

High-speed face milling with superior surface finish
Economical face milling cutter with high productivity for all materials

Applications & Features
Applications

Features
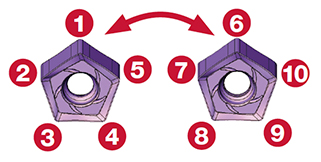
1. Economical pentagonal insert
• Double-sided insert with 10 cutting edges.
2. Low cutting force
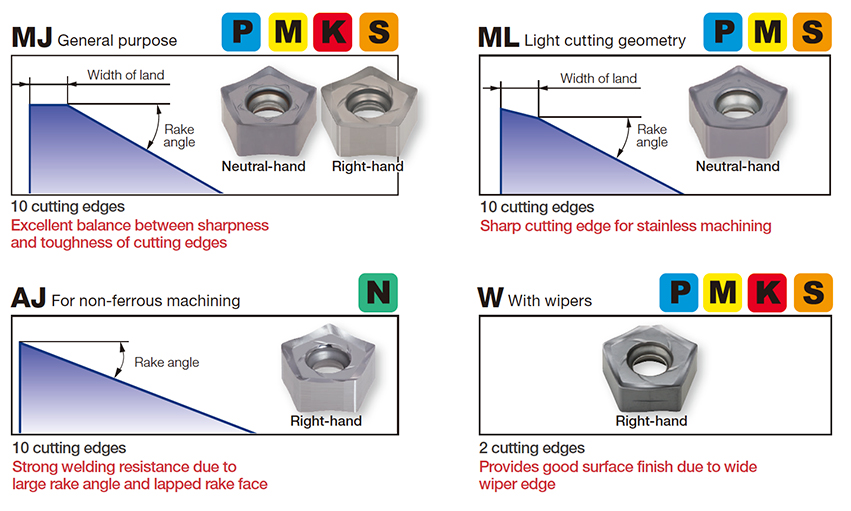
3. Wide line-up of inserts for various machining
Inserts & Grades
Inserts

PN*U0905
- Maximum depth of cut = 6.4 mm (except -W)
- 10 corner inserts for face milling
- PNCU0905-W is wide wiper insert (2 corners)
Main Grades
AH3135
![]()
![]()
- High fracture resistance
- Suitable for machining steel and stainless steel under general cutting conditions
AH3225
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for steel and stainless steel
AH8015
![]()
![]()
![]()
![]()
![]()
- Good balance between wear and fracture resistance
- First choice for machining heat-resistant alloy under general cutting conditions
Cutter bodies

Practical examples
Example #1
General Engineering
| Part: | Pump housing |
| Material: | SKD11 |
| Cutter: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| Insert: | PNCU0905GNEN-ML |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 120 (m/min) fz = 0.25 (mm/t) Vf = 458 (mm/min) ap = 3 (mm) ae = 60 (mm) Application: Face milling Coolant: Dry Machine: Horizontal M/C |

Example #2
General Engineering
| Part: | Rolling die material |
| Material: | Tool steel |
| Cutter: | TEN09R160M50.8-12 (ø160 mm, z = 12) |
| Insert: | PNMU0905GNEN-MJ |
| Grade: | AH3225 |
| Cutting conditions: | Vc = 300 (m/min) fz = 0.1 (mm/t) Vf = 716 (mm/min) ap = 0.8 (mm) ae = 50 (mm) Application: Face milling Coolant: Dry Machine: Horizontal M/C |

Example #3
General Engineering
| Part: | EGR valve |
| Material: | FC250 / 250 |
| Cutter: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| Insert: | PNCU0905GNEN-MJ |
| Grade: | AH120 |
| Cutting conditions: | Vc = 390 (m/min) fz = 0.15 (mm/t) Vf = 900 (mm/min) ap = 0.9 (mm) ae = 75 (mm) Application: Face milling Coolant: External supply Machine: Vertical M/C、6kW |
| Process: | , |
| Machine: |

Standard cutting conditions
| ISO | Workpiece materials | Hardness | Selection criteria |
Recommended grade |
Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steels S15C, C15E4, etc. C15, etc. |
200 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 200 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 200 – 300 HB | Wear resistance | T3225 | MJ | 200 – 350 | 0.1- 0.3 | ||
| 200 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| High carbon steels, alloyed steels S45C, SCM440, etc. C45, 42CrMo4, etc. |
150 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1- 0.35 | |
| 150 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 150 – 300 HB | Wear resistance | T3225 | MJ | 180 – 300 | 0.1- 0.3 | ||
| 150 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| Prehardened steels NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1- 0.3 | |
| 30 – 40 HRC | Low cutting force | AH3225 | ML | 100 – 200 | 0.1- 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | MJ | 150 – 250 | 0.1- 0.25 | ||
| Stainless steels SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | First choice | AH3135 | ML | 100 – 200 | 0.1 – 0.3 | |
| – 200 HB | Fracture resistance | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| – 200 HB | Wear resistance | T3225 | MJ | 100 – 250 | 0.1 – 0.3 | ||
| Grey cast irons FCD400, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Aluminium alloys Si < 13% |
– | First choice | DS2005, KS05F | AJ | 500 – 1500 | 0.1 – 0.5 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005, KS05F | AJ | 150 – 500 | 0.1 – 0.5 | |
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH3135 | ML | 30 – 60 | 0.1 – 0.3 | |
| – 40 HRC | Fracture resistance | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| – 40 HRC | Wear resistance | AH8015 | ML | 30 – 60 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | First choice | AH8015 | MJ | 10 – 40 | 0.04 – 0.1 | |
| Hardened materials SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | MJ | 80 – 150 | 0.05 – 0.15 | |
| 40 – 50 HRC | Fracture resistance | AH3225 | MJ | 80 – 150 | 0.05 – 0.15 |
- Remove excessive chips with an air blast to prevent chip jamming.
- Use water-soluble coolant to avoid built-up edge in case extreme welding occurs on cutting edges. (ex. aluminium machining).
- For operations with a varied depth of cut (ex. casting skin) and machining of workpiece materials with interrupted surface, the feed (fz) should be set to the lower recommended value shown in the above table.
- Cutting conditions may be limited depending on machine power, workpiece rigidity,and spindle output. When the cutting width, depth or overhang length is large,
set Vc and fz to the lower recommended values and check the machine power and vibration.
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial


Aplikacje i przydatne narzędzia
 Tungaloy APP
Tungaloy APP TUNG NaviNawigator do wyboru odpowiedniego narzędzia TUNGALOY
TUNG NaviNawigator do wyboru odpowiedniego narzędzia TUNGALOY Kalkulator parametrów
Kalkulator parametrów
Kalkulator do obliczania parametrów skrawania Przewodnik doboru płytek do toczenia
Przewodnik doboru płytek do toczenia
Przewodnik doboru łamaczy i gatunków do płytek tokarskich Tungaloy Success ReportPrzeglądaj TSR Tungaloy, aby uzyskać informacje o obróbce niestandardowej z łatwym wyszukiwaniem
Tungaloy Success ReportPrzeglądaj TSR Tungaloy, aby uzyskać informacje o obróbce niestandardowej z łatwym wyszukiwaniem Przewodniki techniczneUzyskaj dostęp do przewodników technicznych Tungaloy, aby uzyskać cenne informacje, odniesienia i zasoby.
Przewodniki techniczneUzyskaj dostęp do przewodników technicznych Tungaloy, aby uzyskać cenne informacje, odniesienia i zasoby. MatrixSystem zarządzania narzędziami
MatrixSystem zarządzania narzędziami Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.