla opłacalności”, „typ VCA z konstrukcją wieloostrzową dla produktywności” oraz „typ VDS z konstrukcją o dużym kącie pochylenia linii śrubowej dla cięcia o niskiej oporności”.
„Wybrałem typ VDS, spodziewając się, że jego duży kąt pochylenia linii śrubowej i konstrukcja o niskiej oporności będą odpowiednie do tego zastosowania. Ponadto, kiedy zbadałem konkurencyjne narzędzia do fazowania, których używał Tsubakimoto Mayfran, żadne z nich nie miało zastosowanego przerzedzenia na krawędzi tnącej. Pomyślałem, że użycie typu VDS z jego cechą przerzedzenia zmniejszy Siłę odporową, tym samym tłumiąc ugięcie przedmiotu obrabianego nawet na przedmiotach o niskiej sztywności.”
Oferta głowic do fazowania TungMeister

Typ VCP opłacalny (z krawędzią skrawającą środkową)

Typ VCA skoncentrowany na produktywności (bez krawędzi skrawającej środkowej)

Typ VDS skoncentrowany na ostrości (z krawędzią skrawającą środkową)
Cechy typu VDS
- Widok z przodu głowicy VDS
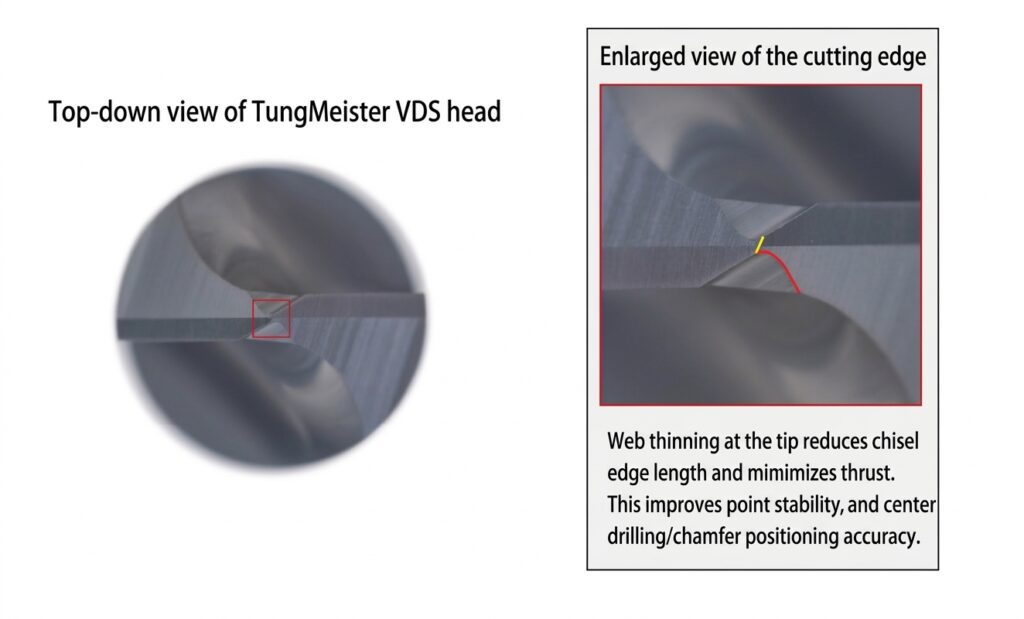
- Głowica VDS

Osiągnięcie 48-godzinnej bezobsługowej pracy weekendowej
Z dużymi oczekiwaniami na sukces rozpoczęły się testy. Podczas gdy konwencjonalne narzędzie obrabiało z drganiami, typ VDS znacznie stłumił występowanie drgań. Po potwierdzeniu stabilnej obróbki testowanie przeszło do testu produkcji seryjnej. Wyniki testu wykazały:
- Trwałość narzędzia wydłużona do 3000 części — 5 razy więcej niż poprzednie ustawienie trwałości narzędzia na 600 części
- Obszar fazowany, który wcześniej miał nieregularny kształt, stał się czystym okrągłym kształtem, poprawiając jakość produktu
To były znaczące ulepszenia.
„Wyniki obróbki tym narzędziem były zadziwiającą serią nowych odkryć. Rozwiązanie dwóch procesów wąskich gardeł i osiągnięcie 48-godzinnej pracy bez nadzoru w weekend znacznie przyczyniło się do poprawy produktywności na linii obróbki sworzni taśmowych. Obróbka sworzni taśmowych przy użyciu maszyn ogólnego przeznaczenia nie została jeszcze osiągnięta nawet za granicą, dlatego wierzę, że ta nowa linia została zbudowana z konkurencyjnością kosztową, która może dorównać produkcji zagranicznej.”
„Oprócz poprawy stabilności obróbki i wydłużenia żywotności narzędzia, doceniamy również łatwość wymiany narzędzia w TungMeister. W przypadku narzędzi pełnowęglikowych każda wymiana narzędzia wymagała poluzowania i ponownego dokręcenia tulei zaciskowej, regulacji długości wysięgu narzędzia oraz korekty przesunięcia długości narzędzia w programie NC. Używaliśmy również narzędzi do fazowania z mocowaniem głowicy na śrubę, ale zdarzały się przypadki, gdy śruby spadały i gubiły się wewnątrz maszyny podczas demontażu. TungMeister, który umożliwia wymianę głowicy za pomocą samego klucza bez demontażu trzonka, również przyczynił się do poprawy operacji wymiany narzędzia.”
Korzyści unikalne dla narzędzi z wymiennymi głowicami na tokarkach — gdzie częste są wymiany narzędzi w maszynie — zostały wyraźnie docenione.

Obrobione fazowanie przy użyciu głowicy typu VDS TungMeister

Kluczowe punkty ulepszenia
-
Niskooporowa głowica do Fazowania typu VDS używana do „Wiercenia punktowego” + „Fazowania” w warunkach niskiej sztywności przedmiotu obrabianego — osiągnięto stabilną obróbkę i dramatycznie poprawiono żywotność narzędzia
Głowica typu VDS charakteryzuje się konstrukcją o dużym kącie helisy i geometrią krawędzi skrawającej z przerzedzeniem. Zmniejsza opór skrawania i tłumi ugięcie przedmiotu obrabianego, umożliwiając stabilną obróbkę nawet w warunkach niskiej sztywności.
-
Rozwiązanie procesów wąskiego gardła umożliwiło 48-godzinną produkcję bezobsługową
Stabilizowana obróbka znacznie poprawiła trwałość narzędzia. Zmniejszenie częstotliwości wymiany narzędzi przyczyniło się do wydłużenia czasu pracy bezobsługowej.
W kierunku jeszcze dłuższej pracy bezobsługowej
Tsubakimoto Mayfran nie jest zadowolona z obecnych ulepszeń i już zmierza w kierunku dalszych usprawnień.
„Teraz, gdy dwa procesy wąskich gardeł zostały rozwiązane, inny proces obróbki – obróbka czołowa – stał się obecnym wąskim gardłem. Poprawiając ten proces, chcemy w następnej kolejności podjąć wyzwanie 60 godzin pracy bez nadzoru.”
Po usłyszeniu kolejnego celu Murata odpowiedział:
„Podobnie jak w procesie „wiercenia punktowego + fazowania”, obróbka czołowa również wiąże się z warunkami niskiej sztywności. Tutaj również chcę dążyć do stabilnej obróbki i wydłużonej żywotności narzędzia, wybierając frez o możliwie najniższej oporności skrawania.”
„Od kiedy dołączyłem do tej firmy, cenię sobie motto „Kryzys to szansa”, którego nauczył mnie starszy kolega. Jak w tym przypadku, czasami sprawy idą dobrze, ale są też chwile, kiedy obróbka nie przebiega zgodnie z planem i pojawiają się problemy. Jednak zamiast łatwo się poddawać, uważam, że najważniejsze jest zbadanie, czy istnieją inne pomysły lub środki naprawcze i kontynuowanie wyzwań. Uważam, że rozwiązywanie problemów w szczególnie trudnych przypadkach wzmacnia późniejsze relacje zaufania z klientem.”
Murata jest zaangażowany we wspieranie kolejnego wyzwania, jakim jest osiągnięcie 60-godzinnej pracy bezobsługowej.
„W obróbce jest wiele rzeczy, które można zrozumieć tylko poprzez faktyczne próby. Zamierzamy nadal stawiać sobie wyzwania, nie ograniczając się istniejącymi koncepcjami.”
Pan Ichihashi podzielił się swoimi aspiracjami dotyczącymi kolejnego wyzwania.
W Tungaloy będziemy nadal dążyć do wspierania profesjonalistów produkcyjnych, którzy codziennie podejmują nowe wyzwania.

Z lewej: Pan Daisuke Kuroiwa, Kierownik Sekcji, Dział Produkcji, 1. Sekcja Produkcji
Z prawej: Pan Junpei Ichihashi, Dział Inżynierii Produkcji
Produkty przedstawione w tym artykule
Wybierz optymalne narzędzie z różnorodnej gamy geometrii narzędzi, aby poprawić wydajność obróbki
TungMeister
Dramatycznie skróć czas wymiany narzędzia