Jesteśmy w trakcie czwartej rewolucji przemysłowej (Industry 4.0). W przemyśle produkcyjnym pojawiają się nowe technologie, które pomagają w lepszym wykorzystaniu maszyn. Frezarki i tokarki CNC są budowane w celu wykonywania operacji obróbki metalu z niespotykaną dotąd prędkością. Jako partner w dziedzinie narzędzi skrawających, firma Tungaloy rozwija równie dobre narzędzia skrawające do nowej generacji frezarek i tokarek CNC.
Trzy najważniejsze parametry pozwalające na uformowanie wióra z materiału obrabianego to:
- Prędkość skrawania (Vc – metrów/min. lub SFM)
- Posuw (fz – mm/obr. lub cali / obr.)
- Głębokość skrawania (DOC – mm lub cali).
Wszystkie trzy czynniki zastosowane w odpowiedniej proporcji, w zależności od materiału skrawanego, dają najbardziej pożądany wiór. Optymalizacja tych trzech czynników w celu uzyskania optymalnego współczynnika usuwania materiału (MRR – cc/min. lub cf/min.) jest zadaniem każdego inżyniera narzędziowego. Jest to sposób na poprawę wykorzystania frezarki CNC lub tokarki CNC.
Wysoka prędkość a wysoki posuw i lepsze wykorzystanie frezarek i tokarek CNC
W połowie ubiegłego wieku HSM (High Speed Machining – obróbka z dużymi prędkościami skrawania) rozwinęła się jako proces skrawania metali, który sugeruje, że po przekroczeniu pewnej prędkości skrawania wytwarzanie ciepła zaczyna spadać. W HSM stosuje się wysokie prędkości obrotowe wrzeciona i duże posuwy minutowe, stosując małą głębokość skrawania. Była to duża zmiana w sposobie obróbki metali przy wytwarzaniu złożonych detali. Wraz z rozwojem wielozadaniowych frezarek i tokarek CNC, koszt takich maszyn również wzrósł.
- Z maszyn o niskiej i umiarkowanej prędkości obrotowej wrzeciona, które mogą pracować przy około 3000 – 6000 obr./min., maszyny ewoluowały w kierunku zwiększenia tej wartości do ponad 12 000 do 20 000 obr./min.
- Zamiast maszyn 2 – 3 osiowych, wprowadzono maszyny CNC z wieloma osiami.
- Dzięki jednoczesnej pracy na wielu osiach, produkcja bardziej złożonych części stała się rzeczywistością, wspieraną przez bardziej inteligentne oprogramowanie i sprzęt.
- Wprowadzono kompaktowe maszyny do produkcji elementów, które wcześniej były obrabiane na znacznie większych tokarkach i frezarkach CNC.
- Dzięki zastosowaniu HSM, zamiast narzędzi o dużej średnicy zaczęto stosować narzędzia o mniejszej średnicy.
Jednakże HSM stała się i nadal pozostaje popularna w operacjach obróbki wykańczającej materiałów trudno obrabialnych i stali hartowanych. HSM dawała lepsze rezultaty przy obróbce gładkościowej powierzchni i obróbce kształtowej, która wymagała usunięcia drobnych krzywizn w celu poprawy estetyki obrabianej części, jednak nie była popularna jako proces od obróbki zgrubnej do wstępnie wykańczającej. HSM pozostała również popularna w przypadku stosowania narzędzi i frezów trzpieniowych o mniejszej średnicy, głównie do stali hartowanych, zwłaszcza węglikowych frezów kulistych i walcowych.
Niestety wciąż wyzwaniem pozostawało skrócenie czasu obróbki w operacjach zgrubnych i wstępnie wykańczających.
Firma Tungaloy jest liderem rozwiązań dla obróbki z dużymi posuwami (HFM), który równie dobrze sprawdza się w obróbce toczeniem, frezowaniem i nacinaniu rowków.


Co to jest obróbka z dużymi posuwami?
Obróbka z dużymi posuwami wiąże się z wyższymi współczynnikami usuwania metalu (MRR). Pracując z małą głębokością skrawania i dużym posuwem na obrót oraz przy odpowiednich dla danego materiału prędkościach skrawania, obróbka z dużymi posuwami pomaga w:
- Utrzymaniu niskiego obciążenia generowanymi wiórami.
- Optymalizacji wytwarzania i odprowadzania ciepła przez tworzone wióry.
Obróbka z dużym posuwem opiera się na efekcie pocieniania wiórów. Poniższe zdjęcia freza walcowo-czołowego 90°, czołowego 45° oraz freza przy pracy z dużym posuwem 15° – 17° przedstawiają dwa różne punkty widzenia –

- Aby uzyskać taką samą grubość wióra musimy zwiększać posuw w miarę zmniejszania się kąta natarcia. Oznacza to, że aby uzyskać taką samą ilość ciepła odprowadzanego przez wiór, możemy zastosować frez o dużym posuwie (prawie 3-4 razy większym niż w przypadku freza z walcowo-czołowego 90°).
- Wypadkowa siła skrawania działa zawsze prostopadle do krawędzi skrawającej. Dlatego w przypadku frezowania walcowo-czołowego 90° wypadkowa siła skrawania jest prostopadła do osi narzędzia. Prowadzi to do ugięcia narzędzia i odprysków. We frezie czołowym siły promieniowe i osiowe są równe, ponieważ siła wypadkowa jest pod kątem 45° do osi narzędzia. W przypadku frezów z dużym posuwem, siła osiowa jest większa niż siła promieniowa. Dzięki temu można kontrolować odchylenie narzędzia nawet przy obróbce z długim wysięgiem.
Struktura aerodynamiczna wykonana z tytanu


Podstawa matrycy i formy


Frezy do pracy z dużymi posuwami są doskonałym narzędziem do obróbki zgrubnej, szczególnie materiałów trudno skrawalnych. Konstrukcje lotnicze ze stopów tytanu i niklu, obróbka matryc i form to niektóre z głównych zastosowań tego typu frezów.
- Niskie obciążenie generowanymi wiórami.
- Mniejsze kąty przystawienia oznaczają możliwość stosowania większych posuwów.
- Mniejszy kąt przystawienia pomaga również w zmniejszeniu ugięcia, ponieważ siły skrawania są skierowane wzdłuż osi narzędzia. Oznacza to mniejsze drgania i odpryski podczas obróbki z dużymi wysięgami narzędzia.
Firma Tungaloy oferuje szeroką gamę frezów o wysokiej wydajności, począwszy od Ø8mm do Ø315mm:

Frezy te mogą być stosowane na różnych frezarkach i centrach frezarsko- tokarskich CNC, w zależności od mocy i momentu obrotowego. Tungaloy oferuje również szeroki zakres płytek w różnych kombinacjach gatunków i geometrii co pozwala osiągać dobre wyniki w obróbce z dużymi posuwami stali zwykłych, nierdzewnych, żeliwa, żeliwa sferoidalnego, stali nierdzewnej duplex, stali nierdzewnej PH, inconelu i stopów tytanu..


Stosowanie frezów High Feed firmy Tungaloy zapewnia klientom wyraźne korzyści. Oferują one elastyczność w doborze kątów przystawienia w zależności od wysięgu narzędzia, wymaganej, maksymalnej głębokości skrawania i obrabianego materiału. Zobacz powyższy obraz. Frezy MillQuadFeed używają dwóch różnych płytek (ZER i UER), które mają 12° i 7° kąt przystawienia, gdy są używane na tym samym korpusie freza. Płytka UER zapewnia doskonałą stabilność podczas obróbki trudno skrawalnych materiałów, takich jak stal nierdzewna, stopy na bazie niklu i stopy tytanu, bez pogorszenia wydajności usuwania metalu. Natomiast płytka ZER pomaga klientom zoptymalizować DOC (głębokość skrawania) na obrabiarce o wysokim momencie obrotowym. Doskonałym pomysłem jest również zastosowanie płytki ZER do obróbki zewnętrznej, utwardzonej warstwy detalu, która zazwyczaj stanowi wyzwanie ze względu na swoją twardość i nierówną powierzchnię.
Porady dotyczące frezowania z dużymi posuwami
Ważną wskazówką przy używaniu frezarki do obróbki z dużym posuwem jest użycie programowalnego promienia w miejsce rzeczywistego promienia naroża płytki. Dzieje się tak dlatego, że maszyna CNC może zidentyfikować frez na podstawie jego średnicy i promienia naroża. Programowalny promień powinien być dobrany w taki sposób, aby krawędź skrawająca nie podcinała detalu.

Toczenie z dużymi posuwami
Do obróbki elementów o dużych średnicach i z materiałów o wysokiej wytrzymałości firma Tungaloy oferuje swoim klientom rozwiązania w zakresie toczenia z dużymi posuwami w postaci nowych narzędzi TurnTenFeed i AddMultiTurn.

Przy toczeniu z dużym posuwem, siła odporowa, promieniowa jest mniejsza niż siła od posuwu osiowego. W związku z tym, zastosowania zwykle ograniczają się od obróbki walców o dużej średnicy, skórowania na dużych tokarkach CNC i obróbki odlewów na pionowych tokarkach CNC.
Jednak, nawet na tokarkach CNC o umiarkowanej mocy (5 – 7 KW), narzędzia TurnTenFeed mogą być stosowane do wydajnego toczenia stali, stali nierdzewnej i stopów żaroodpornych.
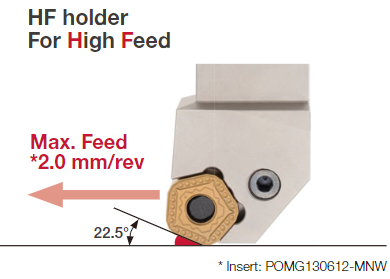 |
Głębokość cięcia – 1 mm do 3 mm Pasza – max. 2 mm / obr TAk. rogi – 10 Możliwe tylko skręcanie do przodu lub skręcanie do przodu |
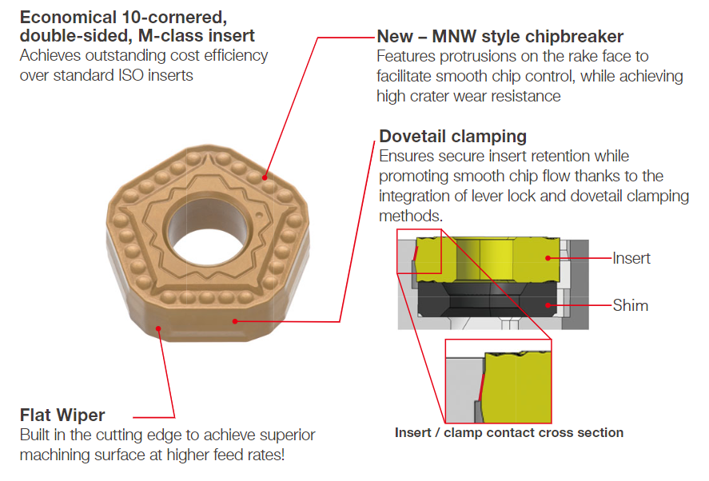 |
W przypadku dużych posuwów wyzwaniem jest utrzymanie płytki w gnieździe. Sprawdzona konstrukcja mocowania na jaskółczy ogon pozwala na pokonanie tego wyzwania. Dodatkowo unikalna konstrukcja łamacza wiórów pomaga w rozdrabnianiu wiórów które powstają przy dużych posuwach, a jednocześnie przy mniejszych głębokościach skrawania. |
Ewolucja toczenia z dużym posuwem
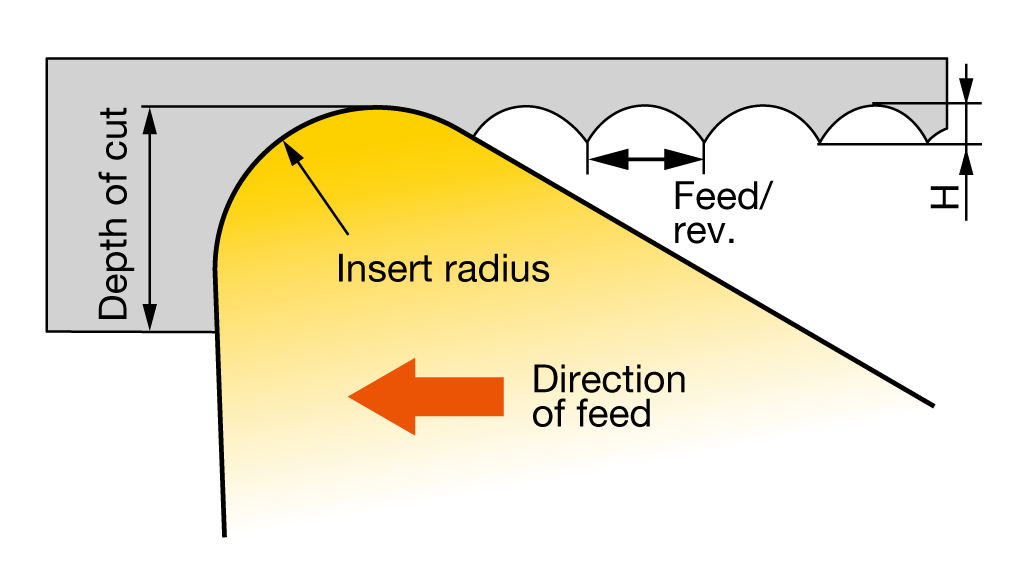
W przypadku toczenia z dużym posuwem, wcześniejszą praktyką było stosowanie płytki o dużym promieniu naroża a następnie płytki typu wiper. Obydwie te metody miały jednak zastosowanie tylko przy toczeniu wzdłużnym.
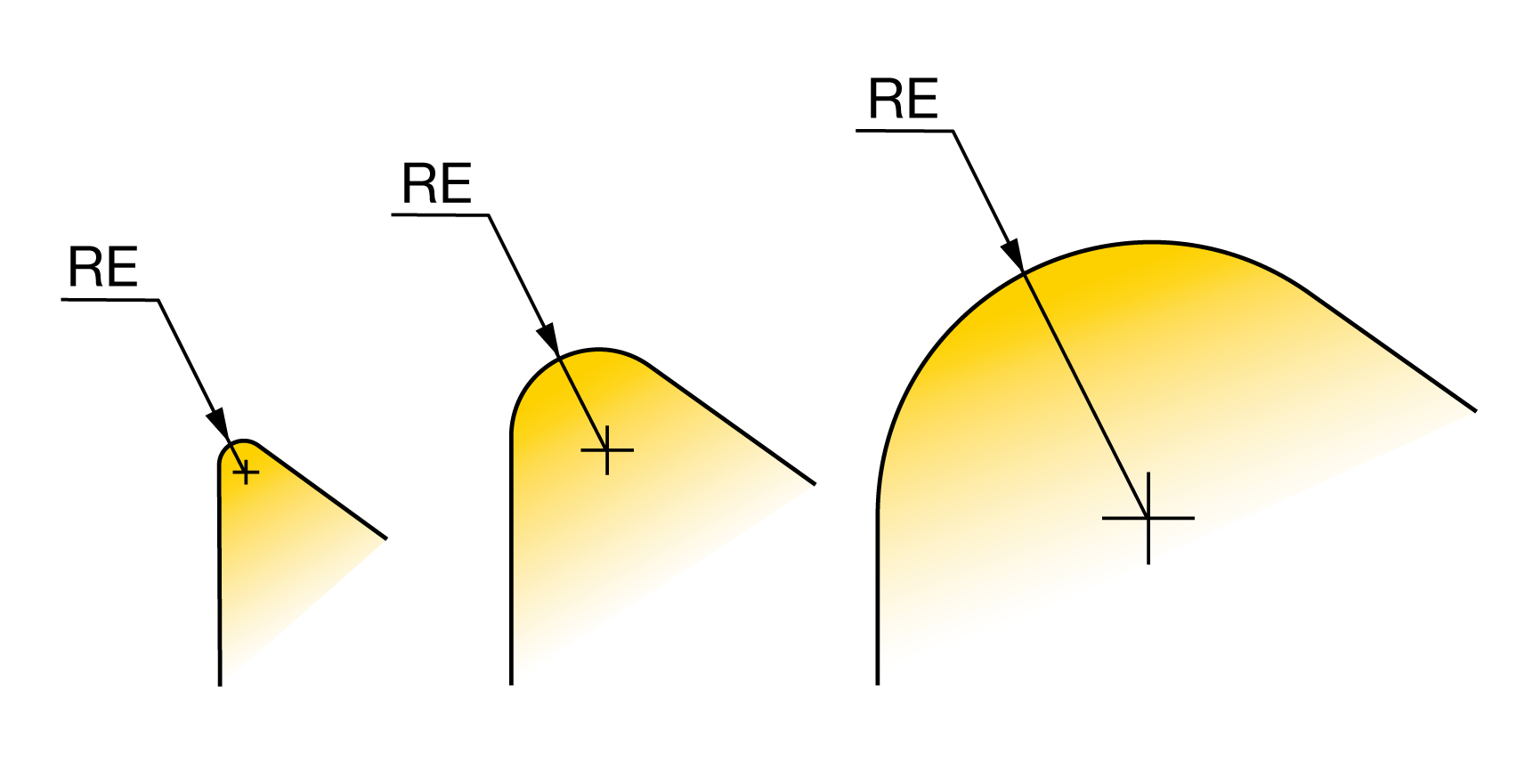 |
Krawędź skrawająca płytki o większym promieniu jest znacznie mocniejsza. Ma ona również większą powierzchnię styku, co powoduje duże siły skrawania. Jest stosowana głównie do obróbki materiałów o krótkich wiórach ale nie bardzo nadaje się do materiałów ciągliwych. |
 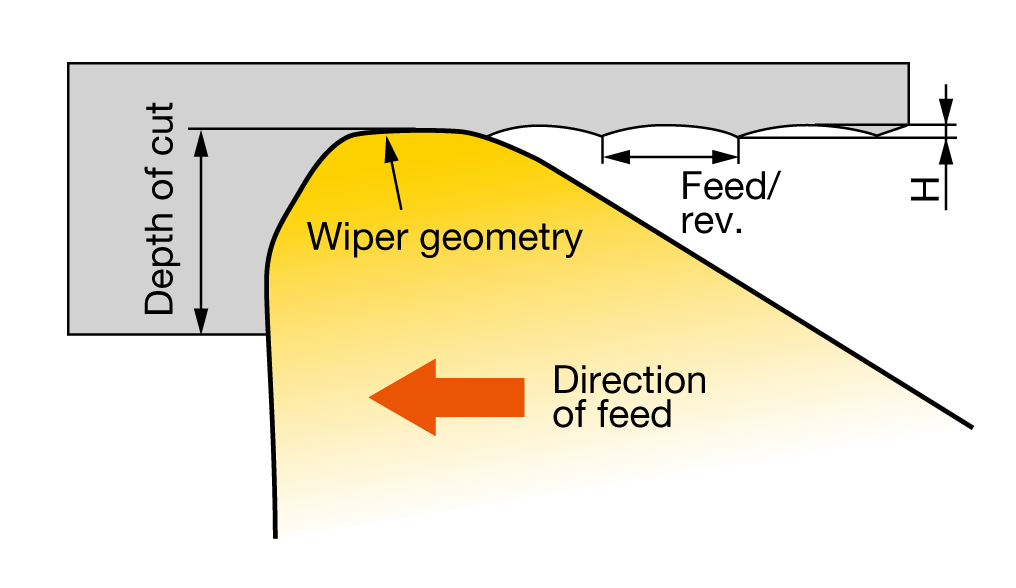 |
Płytki tokarskie nowej generacji z geometrią wiper umożliwiły stosowanie większych posuwów w porównaniu do standardowych płytek. Użytkownik miał możliwość pracy z umiarkowanymi posuwami dla uzyskania dobrego wykończenia powierzchni lub z większymi posuwami dla uzyskania większej wydajności usuwania materiału.
Wymagało to również korekt w oprogramowaniu obrabiarki. |
Nowe narzędzia AddMultiTurn czynią operacje toczenia bardziej wszechstronnymi i elastycznymi. Wykorzystuje one efekt rozrzedzania wiórów do toczenia z dużym posuwem i toczenia wstecznego. Narzędzie to może być stosowane na każdym typie tokarki CNC. Dzięki unikalnemu kształtowi płytki, siły promieniowe są mniejsze, co prowadzi do stabilnego skrawania mało sztywnych detali.



Ewolucja nacinania rowków z dużymi posuwami
Udowodniono, że toczenie rowków jest bardziej produktywne w porównaniu do standardowych narzędzi tokarskich. Narzędzia do toczenia rowków są również uniwersalne, tak jak AddMultiTurn, w toczeniu wielokierunkowym. Aby stworzyć pomocniczy kąt przystawienia podczas toczenia narzędziem do rowków, zwiększamy posuw poprzeczny. Ten wzrost posuwu pomaga odchylić narzędzie, aby stworzyć pomocniczy kąt przystawienia w celu ułatwienia tworzenia się wióra.


Firma Tungaloy oferuje teraz płytkę do toczenia rowków z dużym posuwem i do toczenia elementów twardych

Płytki STH z ostrzem CBN pracują z dużmi posuwami przy toczeniu twardych detali. Te nowe płytki do toczenia rowków z ostrzem CBN osiągają posuw do 1,2mm/obr dla DOC (głębokości skrawania) około 0,1mm.
Dodatkowo, aby zapewnić pewne osadzenie ostrza CBN w gnieździe, firma Tungaloy zastosowała nową technologię lutowania – WavyJoint, która zwiększa wytrzymałość złącza.
Płytka posiada na głównej krawędzi skrawającej łukową krawędź wiper do toczenia zewnętrznego z dużym posuwem oraz proste krawędzie wiper na bokach, pomagające w uzyskaniu dobrego wykończenia powierzchni rowka.
Wniosek:
W świecie Przemysłu 4.0, istnieje potrzeba lepszego wykorzystania maszyn i jest ona zaspokajana poprzez strategie obróbki z dużymi posuwami przy frezowaniu, toczeniu i nacinaniu rowków.
Firma Tungaloy wspiera Państwa przy obróbce z dużymi posuwami w różnych materiałach obrabianych obecnie w przemyśle.