Łamacz wióra — Od teorii podstawowej do wyboru
Kiedy ludzie słyszą słowo „łamacz wióra”, wielu może wyobrażać sobie rowek zaprojektowany do łamania wiórów.
W praktyce jednak łamacz wióra odnosi się do całego zestawu specyfikacji krawędzi skrawającej, włączając w to kąt natarcia, listwę i honowanie.
Jest to kluczowy element stabilności procesu, odpowiedzialny nie tylko załamanie i ewakuację wióra, ale także za kontrolę oporu skrawania i zapewnienie wytrzymałości krawędzi skrawającej jednocześnie.
Ten artykuł systematycznie wyjaśnia wszystko, od zasad działania łamacz wiórów po metody wyboru, uwagi dotyczące materiału obrabianego przedmiotu i rozwiązywanie problemów.
Czego dowiesz się z tego artykułu
- Czym jest łamacz wióra? — Definicja jako specyfikacje krawędzi skrawającej
- Dlaczego łamacz wióra jest konieczny?
- Kiedy brak łamacz wióra jest lepszym wyborem
- Jak łamią się wióry: zasada
- Jaki jest idealny kształt wióra?
- Podstawowe kryteria wyboru łamacza wióra
- Różnice między łamaczami wiórów do obróbki wykończeniowej, średniej i zgrubnej
- Łamacz wióra działa w połączeniu z warunkami skrawania
- Uwagi dotyczące materiału obrabianego przedmiotu (ISO P/M/K/N/S/H)
- Punkty do przeglądu, gdy coś nie działa prawidłowo
- Podsumowanie
1. Czym jest łamacz wióra?
W węższym sensie termin łamacz wióra odnosi się do rowka lub wystającej geometrii umieszczonej na powierzchni natarcia płytki w celu łamania wiórów.
W rzeczywistym projekcie płytki jednak łamacz wióra odnosi się do całego zestawu specyfikacji krawędzi skrawającej, włączając w to nie tylko łamanie wiórów, ale także kontrolę oporu skrawania i wytrzymałość krawędzi skrawającej. Ten artykuł wyjaśnia łamacz wióry w oparciu o tę szerszą definicję.
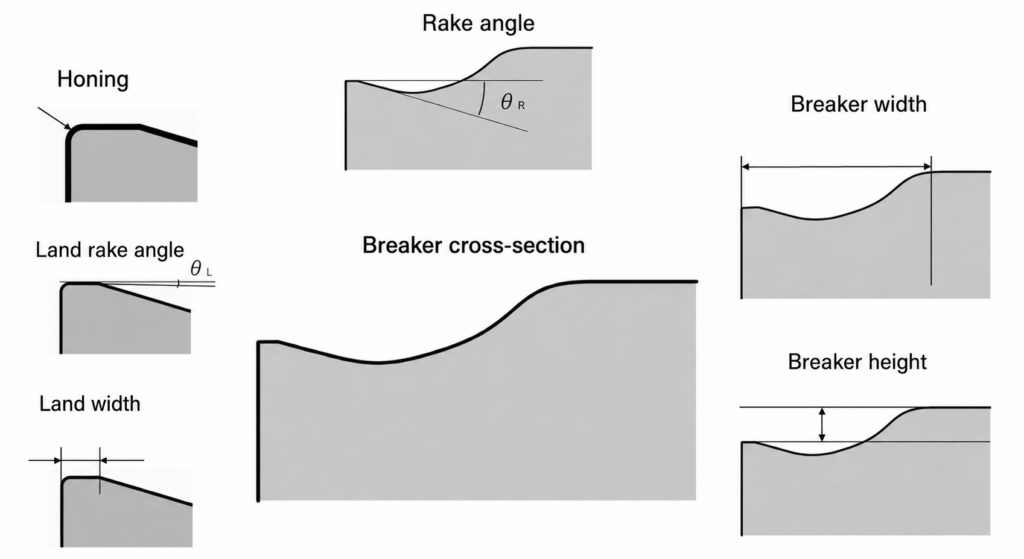
Elementy składające się na łamacz wióra
- Szerokość łamacza — Szerokość rowka, która określa odległość, na jaką wióry się zwijają
- Wysokość ścianki łamacza — Wysokość ścianki, która przyjmuje i zgina wiór
- Kąt natarcia — Kąt, który wpływa na kierunek przepływu wióra i opór skrawania
- Szerokość listwy — Szerokość płaskiego obszaru bezpośrednio za krawędzią skrawającą
- Kąt natarcia listwy — Kąt nachylenia powierzchni listwy.
- Honowanie (przygotowanie krawędzi) — Delikatne zaokrąglenie zastosowane na krawędzi skrawającej
Zależność między czynnikami parametrowymi a ich wpływem
Poniższa tabela podsumowuje, jak zmiany w każdym elemencie wpływają na trzy czynniki: „zdolność łamania wiórów”, „opór skrawania” i „wytrzymałość krawędzi skrawającej”.
| Czynnik parametrowy | Kierunek zmiany | Zdolność łamania wiórów | Opór skrawania | Wytrzymałość krawędzi skrawającej |
|---|---|---|---|---|
| Szerokość łamacza | Zwężenie | ↑ Łatwiejsze łamanie wiórów | ↑ Wzrasta | – |
| Wysokość ścianki łamacza | Zwiększenie wysokości | ↑ Łatwiejsze łamanie wiórów | ↑ Nieznacznie wzrasta | – |
| Kąt natarcia | Zwiększenie kąta dodatniego | ↑ Łatwiejsze zwijanie | ↓ Maleje | ↓ Maleje |
| Szerokość listwy | Poszerzenie | ↓ Nieznacznie pogarsza się | ↑ Wzrasta | ↑ Poprawia się |
| Kąt natarcia listwy | Zwiększenie kąta ujemnego | ↓ Nieznacznie pogarsza się | ↑ Wzrasta | ↑ Poprawia się |
| Honowanie | Zwiększenie | ↓ Nieznacznie pogarsza się | ↑ Wzrasta | ↑ Poprawia się |
PUNKT
„Wybór łamacza wióra” jest równoznaczny z wyborem ogólnego balansu tych specyfikacji krawędzi skrawającej
Zdolność łamania wiórów, opór skrawania i wytrzymałość krawędzi skrawającej są ze sobą w relacji kompromisowej, dlatego ważne jest znalezienie optymalnego balansu dla celu obróbki.
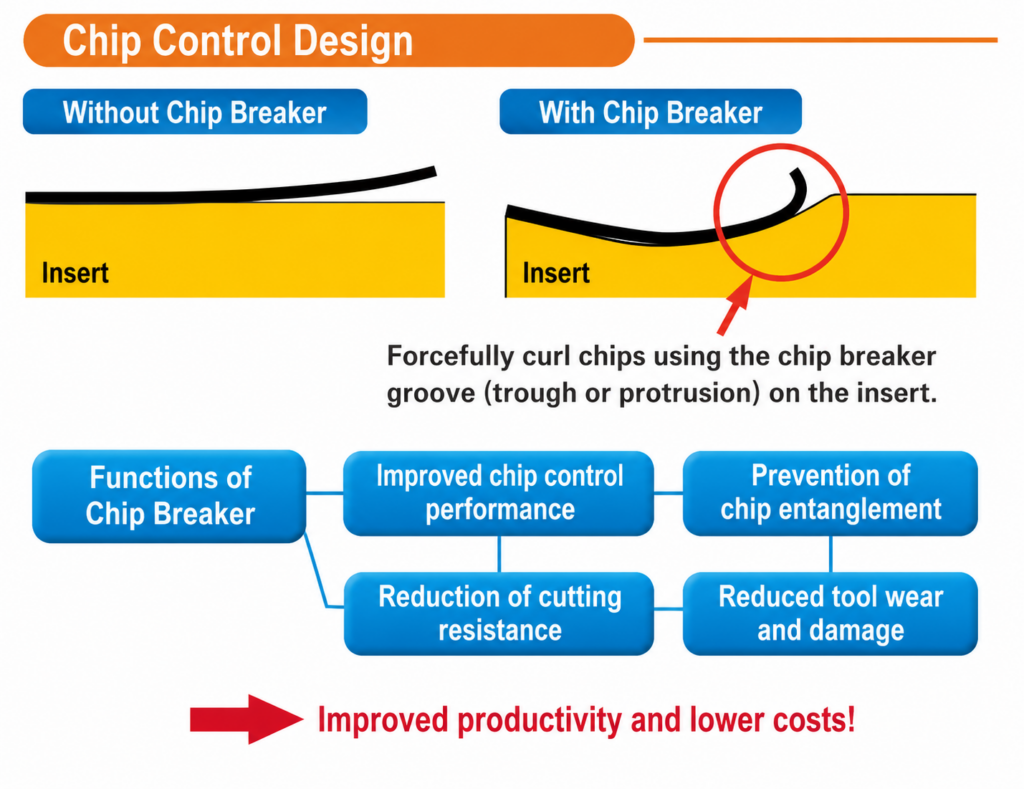
2. Dlaczego łamacz wióra jest konieczny?
Problemy, gdy nie ma łamacz wióra
- Długie, ciągłe wióry → wióry owijające się wokół przedmiotu obrabianego lub narzędzia
- Ryzyko zarysowania obrobionych powierzchni i zatrzymania maszyny
- Obawy o bezpieczeństwo operatora, ponieważ długie wióry są ostre i niebezpieczne
- Zwłaszcza w maszynach automatycznych i obróbce ciągłej, słabe odprowadzanie wiórów może bezpośrednio prowadzić do zatrzymania procesu
Zalety posiadania łamacza wióra
- Poprawiona wydajność obróbki — Wióry są prawidłowo łamane i odprowadzane
- Dłuższa żywotność narzędzia — Zapobiega nienormalnym obciążeniom spowodowanym splątaniem wiórów
- Stabilna jakość obróbki — Redukuje kontakt wiórów, który może pogorszyć wykończenie powierzchni
Więcej niż łamanie i ewakuację wióra — trzy role
Łamacz wióra jest odpowiedzialna nie tylko załamanie i ewakuację wióra, ale także za kontrolę oporu skrawania i zapewnienie wytrzymałości krawędzi skrawającej jednocześnie.
- Łamanie i ewakuację wióra — Prawidłowo łamie i odprowadza wióry poprzez projekt szerokości i wysokości ścianki łamacza
- Opór skrawania — Redukuje opór poprzez projekt kąta natarcia i szerokości łamacza, przyczyniając się do oszczędności energii i tłumienia drgań
- Wytrzymałość krawędzi skrawającej — Zapewnia wytrzymałość krawędzi skrawającej poprzez projekt szerokości listwy, kąta natarcia listwy i honowania, zapobiegając pęknięciom i nienormalnemu zużyciu
PUNKT
Łamacz wióra to element, który jednocześnie projektuje łamanie i ewakuację wióra, „opór skrawania” i „wytrzymałość krawędzi skrawającej”
Wybór łamacza oznacza wybór optymalnego balansu tych trzech czynników. Skupienie się wyłącznie na łamaniu i ewakuacji wióra może prowadzić do błędnego wyboru.
3. Kiedy brak łamacza wióra jest lepszym wyborem
Łamacz wióra nie jest „zawsze konieczna”, ani nie jest prawdą, że „im silniej działa, tym lepiej”. W zależności od celu obróbki, materiału obrabianego przedmiotu i warunków skrawania, istnieją przypadki, w których brak łamacza lub łamacz o słabym efekcie łamania jest korzystniejszy.
■ Przy wyborze płaskiej powierzchni
Materiały obrabiane, których wióry naturalnie łamią się krótko, takie jak żeliwo i mosiądz
Ponieważ funkcja łamania wiórów przez łamacz jest niepotrzebna, można zastosować płaską powierzchnię, aby priorytetowo traktować wytrzymałość krawędzi skrawającej.
Ekstremalnie ciężkie skrawanie lub skrawanie przerywane
Ponieważ rowek łamacza może stać się słabym punktem w wytrzymałości krawędzi skrawającej, wybór płaskiej powierzchni może zmniejszyć ryzyko pęknięcia.
■ Przy wyborze łamacza o słabym efekcie łamania
Gdy chcesz zmniejszyć opór skrawania
Łamacz, który ogranicza wiór, zwiększa opór. Gdy niski opór jest priorytetem nad łamaniem i ewakuacją wióra , wybór łamacza o słabym ograniczeniu wiórów jest skuteczny w tłumieniu oporu.
Gdy chcesz osiągnąć doskonałą jakość obrobionej powierzchni
Gdy nacisk kładziony jest na łamanie wiórów, ograniczenie wiórów przez łamacz zwiększa grubość wióra, tworząc wióry, które są bardziej skłonne do zarysowania obrobionej ścianki. Łamacz o słabym ograniczeniu może generować wióry, które są mniej skłonne do uszkodzenia obrobionej powierzchni, co pozwala na priorytetowe traktowanie jakości powierzchni.
PUNKT
W zależności od celu obróbki, materiału obrabianego przedmiotu i warunków, „brak łamacza” lub „słaby łamacz” może być również właściwym wyborem
Ważne jest, aby unikać założenia, że łamacz jest zawsze wymagany i podejmować decyzje odpowiednie do celu obróbki.
4. Jak łamią się wióry: zasada
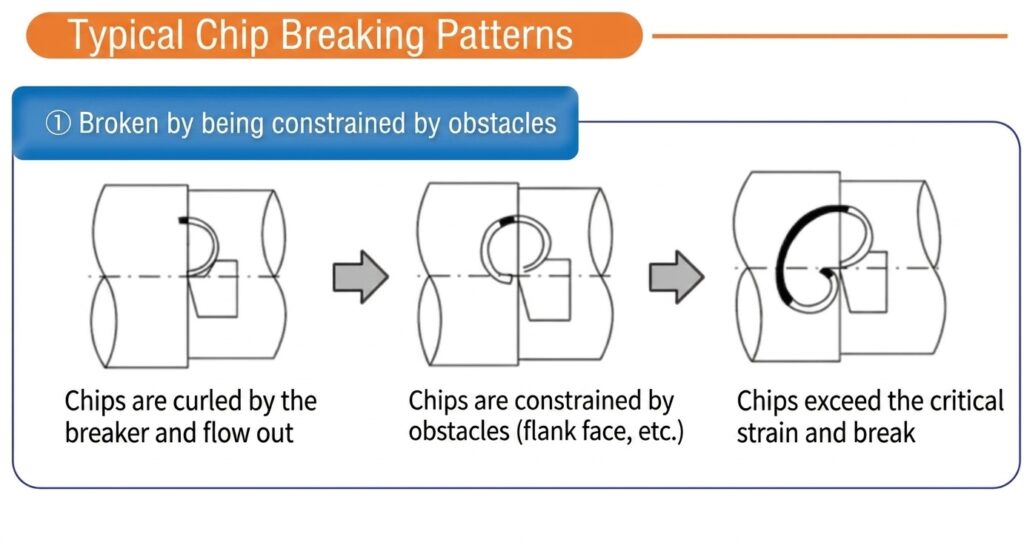
Zasadę, według której łamacz wióra łamie wióry, można zrozumieć w następujących czterech krokach.
- Ścinanie i unoszenie — Wiór zaczyna płynąć wzdłuż powierzchni natarcia od krawędzi skrawającej
- Zwijanie — Wiór jest zmuszony do silnego zwijania przez geometrię łamacza, taką jak rowek i ścianka
- Wzrost naprężenia — Promień zwijania staje się mniejszy, zwiększając naprężenie zginające wewnątrz wióra
- Łamanie — Wiór łamie się, gdy naprężenie przekroczy jego limit
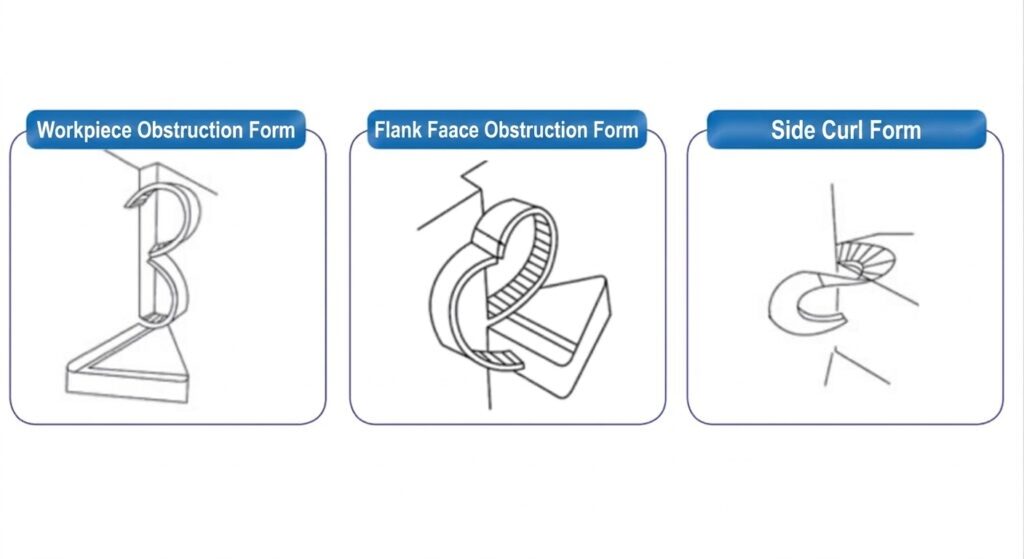
Trzy wzorce łamania wiórów
- Łamanie o narzędzie — Zwinięty wiór zderza się ze ścianką łamacza lub powierzchnią płytki i łamie się
- Łamanie o przedmiot obrabiany — Zwinięty wiór uderza w powierzchnię przedmiotu obrabianego i łamie się
- Typ samoczynnego łamania — Wiór łamie się naturalnie tylko pod wpływem własnego naprężenia zginającego
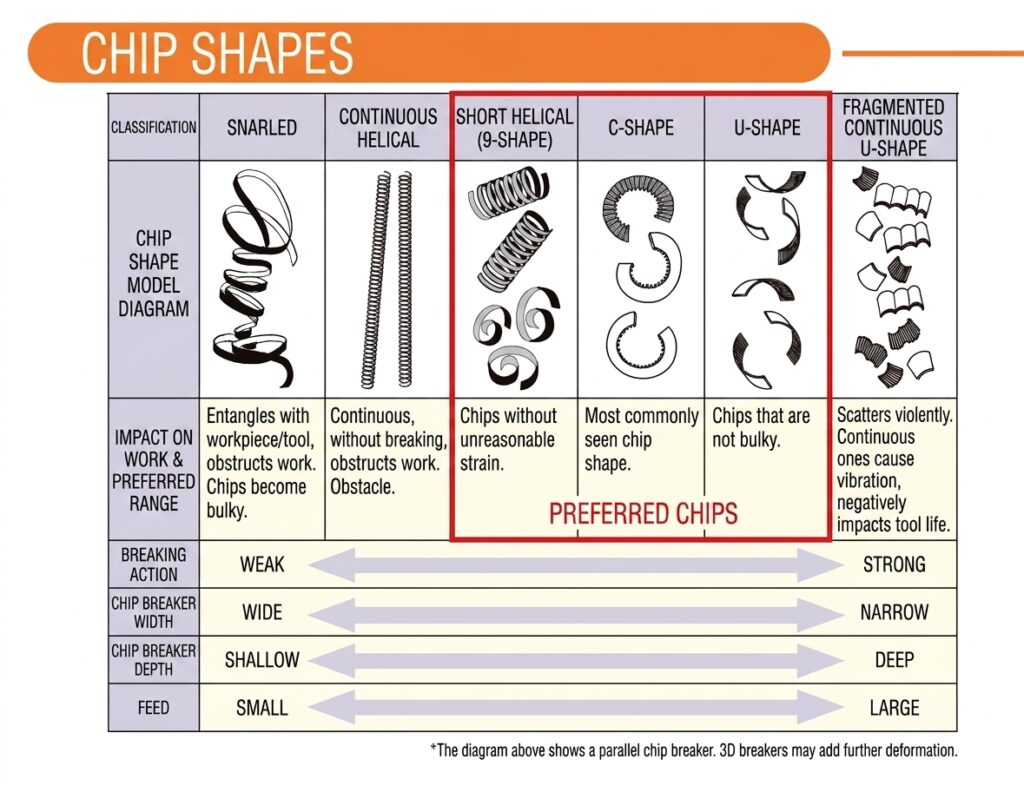
5. Jaki jest idealny kształt wióra?
Wiedza o tym, „jaki wiór jest dobry”, stanowi podstawę do oceny wyboru łamacza i regulacji warunków.
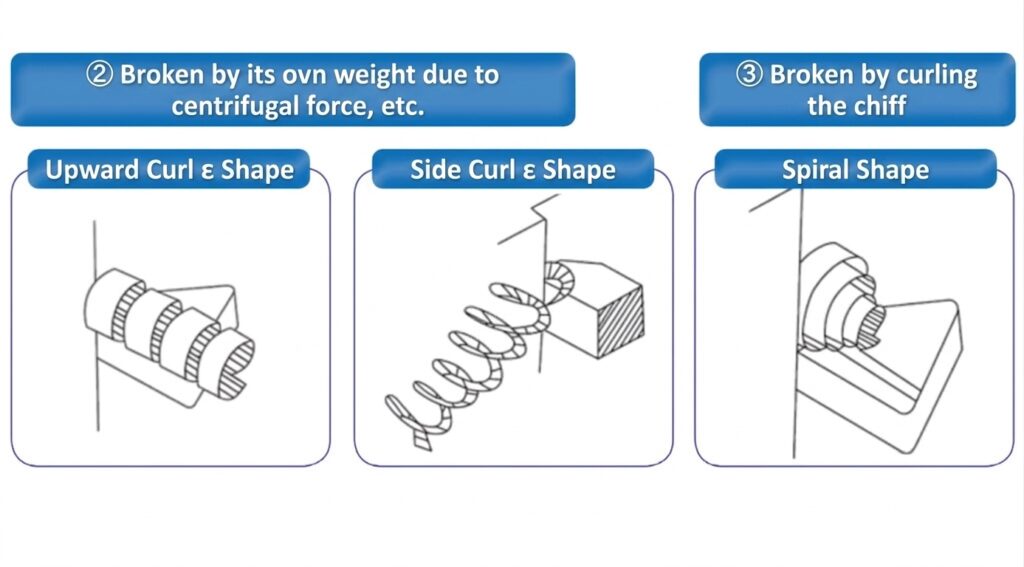
Idealne wióry
- Wióry spiralne z kilkoma zwojami — Umiarkowanie zwinięte i naturalnie łamane
- Umiarkowanie łamane wióry w kształcie litery C — Nie za krótkie i nie za długie, łatwe do odprowadzenia
Niepożądane wióry
❌ Nadmiernie długie, ciągłe wióry
Owijają się one wokół przedmiotu obrabianego lub narzędzia i zarysowują obrobioną powierzchnię. W maszynach automatycznych mogą powodować zatrzymanie procesu z powodu słabego odprowadzania.
❌ Ekstremalnie drobne i twarde wióry
Wskazuje to, że łamacz zbyt silnie ogranicza wiór. Zwiększa to obciążenie krawędzi skrawającej, prowadząc do krótszej żywotności narzędzia i większego ryzyka pęknięcia.
PUNKT
Idealny wiór jest „nie za krótki, nie za długi i łatwy do odprowadzenia”
Celem nie jest po prostu łamanie wiórów; ważna jest równowaga.
6. Podstawowe kryteria wyboru łamacza wióra
Istnieją trzy główne podstawowe kryteria, które należy wziąć pod uwagę przy wyborze łamacza wióra.
① Obszar obróbki
Odwołuje się to do kategorii obróbki wykończeniowej, średniej i zgrubnej. Ponieważ wymagana ostrość, wytrzymałość krawędzi skrawającej i zdolność łamania i ewakuacji wióra różnią się, należy wybrać system łamacza wióra odpowiedni do obszaru obróbki.
② Materiał obrabianego przedmiotu
Tworzenie się wiórów znacznie różni się w zależności od materiału obrabianego przedmiotu, takiego jak stal, stal nierdzewna, żeliwo, non-ferrous metals i stopy żaroodporne. Każdy producent dostarcza systemy łamaczy wiórów odpowiadające klasyfikacjom ISO (P/M/K/N/S/H).
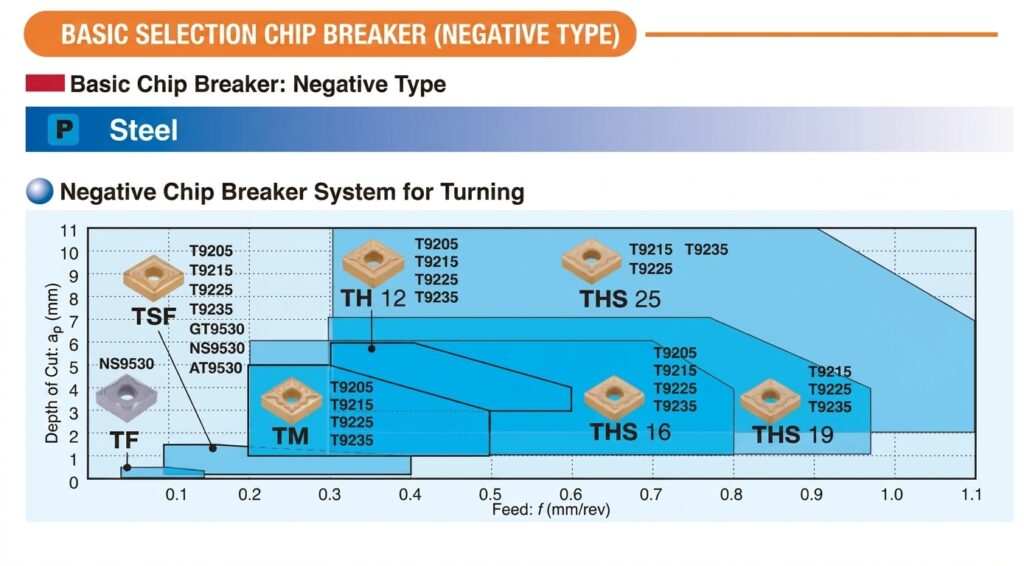
③ Zakres Głębokości skrawania (ap) i Posuwu (f)
Każdy łamacz ma swój własny odpowiedni zakres Głębokości skrawania i Posuwu. Użyj mapy wyboru łamacza wióra (ap × f) przedstawionej w katalogach, aby wybrać łamacz odpowiadający warunkom obróbki.
PUNKT
Jak czytać mapę wyboru łamacza wióra
Oś pozioma przedstawia Posuw (f), oś pionowa Głębokość skrawania (ap), a odpowiedni zakres każdego łamacza jest wskazany jako obszar. Sprawdź, w który obszar wpadają Twoje warunki obróbki i wybierz odpowiedni łamacz.
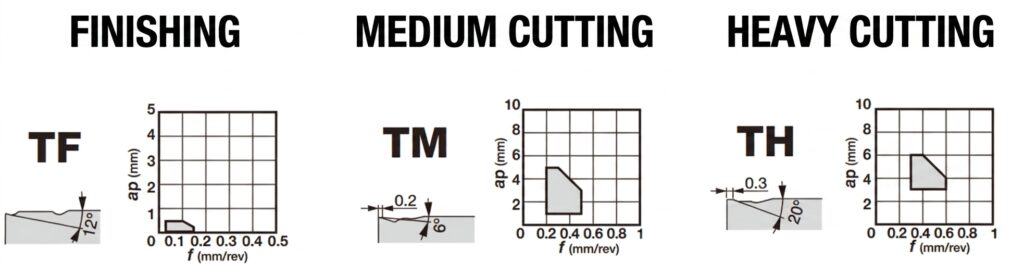
7. Różnice między łamaczami wióra do obróbki wykończeniowej, średniej i zgrubnej
Wymagana wydajność łamacza znacznie różni się w zależności od obszaru obróbki.
| Pozycja | Do obróbki wykończeniowej | Do obróbki średniej | Do obróbki zgrubnej |
|---|---|---|---|
| Posuw i Głębokość skrawania | Niski Posuw, płytka Głębokość skrawania | Zakres średni | Duży Posuw, głęboka Głębokość skrawania |
| Ostrość | Ostra (niski opór) | Typ zrównoważony | Zorientowana na wytrzymałość |
| Wytrzymałość krawędzi skrawającej | Niższa | Średni | Wysoka |
| Jakość powierzchni | ◎ Korzystne | ○ Dobre | △ Niekorzystne |
| Łamanie i ewakuację wióra | Obsługuje cienkie wióry | Obsługuje szeroki zakres warunków | Skutecznie łamie grube wióry |
| Zakres Application | Wąski (ograniczone warunki) | Szeroki (pierwszy wybór do produkcji masowej) | Nadaje się do ciężkiego i przerywanego skrawania |
Łamacz wióry do obróbki wykończeniowej
Zaprojektowane z naciskiem na ostrość w zakresie niskiego Posuwu i płytkiej Głębokości skrawania. Są korzystne dla jakości powierzchni i utrzymują niski opór skrawania. Jednak wytrzymałość krawędzi skrawającej może być niewystarczająca w trudnych warunkach lub przy skrawaniu przerywanym.
Łamacz wióry do obróbki średniej
Są najbardziej wszechstronne i zaprojektowane tak, aby łatwo pokryć szeroki zakres warunków. W zakładach produkcji masowej często są pierwszym wyborem; w razie wątpliwości standardowym podejściem jest wypróbowanie łamacza do obróbki średniej.
Łamacz wióry do obróbki zgrubnej
Solidne konstrukcje, które obsługują duże Głębokości skrawania, Dużymi posuwami i ciężkie skrawanie. Silnie zginają wióry i zapewniają wysoką wytrzymałość krawędzi skrawającej, ale mogą być niekorzystne pod względem niskiego oporu i jakości wykończonej powierzchni.
8. Łamacz wióry działają w połączeniu z warunkami skrawania
Wybór łamacza wióra nie kończy się na samej Geometry łamacza. Sposób jego działania zmienia się w zależności od kombinacji z warunkami obróbki.
Warunki obróbki, które wpływają na wydajność łamacza
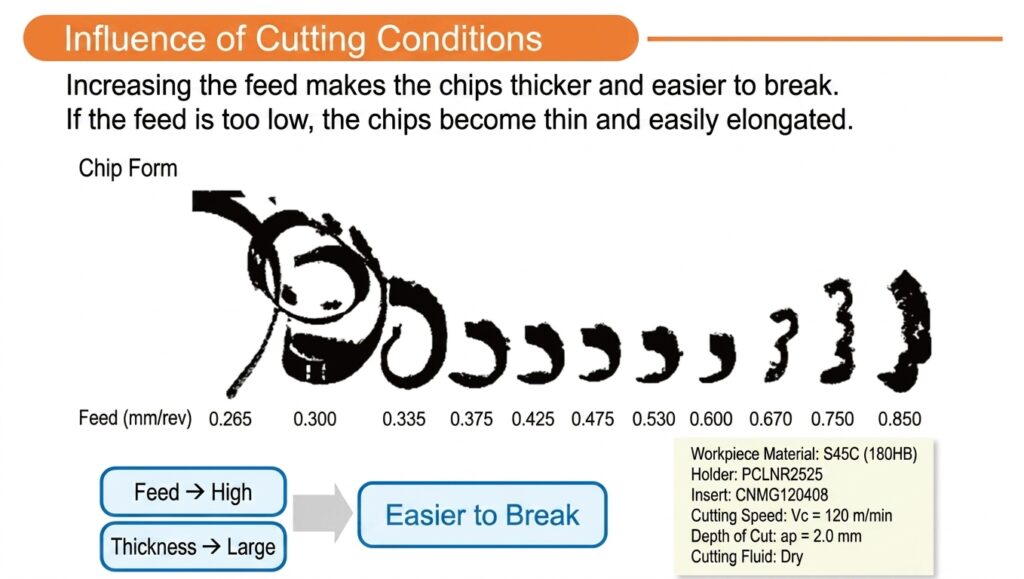
- Posuw (f) — Jeśli Posuw jest zbyt niski, wióry stają się cienkie i trudne do złamania. Jeśli jest zbyt wysoki, nadmierne ograniczenie zwiększa obciążenie krawędzi skrawającej.
- Głębokość skrawania (ap) — Jeśli jest zbyt płytka, szerokość wióra staje się niewystarczająca, a łamacz jest mniej skuteczny.
- Prędkość skrawania (Vc) — Ogólnie, wraz ze wzrostem prędkości skrawania, efektywny zakres łamacza ma tendencję do zwężania się.
- Chłodziwo — Efektywny zakres zmienia się w zależności od obecności lub braku płynu chłodzącego i metody dostarczania. Chłodziwo pod wysokim ciśnieniem wspomaga odprowadzanie i łamanie wiórów.
- Kąt oprawki (kąt przystawienia) — Zmienia kierunek przepływu wióra, grubość i szerokość, wpływając na sposób działania łamacza.
PUNKT
Wybór łamacza nie kończy się na samym łamaczu
Jest on określany przez kombinację Posuwu, Głębokości skrawania, prędkości i Chłodziwa. Ogólnie, wraz ze wzrostem prędkości skrawania temperatura wióra wzrasta, a wiór staje się bardziej miękki, więc zakres Posuwu i Głębokości skrawania, w którym łamacz jest skuteczny, staje się węższy.
9. Uwagi dotyczące materiału obrabianego przedmiotu
Tworzenie się wiórów znacznie różni się w zależności od rodzaju materiału obrabianego przedmiotu, a także zmieniają się wymagane cechy łamacza wióra. Kluczowe punkty dla każdej grupy materiałów są podsumowane poniżej zgodnie z klasyfikacjami materiałów obrabianych ISO (P/M/K/N/S/H).
ISO P Stal (stal węglowa i stal stopowa)
- Reprezentatywny materiał, do którego łatwo zastosować łamacz. W odpowiednich warunkach stosunkowo łatwo jest osiągnąć docelowy kształt wióra.
- Ogólnie, łamanie i ewakuację wióra jest dobre, a siła skrawania mieści się w stabilnym zakresie.
- Stal niskowęglowa (C<0,25%) jest plastyczna i podatna na adhezję, w tym narost na krawędzi. Ostra krawędź skrawająca i dodatni kąt natarcia są skuteczne. Utrzymywanie Głębokości skrawania na poziomie lub powyżej promienia naroża poprawia łamanie i ewakuację wióra.
- W stalach wysokostopowych i stalach o wysokiej twardości, wytwarzanie ciepła wzrasta, a efektywny zakres łamacza ma tendencję do zwężania się.
ISO M Stal nierdzewna
- Reprezentatywny materiał, który ma tendencję do wytwarzania długich wiórów i jest trudny do kontrolowania.
- Austenityczna stal nierdzewna jest podatna na umocnienie przez zgniot, wytwarzając twarde wióry i narost na krawędzi. Zaleca się ostrą krawędź skrawającą i dodatnią Geometry.
- Dupleksowa stal nierdzewna ma wysoką wytrzymałość na rozciąganie i duże siły skrawania. Wióry stają się grube i twarde, stwarzając ryzyko uderzeń wiórów lub uszkodzenia krawędzi skrawającej spowodowanego uderzeniem wióra.
- Skuteczne jest połączenie dedykowanych systemów łamacza wiórów do obróbki wykończeniowej, średniej i zgrubnej z chłodziwem pod wysokim ciśnieniem.
- Ważne jest, aby skrawać poniżej warstwy umocnionej przez zgniot i utrzymywać stałą głębokość skrawania.
ISO K Żeliwo
- Charakteryzuje się krótkimi wiórami, które łatwo się łamią; łamanie i ewakuację wióra są ogólnie dobre.
- Żeliwo szare (GCI) ma wysokie właściwości samoczynnego łamania, a wióry mają tendencję do łamania się krótko. Odporność na zużycie ścierne jest ważniejsza niż funkcja łamania wiórów przez łamacz.
- Żeliwo sferoidalne (NCI) ma tendencję do tworzenia narostu na krawędzi, a w miękkich gatunkach ferrytycznych dominuje zużycie adhezyjne.
- CGI (żeliwo z grafitem wermikularnym) ma wytrzymałość na rozciąganie 2 do 3 razy wyższą niż GCI, co skutkuje wyższą siłą skrawania i wytwarzaniem ciepła.
- ADI (żeliwo sferoidalne austenityczne) skraca żywotność narzędzia o 40 do 50% w porównaniu z NCI. Należy zwrócić uwagę na wysokie dynamiczne siły skrawania.
- Często stosuje się ujemne płytki, które podkreślają wytrzymałość krawędzi skrawającej.
ISO N non-ferrous metals (aluminium, stopy miedzi itp.)
- Stopy aluminium mają niskie siły skrawania i mają tendencję do wytwarzania długich wiórów. Jeśli są stopowe, łamanie i ewakuację wióra jest stosunkowo łatwa.
- Czyste aluminium ma wysoką adhezję, co sprawia, że ostra krawędź skrawająca i wysoka Cutting speed są niezbędne.
- Aluminium o zawartości Si 13% lub wyższej jest bardzo ścierne, a narzędzia PCD są skuteczne.
- Stopy miedzi, takie jak mosiądz i brąz, generują stosunkowo krótkie wióry. Wolnoskrawające stopy miedzi mają niską zależność od łamacza wiórów.
- Ogólnie, ostre krawędzie skrawające i dodatnia Geometry są podstawowymi wymaganiami. Łamacz wióry o słabym efekcie łamania są również opcją, gdy priorytetem jest ostrość.
ISO S Stopy żaroodporne i tytan (HRSA)
Stopy na bazie niklu, takie jak Inconel
- Wytrzymałość w wysokich temperaturach jest wysoka, a generowane są segmentowane wióry, które są trudne do złamania.
- Wysokie dynamiczne siły skrawania tworzą duże obciążenie krawędzi skrawającej. Należy uważać na zużycie karbu i narost na krawędzi.
- Zaleca się okrągłe płytki o dużym kącie przystawienia i dodatniej geometry.
Stopy tytanu
- Przewodność cieplna jest niska, więc ciepło skrawania koncentruje się na krawędzi skrawającej.
- Cienkie wióry stykają się z wąskim obszarem powierzchni natarcia, tworząc skoncentrowane obciążenie w pobliżu krawędzi skrawającej.
- Jeśli Cutting speed jest zbyt wysoka, reakcje chemiczne z materiałem narzędzia mogą stwarzać ryzyko nagłego pęknięcia.
- Wymagana jest ostra i wytrzymała krawędź skrawająca.
Stopy na bazie kobaltu
- Należą do najtrudniejszych w obróbce materiałów, o wysokiej odporności na korozję w wysokich temperaturach. Specyficzny opór skrawania jest niezwykle wysoki i wynosi od 2700 do 3100 N/mm².
Wspólne punkty
- Kombinacja Chłodziwa pod wysokim ciśnieniem i dedykowanych łamaczy wiórów jest niezbędna.
- Łamanie i ewakuację wióra w zakresie niskich prędkości i niskich posuwów jest wyzwaniem.
- Obrabialność znacznie różni się między materiałami wyżarzonymi a utwardzanymi starzeniowo, dlatego przed wyborem łamacza wióra należy potwierdzić stan obróbki cieplnej.
ISO H Hardened steel (50 do 68 HRc)
- Głównie stosowane w operacjach wykończeniowych. Specyficzny opór skrawania jest wysoki i wynosi od 2550 do 4870 N/mm², ale łamanie i ewakuację wióra jest stosunkowo dobra.
- Narzędzia CBN są głównym nurtem, a łamacze wióry 3D mogą poprawić łamanie i ewakuację wióra, zapewnić kąt natarcia i tłumić drgania.
- Odkształcenie plastyczne spowodowane wysoką temperaturą skrawania i odporność na zużycie ścierne są ważnymi kwestiami.
10. Punkty do przeglądu, gdy coś nie działa prawidłowo
Poniższa tabela podsumowuje typowe objawy, główne przyczyny i środki zaradcze, gdy występują problemy związane z wiórami.
| Objaw | Główne przyczyny | Środki zaradcze |
|---|---|---|
| Wytwarzane są długie wióry | Niewystarczający Posuw / niewystarczająca Głębokość skrawania / zbyt duży promień naroża / nieodpowiedni kąt przystawienia | Zwiększyć Posuw / zwiększyć Głębokość skrawania / zmniejszyć promień naroża / ponownie ocenić kąt przystawienia |
| Wióry są zbyt krótkie i twarde, powodując duże obciążenie krawędzi skrawającej | Nadmierny Posuw / zbyt mały promień naroża / zbyt silne ograniczenie łamacza, co oznacza nieprawidłowy wybór łamacza | Zmniejszyć Posuw / zmienić na łamacz do Dużymi posuwami / rozważyć łamacz o słabszym efekcie łamania |
| Słaba jakość obrobionej powierzchni | Wióry uderzają i zarysowują powierzchnię przedmiotu obrabianego / grubość wióra wzrasta z powodu ograniczenia łamacza / narost na krawędzi | Ponownie ocenić łamacz i warunki skrawania / zmienić na łamacz o słabszym ograniczeniu / zwiększyć Cutting speed, aby stłumić narost na krawędzi |
💡 Częste błędne przekonania
| Błędne przekonanie | Rzeczywistość |
|---|---|
| Zmiana łamacza rozwiązuje wszystko | Nie zadziała, jeśli Posuw, Głębokość skrawania, prędkość, Chłodziwo i kąt oprawki nie będą również odpowiednie. |
| Im drobniejsze wióry, tym lepiej | Jeśli wióry są zbyt drobne, obciążenie krawędzi skrawającej wzrasta, powodując krótszą żywotność narzędzia i pęknięcia. |
| Należy sprawdzić tylko jakość powierzchni | Wióry mogą uderzać w powierzchnię przedmiotu obrabianego i powodować zarysowania. Należy również sprawdzić kształt wiórów. |
Podsumowanie — Najważniejsze kwestie dotyczące doboru łamacza wiórów
Łamacz wióra to nie tylko „rowek, który łamie wióry”; odnosi się do całego zestawu specyfikacji krawędzi skrawającej, włączając w to kąt natarcia, listwę i honowanie. Jest to kluczowy czynnik wpływający na stabilność procesu, który jednocześnie decyduje o kontroli wiórów, odporności na ścieranie oraz wytrzymałości krawędzi skrawającej.
- Wybór Geometry i optymalizacja warunków działają jako zestaw — Zmiana samego łamacza nie przyniesie pożądanego efektu, jeśli warunki są nieodpowiednie.
- Użyj mapy wyboru łamacza wióra — Sprawdź łamacz odpowiedni do warunków obróbki, korzystając z map katalogowych według klasyfikacji P/M/K/N/S/H.
- Rozważ cechy materiału obrabianego przedmiotu — Ponieważ tworzenie się wiórów różni się w zależności od materiału, wybierz system łamacza wióra odpowiedni do materiału obrabianego przedmiotu.
- „Brak” lub „słaby” może być również poprawny — W zależności od celu obróbki, płaska powierzchnia lub łamacz o słabym ograniczeniu może być również skuteczną opcją.
- Sprawdź kształt wióra — Idealny kształt to „nie za krótki, nie za długi i łatwy do odprowadzenia”. Obserwuj wióry po obróbce i wykorzystaj je jako wskazówki do poprawy.
WNIOSKI
Wybór optymalnego łamacza zgodnie z charakterystyką materiału obrabianego przedmiotu i warunkami obróbki jest kluczem do produkcji wysokiej jakości produktów
Poprzez prawidłowe zrozumienie łamacza wiórów i optymalizację balansu między „łamaniem i ewakuacją wióra ”, „oporem skrawania” i „wytrzymałością krawędzi skrawającej”, można osiągnąć zarówno jakość obróbki, jak i produktywność.