

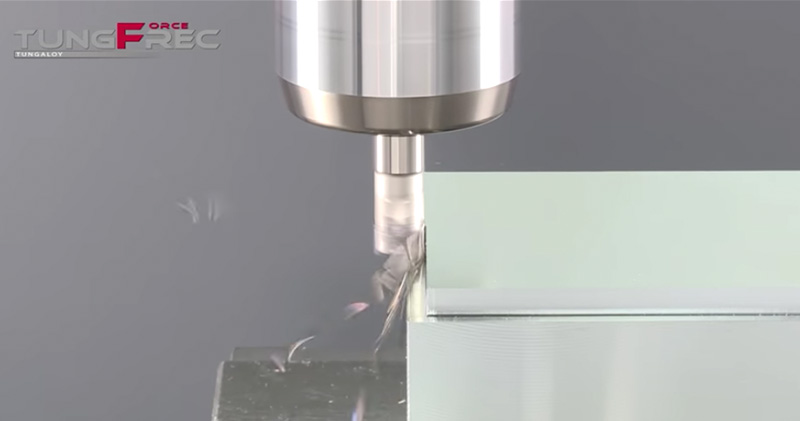
Versatile shoulder milling cutter with unique V-shaped insert bottom for maximum productivity
TungForce-Rec, a new miniature shoulder milling series, features a unique clamping system offering exceptional stability in machining small pockets and slots

Applications & Features
Applications








Features
1. Strong cutter body design
• V shape insert design enables the cutter to have a thick core and insert backing.
• Ensures high productivity and stability.

2. Extremely secure insert clamping
• V shape design prevents insert movement during machining.
• Eliminates premature insert failure, while providing machining stability.

2. Sharp and strong cutting edge for increased productivity
• High productivity and stability are achieved with the unique cutting edge design.
Large rake angle and obtuse fl ank surface provide low cutting force and anti-chipping performance.

Large rake angle off ers low cutting force but small cross section area leads to chipping on the edge.

Inserts & Grades
Inserts
AV*T04
- Maximum depth of cut: 4 mm
- Unique V-shape insert for high precision shoulder milling
AV*T06
- Maximum depth of cut: 6 mm
- Unique V-shape insert for high precision shoulder milling

AV*T12
- Maximum depth of cut: 11.5 mm
- Unique V-shape insert for high precision shoulder milling

AVGW12
- Maximum depth of cut: 4.5 mm
AV*T18
- Maximum depth of cut: 16.5 mm
- Unique V-shape insert for high precision shoulder milling
Main Grades
AH120
![]()
![]()
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for machining steel, stainless steel, and cast iron under general cutting conditions
AH3135
![]()
![]()
- High fracture resistance
- Suitable for machining steel and stainless steel under general cutting conditions
AH3225
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for steel and stainless steel
Cutter bodies



Practical examples
Example #1
| Part: | Machine parts |
| Material: | SUS304 / X5CrNiMo18-9 |
| Cutter: | EPAV04M008C08.0R02 (ø8 mm, z=2) |
| Insert: | AVMT040204PPER-MM |
| Grade: | AH3225 |
| Cutting conditions: | Vc = 150 (m/min) fz = 0.08 (mm/t) Vf = 895 (mm/min) ap = 1.429 (mm) ae = 8 (mm) Application: Slotting Coolant: Air blast Machine: Vertical M/C, BT50 |

Example #2
| Part: | Machine parts |
| Material: | SS400 / E275A |
| Cutter: | EPAV06M014C12.0R03 (ø14 mm, z=3) |
| Insert: | AVGT060302PBER-MJ |
| Grade: | AH3225 |
| Cutting conditions: | Vc = 264 (m/min) fz = 0.125 (mm/t) Vf = 1,500 (mm/min) ap = 6 (mm) ae = 3 (mm) Application: Shoulder milling Coolant: Wet (External) Machine: Vertical M/C, BT40 |

Example #3
| Part: | Machine parts |
| Material: | Cast aluminum |
| Cutter: | TPAV12M050B22.0R12 (ø50 mm, z = 12) |
| Insert: | AVGT120408PDFR-AM |
| Grade: | KS05F |
| Cutting conditions: | Vc = 950 (m/min) fz = 0.15 (mm/t) Vf = 11,000 (mm/min) ap = 6(mm) ae = 35 (mm) Application: Face milling Coolant: Wet (External) Machine: Vertical M/C, BT50 |

Standard cutting conditions
TungForce-Fec 04
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) | Feed per tooth fz (mm/t) | |
|---|---|---|---|---|---|---|---|
 |
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.12 | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.12 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 200 | 0.05 – 0.1 | ||
 |
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3225 | 80 – 180 | 0.05 – 0.1 | |
 |
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH120 | 100 – 300 | 0.05 – 0.12 | |
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH120 | 100 – 250 | 0.05 – 0.12 | ||
 |
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| Superalloys Inconel 718, etc. |
– | First choice | AH120 | 20 – 40 | 0.04 – 0.07 | ||
 |
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH120 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH120 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Fec 06
| ISO | Workpiece materials | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 430 | 0.04 – 0.12 | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 350 | 0.04 – 0.12 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.04 – 0.12 | ||
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3135 | 80 – 220 | 0.04 – 0.1 | |
|
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 330 | 0.04 – 0.12 | |
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 240 | 0.04 – 0.12 | ||
 |
Aluminium alloys Si < 13% |
– | First choice | DS2005, KS05F | 300 – 1000 | 0.04 – 0.12 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005, KS05F | 100 – 230 | 0.04 – 0.12 | ||
|
Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH130 | 20 – 90 | 0.04 – 0.1 | |
| – | For wear resistance | AH8015 | 20 – 90 | 0.04 – 0.1 | |||
| Superalloys Inconel 718, etc. |
– | First choice | AH130 | 20 – 65 | 0.04 – 0.09 | ||
| – | For wear resistance | AH8015 | 20 – 65 | 0.04 – 0.09 | |||
|
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 50 – 70 | 0.04 – 0.08 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 65 | 0.04 – 0.06 | ||
TungForce-Fec 12
| ISO | Workpiece materials | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.06 – 0.22 | |
| – 200 HB | Wear resistance | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.06 – 0.22 | ||
| – 300 HB | Wear resistance | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 200 | 0.06 – 0.22 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 200 – 400 | 0.06 – 0.15 | |||
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3225 | 80 – 180 | 0.07 – 0.2 | |
|
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.18 | |
| 150 – 250 HB | Wear resistance | T1215 | 200 – 400 | 0.05 – 0.12 | |||
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 250 | 0.05 – 0.18 | ||
| 150 – 250 HB | Wear resistance | T1215 | 150 – 300 | 0.05 – 0.12 | |||
|
Aluminium alloys Si < 13% |
– | First choice | DS2005, KS05F | 300 – 1,500 | 0.05 – 0.32 | |
| – | Wear resistance | DX160 | 500 – 2,000 | 0.05 – 0.2 | |||
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005, KS05F | 100 – 200 | 0.05 – 0.32 | ||
| – | Wear resistance | DX160 | 200 – 800 | 0.05 – 0.2 | |||
|
Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH8015 | 20 – 60 | 0.04 – 0.15 | |
| – 40 HRC | Fracture resistance | AH3225 | 20 – 60 | 0.04 – 0.15 | |||
| Superalloys Inconel 718, etc. |
– 40 HRC | First choice | AH8015 | 20 – 40 | 0.04 – 0.15 | ||
| – 40 HRC | Fracture resistance | AH120 | 20 – 40 | 0.04 – 0.15 | |||
|
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Rec 18
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| MM | MT | AM | |||||||
|
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.06 – 0.22 | 0.07 – 0.28 | – | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 200 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3225 | 80 – 180 | 0.07 – 0.2 | 0.07 – 0.25 | – | |
|
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.22 | 0.06 – 0.28 | – | |
| 150 – 250 HB | Wear resistance | T1215 | 200 – 400 | 0.05 – 0.18 | – | – | |||
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 250 | 0.05 – 0.22 | 0.06 – 0.28 | – | ||
| 150 – 250 HB | Wear resistance | T1215 | 150 – 300 | 0.05 – 0.18 | – | – | |||
|
Aluminium alloys Si < 13% |
– | First choice | DS2005 KS05F |
300 – 1500 | – | – | 0.05 – 0.32 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005 KS05F |
100 – 200 | – | – | 0.05 – 0.32 | ||
|
Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH8015 | 20 – 60 | 0.04 – 0.15 | – | – | |
| Superalloys Inconel 718, etc. |
– | First choice | AH8015 | 20 – 40 | 0.04 – 0.15 | 0.05 – 0.18 | – | ||
|
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 50 – 150 | 0.04 – 0.07 | 0.05 – 0.1 | – |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 70 | 0.04 – 0.07 | 0.05 – 0.1 | – | ||
For more information about this product, visit our online e-catalog or download the product report:
e-Catalog


Aplikacje i przydatne narzędzia
 Tungaloy APP
Tungaloy APP TUNG NaviNawigator do wyboru odpowiedniego narzędzia TUNGALOY
TUNG NaviNawigator do wyboru odpowiedniego narzędzia TUNGALOY Kalkulator parametrów
Kalkulator parametrów
Kalkulator do obliczania parametrów skrawania Przewodnik doboru płytek do toczenia
Przewodnik doboru płytek do toczenia
Przewodnik doboru łamaczy i gatunków do płytek tokarskich Tungaloy Success ReportPrzeglądaj TSR Tungaloy, aby uzyskać informacje o obróbce niestandardowej z łatwym wyszukiwaniem
Tungaloy Success ReportPrzeglądaj TSR Tungaloy, aby uzyskać informacje o obróbce niestandardowej z łatwym wyszukiwaniem Przewodniki techniczneUzyskaj dostęp do przewodników technicznych Tungaloy, aby uzyskać cenne informacje, odniesienia i zasoby.
Przewodniki techniczneUzyskaj dostęp do przewodników technicznych Tungaloy, aby uzyskać cenne informacje, odniesienia i zasoby. MatrixSystem zarządzania narzędziami
MatrixSystem zarządzania narzędziami Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.