Frezarki do rowków jako opcja obróbki ─ Rozszerzanie możliwości za pomocą jednego narzędzia, od głębokiego rowkowania, ścian bocznych i odcinania po unikanie kolizji
Frezarki palcowe są często uważane za „staromodne narzędzia przeznaczone do odcinania i rowkowania”
W rzeczywistości są to jednak wysoce wszechstronne i wydajne narzędzia zdolne do pokrycia obszarów trudno dostępnych dla frezów palcowych, w tym głębokich rowków, precyzyjnych ścian bocznych, cienkich szczelin, wpustów, równoległej obróbki dwustronnej i unikania kolizji.
Posiadają wiele krawędzi skrawających na obwodzie, ułatwiają minimalizację wysięgu i pozwalają na użycie korzystnej średnicy narzędzia w stosunku do szerokości rowka. Wykorzystując te cechy, operacje obróbki, które wcześniej były porzucane z powodu drgań, ugięcia ścianek lub zatykania się wiórami, mogą zostać przekształcone w stabilne procesy masowej produkcji.
Niniejszy artykuł wyjaśnia podstawy frezarek do rowków, ich skuteczność oraz sposób ich wyboru. Zagłębia się również w ustawienia warunków, aby wydobyć ich wydajność, zwłaszcza często pomijaną koncepcję grubości wióra.

Czego dowiesz się z tego artykułu
- Czym jest frezarka do rowków? Różnice w stosunku do frezów palcowych
- Dlaczego frezarki do rowków są skuteczne w przypadku głębokich rowków, ścian bocznych i operacji odcinania
- Rodzaje frezarek do rowków i ich odpowiednie zastosowania
- Frezarki palcowe a frezarki do rowków: kluczowe kryteria prawidłowego wyboru narzędzia
- Podstawowe wskazówki dotyczące stabilnej obróbki
- Zrozumienie grubości wióra, gdy ae/DC jest małe
- Typowe problemy i punkty do przeglądu
- Frezarki specjalne jako opcja
- Podsumowanie
1. Czym jest frezarka do rowków? ─ Narzędzie, które tnie za pomocą „bocznych krawędzi obwodowych”
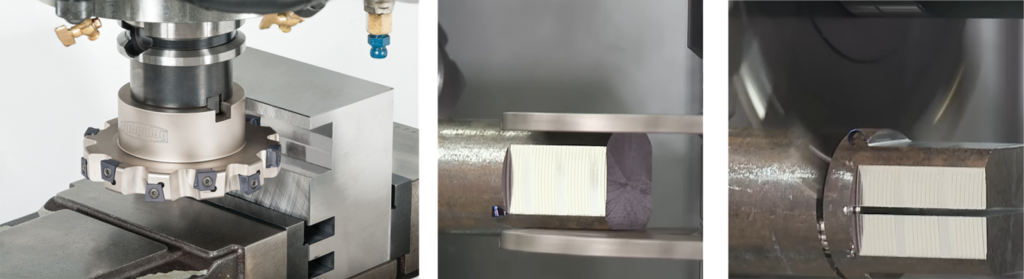
Frezarki do rowków to grupa narzędzi, które wykorzystują krawędzie skrawające na boku obwodu narzędzia do obróbki rowków, występów i powierzchni. Są one używane do głębokich i wąskich rowków, zastosowań wymagających precyzji ścian bocznych, odcinania, wpustów i równoległej obróbki dwustronnej.
Powszechnym błędnym przekonaniem jest to, że są to „staromodne narzędzia przeznaczone do odcinania i rowkowania” W rzeczywistej obróbce są one również skuteczne w przypadku frezowania występów i frezowania czołowego, gdzie wymagane jest unikanie kolizji. Wraz z rosnącym zastosowaniem obróbki 5-osiowej, ich wartość jest odkrywana na nowo jako narzędzi, które mogą zbliżać się do przedmiotu obrabianego z boku z krótką długością narzędzia.
Różnice w stosunku do podobnych narzędzi
| Narzędzie | Główne zalety | Różnica w stosunku do frezarek do rowków |
|---|---|---|
| Frez czołowy | Frezowanie czołowe | Nie nadaje się jako zamiennik do obróbki ścian bocznych |
| Frez palcowy | Obróbka ogólnego przeznaczenia | W głębokich rowkach wysięg staje się długi, co zwiększa prawdopodobieństwo ugięcia i drgań |
| Piła tarczowa | Odcinanie i cienkie rowkowanie | Wersja frezarki do rowków z cienkim ostrzem |

2. Typowe zastosowania, w których frezarki do rowków są skuteczne
Wąska szerokość w stosunku do głębokości
W przypadku frezów palcowych wysięg narzędzia staje się dłuższy, co zwiększa prawdopodobieństwo ugięcia, drgań i błędów wymiarowych. Frezarki do rowków są często korzystne, ponieważ nawet gdy narzędzie jest cienkie w stosunku do swojej średnicy, podparcie trzpienia i sztywność tarczy zapewniają stabilność.
Gdy wymagana jest dokładność kąta prostego i równoległość ścian bocznych
Frezowanie rowków jest bardzo skuteczne do kształtowania ścian bocznych. W frezowaniu grupowym, dwa Cuttery i podkładki dystansowe mogą umożliwić obróbkę dwóch równoległych powierzchni w jednym przejściu.
Podczas redukcji marnowanego materiału w operacjach odcinania i obróbki cienkich szczelin
Narzędzia z cienkim ostrzem mają mały naddatek skrawania, co pomaga zmniejszyć straty materiału. Nawet w głębokich i wąskich rowkach można osiągnąć wysoką wydajność, gdy geometria narzędzia i odprowadzanie wiórów są odpowiednio dopasowane.
Unikanie kolizji i dostępność w obróbce 5-osiowej
Frezarki do rowków mogą wchodzić cienko z boku w obszary, gdzie duże frezarki czołowe są trudne do zastosowania od przodu lub gdzie długie frezarki palcowe nie zapewniają wystarczającego prześwitu. W 5-osiowych centrach obróbczych zwiększona swoboda osi narzędzia sprawia, że frezarki do rowków są jeszcze cenniejszą opcją.
PUNKT
Opcja unikania kolizji przy jednoczesnym zapewnieniu sztywności
Frezarki palcowe nie są „narzędziami wyłącznie do rowkowania” Są one opcją, która poprawia wykonalność obróbki w głębokich rowkach, obróbce ścian bocznych, operacjach odcinania i obróbce z boku.
3. Podstawowa klasyfikacja frezarek do rowków ─ Jaki typ wybrać?
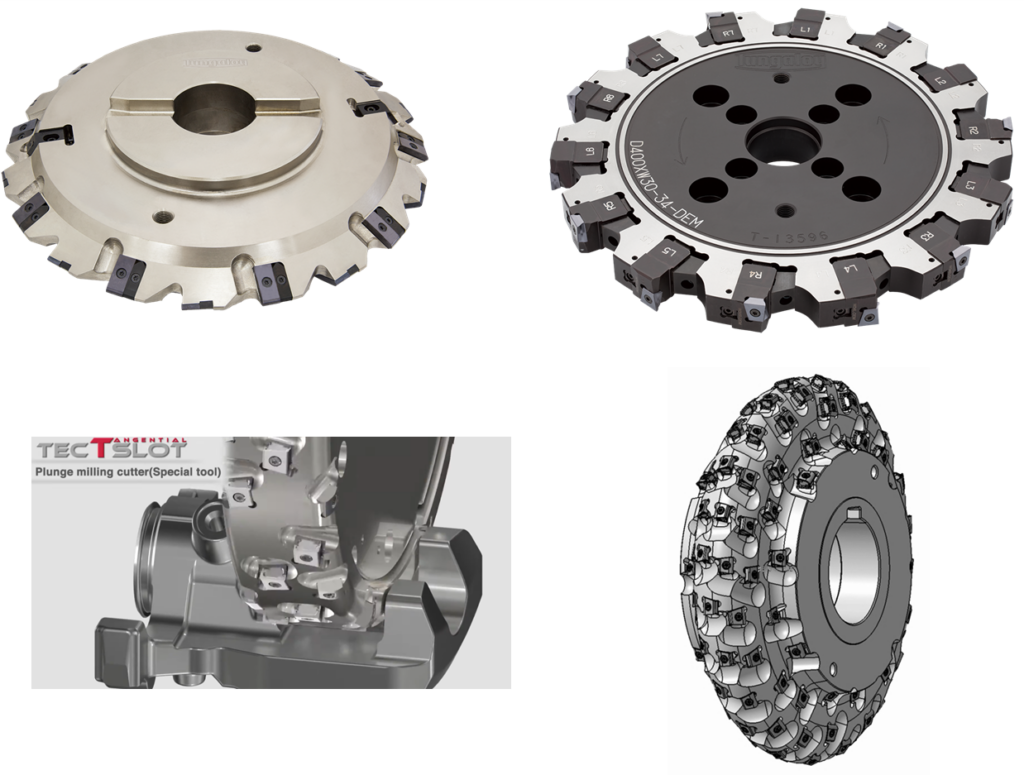
| Typ | Główne zastosowania | Odpowiednie sytuacje |
|---|---|---|
| Typ z cienkim ostrzem / piła tarczowa | Odcinanie i cienkie szczeliny | Głębokość większa niż szerokość, zmniejszona strata materiału |
| Frez boczno-czołowy | Rowki, ściany boczne i powierzchnie dolne | Stabilna obróbka, taka jak wpusty |
| Frez półboczny | Obróbka występów jednostronnych | Obróbka stopniowa i wykańczanie jednostronne |
| Frezarka do rowków kształtowych | Generowanie profili | Wysokowydajna obróbka i części do masowej produkcji |
Przy wyborze Cuttera należy sprawdzić szerokość skrawania, zakres szerokości, odprowadzanie wiórów i wymienność płytek. W przypadku produkcji masowej narzędzia z wymiennymi płytkami stają się silnym kandydatem.

4. Kryteria zmiany z frezów palcowych
Kiedy frezy palcowe są odpowiednie
Frezarki palcowe są odpowiednie, gdy ich wszechstronność jest korzystna, np. do płytkich rowków, złożonych kształtów, obróbki jednym narzędziem na maszynach ogólnego przeznaczenia i produkcji małoseryjnej, gdzie priorytetem jest efektywność ustawienia.
Kiedy frezarki do rowków są korzystne
Frezarki do rowków warto rozważyć w przypadku głębokich i wąskich rowków, precyzji ścian bocznych, odcinania i obróbki wąskich szczelin, długich długości obróbki, produkcji masowej, równoległej obróbki dwustronnej, unikania kolizji i obróbki z boku na maszynach 5-osiowych.
W razie wątpliwości: rozważ frezarkę do rowków, gdy zauważysz te oznaki
- Rowek jest głęboki, ale wąski
- Występują drgania przy frezie palcowym lub szerokość rowka jest niestabilna
- Wióry zatykają się, ściany boczne uginają się lub frez palcowy pęka
- Czas obróbki jest długi
- Narzędzie nie może wejść od przodu lub należy unikać długiego wysięgu
PUNKT
Frezarki do rowków są często jednymi z najbardziej wydajnych opcji do rowkowania
Ponieważ mają wiele krawędzi skrawających na obwodzie, mogą zmniejszyć niepotrzebny wysięg i pozwalają na użycie korzystnej średnicy w stosunku do szerokości rowka, przewaga nad frezami palcowymi staje się większa, zwłaszcza gdy szerokość rowka staje się mniejsza.
5. Podstawowe wskazówki dotyczące wydajności ─ Wysięg, liczba zębów i wióry
1. Utrzymuj wysięg tak krótki, jak to możliwe
Długość trzpienia, sztywność podparcia, dokładność podkładek dystansowych i dokładność montażu bezpośrednio wpływają na końcowy rezultat. Nadmierny wysięg może powodować ugięcie ścian bocznych, zmienność wymiarową i drgania.
2. Więcej zębów nie zawsze oznacza lepiej
Większa liczba zębów może poprawić wydajność, ale zmniejsza pojemność rowka wiórowego. W przypadku materiałów lepkich, zastosowań z długimi wiórami i głębokich rowków, zwiększenie liczby zębów może mieć odwrotny skutek. Może to również prowadzić do problemów z efektywną grubością wióra, o czym mowa później.
3. Nie lekceważ bicia
Brud na powierzchniach montażowych, niska dokładność podkładek dystansowych lub niewystarczające mocowanie mogą koncentrować obciążenie na określonych krawędziach skrawających. Może to prowadzić do złej jakości powierzchni, odprysków i pogorszenia szerokości, dlatego sprawdzenie przed montażem jest niezbędne.
4. Priorytetem jest odprowadzanie wiórów
Typowym problemem w głębokich rowkach jest ponowne skrawanie wiórów lub ich zatykanie. Zasięg Chłodziwa, kierunek odprowadzania wiórów i kierunek skrawania powinny być projektowane jako całość.
5. Żywotność narzędzia zmienia się w zależności od sposobu wejścia Cuttera w przedmiot obrabiany
Jeśli narzędzie nagle wchodzi z pełnym obciążeniem, grube wióry po stronie wyjścia i uderzenie mogą skrócić żywotność narzędzia. Wejście rolkowe i zmniejszenie posuwu przy wejściu to skuteczne środki zaradcze.
6. Najczęściej pomijany punkt w frezarkach do rowków ─ Grubość wióra
Ze względu na swoją strukturę, frezarki do rowków mają tendencję do pracy z małym ae/DC. Jeśli warunki skrawania są określane wyłącznie na podstawie pozornej prędkości posuwu, krawędź skrawająca może „trzeć, zamiast skrawać”
Podsumowanie
Narzędzie jest tylko lekko zaangażowane, a posuw jest jeszcze bardziej zmniejszony
Jest to najczęstszy wzorzec awarii frezarek do rowków. Gdy występuje hałas, przypalenie, przedwczesne zużycie lub słaba jakość powierzchni, najpierw sprawdź grubość wióra.
Kroki w celu przywrócenia prawidłowego skrawania
- Sprawdź, czy zapewniona jest wystarczająca grubość wióra dla stosunku ae/DC
- Zwiększ fz do odpowiedniej wartości
- W razie potrzeby zmniejsz liczbę zębów, aby zwiększyć pracę wykonywaną przez każdy ząb
- Ponownie dostosuj równowagę między prędkością wrzeciona a prędkością posuwu
- Przejście od „tarcia” z powrotem do „właściwego skrawania”
PUNKT
W zależności od ustawienia warunków skrawania, możesz sam ograniczać wydajność narzędzia
Frezarki do rowków to narzędzia o wysokiej wydajności. Zanim założysz, że „narzędzie nie może skrawać”, najpierw podejrzewaj, że prędkość posuwu może być po prostu zbyt niska.
Prosty kalkulator grubości wióra
Wprowadzając średnicę narzędzia DC, promieniową głębokość skrawania ae, liczbę zębów z, prędkość wrzeciona n i posuw stołu Vf, to narzędzie natychmiast oblicza posuw na ząb fz, maksymalną grubość wióra hex, średnią grubość wióra hm i ae/DC.
ae/DC = ae / DC
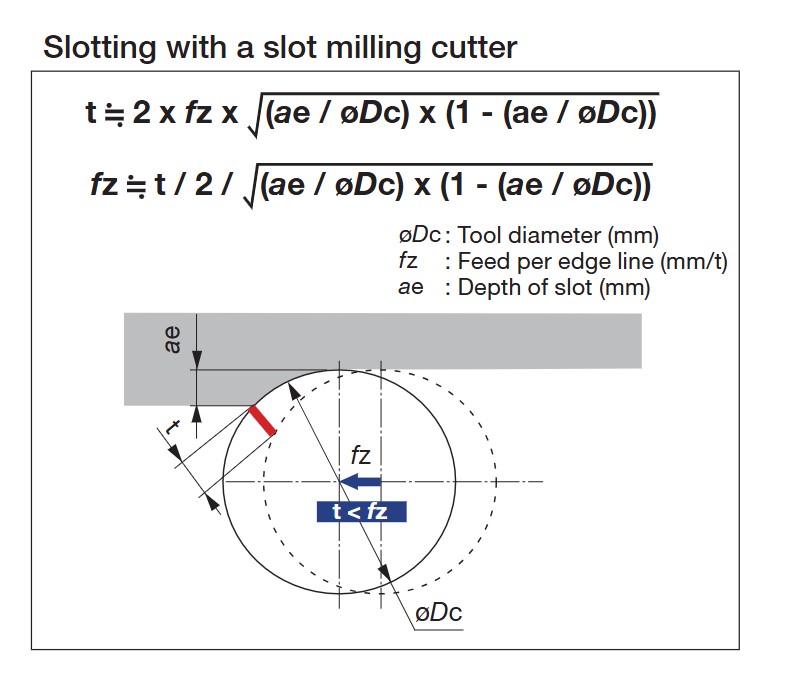
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* Wzory przybliżone dla frezowania obwodowego, gdzie ae < DC. Dla pełnego rowkowania ustaw ae = DC, z hex = fz i hm ≒ 2fz/π.
Jak korzystać z kalkulatora
- Wprowadź aktualne warunki obróbki — DC, ae, z, n i Vf
- Jeśli hex jest poniżej 0,02 mm, tarcie jest głównym problemem. Rozważ zwiększenie fz lub zmniejszenie liczby zębów
- Jeśli ae/DC jest poniżej 10%, często konieczne jest zwiększenie posuwu kilkakrotnie wyżej niż pozorny fz, aby osiągnąć prawidłowe skrawanie
7. Przewodnik rozwiązywania problemów według objawów
| Objaw | Główne przyczyny | Punkty do przeglądu |
|---|---|---|
| Drgania | Nadmierny wysięg / nagłe zaangażowanie / tarcie z powodu niewystarczającego posuwu | Skróć wysięg, nieznacznie zmniejsz prędkość wrzeciona, zwiększ fz, aby narzędzie skrawało, przejrzyj geometrię krawędzi i liczbę zębów |
| Niestabilna szerokość rowka | Bicie / ciała obce podczas montażu / ugięcie cienkościennego przedmiotu obrabianego | Sprawdź podkładki dystansowe i powierzchnie styku, rozważ konfiguracje o regulowanej szerokości, wzmocnij mocowanie przedmiotu obrabianego |
| Ugięcie ścian bocznych | Ugięcie trzpienia / słaba równoległość podparcia / nadmierna siła skrawania | Sprawdź równoległość podparcia, skróć wysięg, przejrzyj usuwanie materiału na przejście |
| Odpryski krawędzi lub przedwczesne zużycie | Zatykanie się wiórami / uderzenie przy wejściu / nierównomierne obciążenie | Popraw odprowadzanie wiórów, zmniejsz posuw przy wejściu, zmniejsz bicie, przejrzyj liczbę zębów |
| Przypalenie lub pisk | Nadmierna prędkość skrawania / tarcie z powodu zbyt niskiego posuwu / rezonans piły z cienkim ostrzem | Najpierw zmniejsz prędkość wrzeciona, a następnie dostosuj do odpowiedniego posuwu. Unikaj nadmiernych prędkości skrawania przy cienkich piłach tarczowych |
8. Dedykowane frezarki do rowków dla konkretnych branż ─ Świat specjalnych Cutterów kształtowych
Standardowe pozycje katalogowe i automatyczne systemy rysowania mogą obejmować jedynie specjalne kształty, które można wyrazić parametrycznie. W rzeczywistej produkcji istnieje jednak wyraźne zapotrzebowanie na wykańczanie złożonych profili kształtowych w jednym przejściu.
Właśnie tutaj wkraczają w pełni niestandardowe specjalne Cuttery kształtowe. Tungaloy posiada bogate doświadczenie w zastosowaniach przemysłowych, takich jak motoryzacja, maszyny budowlane, energetyka i maszyny przemysłowe.
PUNKT
Dostosowanie do każdego zastosowania przemysłowego
Automatyczne systemy rysowania są zaprojektowane z myślą o szybkości i standaryzacji. Specjalne Cuttery kształtowe są zaprojektowane do konsolidacji złożonych kształtów, których standardowe narzędzia nie mogą pokryć, w jedno narzędzie.
1. Frezarki do kół zębatych ─ Sprawdzona wydajność w maszynach budowlanych, rolniczych, przemysłowych i przekładniach wiatrowych
- Application: Obróbka profilu zęba dla kół zębatych, wałów wielowypustowych, uzębień i podobnych komponentów
- Zaleta: Profil zęba jest wbudowany w krawędź skrawającą, umożliwiając formowanie przestrzeni międzyzębnej w jednym przejściu. Obróbka kół zębatych może być łatwiej wykonywana na centrach obróbczych ogólnego przeznaczenia
- Kluczowy atut: W pełni niestandardowy projekt dopasowany do modułu, liczby zębów, kąta natarcia i przesunięcia profilu
2. Cuttery do obróbki wsporników i zacisków hamulcowych
- Application: Rowki stopniowe, rowki łukowe i złożona obróbka profili zacisków hamulcowych samochodowych, wsporników zawieszenia i elementów podwozia
- Zaleta: Zoptymalizowana konstrukcja układu zębów, która tłumi drgania w przedmiotach obrabianych o niskiej sztywności
- Kluczowy atut: Projekt specyfikacji, który równoważy żywotność narzędzia i stabilność wymiarową w liniach masowej produkcji
3. Cuttery do obróbki wirników śrubowych
- Application: Zgrubna i półwykańczająca obróbka rowków wirników męskich i żeńskich dla sprężarek śrubowych, pomp śrubowych i pomp próżniowych
- Zaleta: Złożone profile śrubowe są obrabiane kształtowo za pomocą dedykowanego profilu krawędzi skrawającej
- Kluczowy atut: W pełni niestandardowy projekt zbliżony do unikalnego narzędzia dla każdej średnicy wirnika, skoku i profilu zęba. Obsługuje również długie wysokości zębów i złożone krzywizny

Obszerne dane dotyczące zastosowań w różnych branżach
Specjalne Cuttery kształtowe Tungaloy są od wielu lat stosowane w zakładach masowej produkcji w kluczowych branżach, takich jak motoryzacja, maszyny budowlane, maszyny rolnicze, maszyny przemysłowe i energetyka. Dzięki zastosowaniom obejmującym koła zębate, wsporniki i zaciski oraz wirniki śrubowe, Tungaloy zgromadził wiedzę projektową i obszerną bibliotekę zastosowań, które odpowiadają na wymagania obróbcze każdej branży.
Podsumowanie
Kształty, których nie można w pełni wyrazić za pomocą automatycznych systemów rysowania, to właśnie obszar, w którym specjalne Cuttery kształtowe błyszczą
Ponieważ Tungaloy zbudował sprawdzoną historię sukcesów w wielu branżach, może projektować Cuttery zoptymalizowane pod kątem każdego wyzwania obróbkowego.
Podsumowanie ─ Wydobywanie wartości frezarek do rowków
Frezarki palcowe nie są „narzędziami wyłącznie do odcinania i rowkowania” Demonstrują swoją prawdziwą wartość w nowoczesnych wyzwaniach obróbkowych, takich jak głębokie rowki, precyzja ścian bocznych, unikanie kolizji i obróbka z boku na maszynach 5-osiowych.
Jednakże, ponieważ frezarki do rowków mają tendencję do pracy z małym ae/DC ze względu na ich charakterystykę narzędzia, zrozumienie grubości wióra jest punktem wyjścia do ustawiania warunków skrawania.
- Frezarki do rowków są mocne w rowkowaniu, obróbce ścian bocznych, odcinaniu i unikaniu kolizji
- W rowkowaniu są często jednymi z najbardziej wydajnych opcji
- Wysięg, montaż i bicie decydują o końcowym rezultacie
- Więcej zębów nie zawsze oznacza lepiej. Sprawdź pojemność rowka wiórowego i odprowadzanie wiórów
- Nie należy od razu zakładać, że „narzędzie nie może skrawać”; najpierw należy podejrzewać, że „prędkość posuwu jest zbyt niska”
- Gdy ae/DC jest małe, zawsze sprawdzaj grubość wióra
- W przypadku kształtów, których nie można pokryć standardowymi narzędziami lub automatycznymi systemami rysowania, specjalne Cuttery kształtowe mogą umożliwić konsolidację procesów
Wybór frezarki palcowej można rozważyć krok po kroku, w zależności od trudności wyzwania obróbkowego: „seria standardowa / narzędzia z wymiennymi głowicami → narzędzia specjalne tworzone poprzez automatyczne rysowanie → w pełni niestandardowe frezy kształtowe”. Po zrozumieniu podstaw należy rozważyć warstwę opcji, która najlepiej odpowiada trudności danego zastosowania obróbkowego.