Czy nadal wykonujesz frezowanie czołowe frezem palcowym monolitycznym?
Frez czołowy nie pasuje z powodu kolizji, więc zamiast niego używasz krawędzi dolnej. Powierzchnia obróbki jest zbyt wąska, więc wykonujesz frezowanie czołowe frezem palcowym. Obróbka płaska na tokarkach typu szwajcarskiego również jest pozostawiona krawędzi dolnej. Czy krawędź dolna frezu palcowego jest naprawdę właściwym wyborem do Twojego frezowania czołowego? Ślady Cuttera, słaba jakość powierzchni, rysy pojawiające się po platerowaniu — te problemy wynikają z faktu, że krawędzie dolne frezów palcowych nie są zoptymalizowane do frezowania czołowego. Wymienna głowica frezu palcowego TungMeister VFM Head firmy Tungaloy charakteryzuje się specjalnie zaprojektowaną konstrukcją do frezowania czołowego z krawędzią zgarniającą i ostrymi 6-Flute krawędziami tnącymi. Dostępna w rozmiarach od φ12 do φ25 — 4 rozmiary i obejmująca wszystkie 6 grup materiałów obrabianych ISO, na nowo definiuje frezowanie czołowe frezami palcowymi. Ten artykuł zawiera szczegółową analizę cech technicznych VFM wraz z 3 studiami przypadków obróbki u użytkowników.
Czego dowiesz się z tego artykułu
- Frezowanie czołowe frezem palcowym — czy stało się Twoim „domyślnym” rozwiązaniem?
- Poza ograniczeniami krawędzi dolnych — opcja VFM Head
- Wydajność poparta danymi — ilościowe porównanie jakości powierzchni, wydajności i żywotności narzędzia
- Studia przypadków obróbki u użytkowników — oceny „wygrana” we wszystkich 3 przypadkach
- Podsumowanie — Zmień swoje frezowanie czołowe dzięki VFM
1. Frezowanie czołowe frezem palcowym — czy stało się Twoim „domyślnym” rozwiązaniem?
Do frezowania czołowego i wykańczania powierzchni dolnych idealnym narzędziem jest frez czołowy (frez do frezowania czołowego). Jednakże, na rzeczywistym stanowisku produkcyjnym, czy użycie krawędzi dolnej frezu palcowego do frezowania czołowego nie stało się „domyślnym” rozwiązaniem?
Za tym kryją się trzy typowe ograniczenia.
Ograniczenie 1: Kolizja uniemożliwia zamocowanie frezu czołowego


Kolizje z otaczającymi ścianami, zaciskami i uchwytami regularnie uniemożliwiają fizyczne użycie frezu czołowego. W takich sytuacjach, użycie krawędzi dolnej frezu palcowego monolitycznego o małej średnicy do frezowania czołowego jest powszechnym rozwiązaniem zastępczym.
Ograniczenie 2: Powierzchnia obróbki jest zbyt wąska, co sprawia, że średnica narzędzia jest nadmierna — frez palcowy używany jako zamiennik
Ograniczenie 3: Ograniczenia średnicy chwytu na tokarkach typu szwajcarskiego i konwencjonalnych
Podczas wykonywania obróbki płaskiej (frezowania rowków) na elementach z prętów okrągłych za pomocą tokarek typu szwajcarskiego lub konwencjonalnych, średnica chwytu, którą można zamontować na wrzecionie frezującym, jest ograniczona. Dodatkowo, niska sztywność wrzeciona frezującego sprawia, że trudno jest zwiększyć warunki skrawania, co prowadzi do niestabilnej jakości powierzchni.
Powszechny problem — ograniczenia krawędzi dolnych frezów palcowych monolitycznych
Krawędzie dolne frezów palcowych monolitycznych są podstawowym rozwiązaniem we wszystkich tych scenariuszach. Jednakże, frezy palcowe monolityczne są z natury zaprojektowane głównie do skrawania obwodowego (frezowanie boczne, frezowanie rowków) i nie są zoptymalizowane do wykańczania powierzchni dolnych. W rezultacie, wielokrotnie występują następujące problemy.
- Ślady Cuttera — Niewielkie różnice w wysokości i wariacje w dokładności Corner radius na krawędziach dolnych przenoszą się bezpośrednio na obrabianą powierzchnię, pozostawiając widoczne gołym okiem ślady Cuttera
- Słaba jakość powierzchni dolnej — Bez krawędzi zgarniającej, frezy palcowe mają trudności z uzyskaniem drobnej chropowatości powierzchni. Brak błyszczącego wykończenia. Nie można spełnić wymagań dotyczących jakości wykończenia
- Wpływ na procesy dalsze — Rysy na obrabianej powierzchni stają się widoczne po platerowaniu, co wymaga dodatkowych procesów, takich jak szlifowanie lub ręczne wykańczanie
Frezowanie czołowe krawędzią dolną frezu palcowego stało się „domyślnym” rozwiązaniem — głowica TungMeister VFM Head została stworzona, aby zmienić to domyślne ustawienie.
2. Poza ograniczeniami krawędzi dolnych — opcja VFM Head
Koncepcja projektu VFM
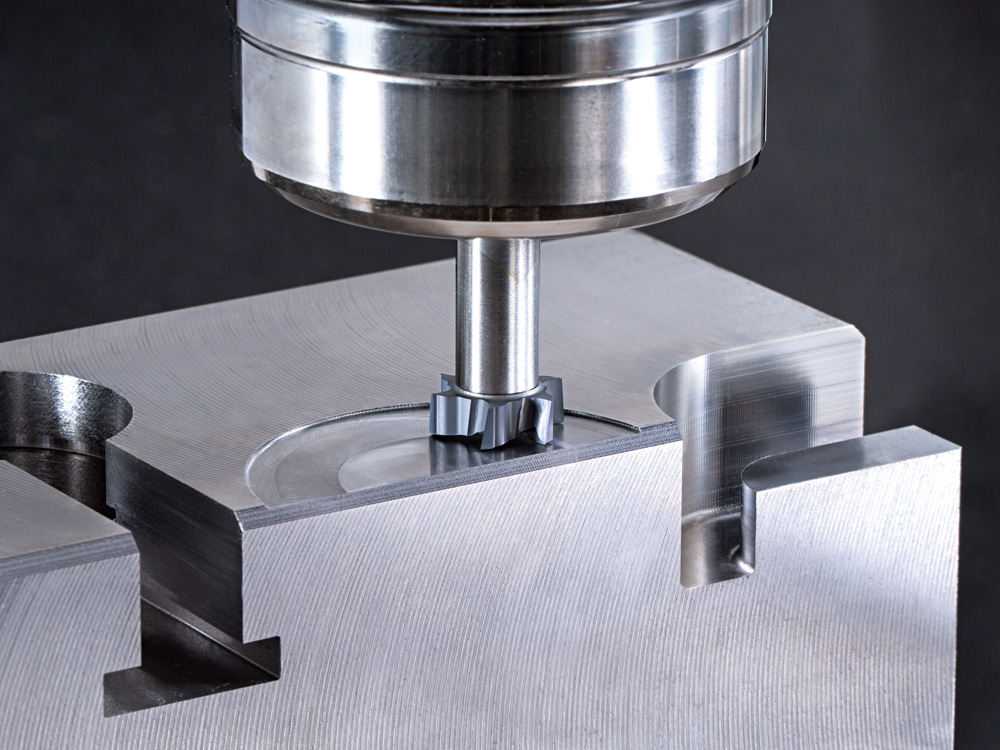
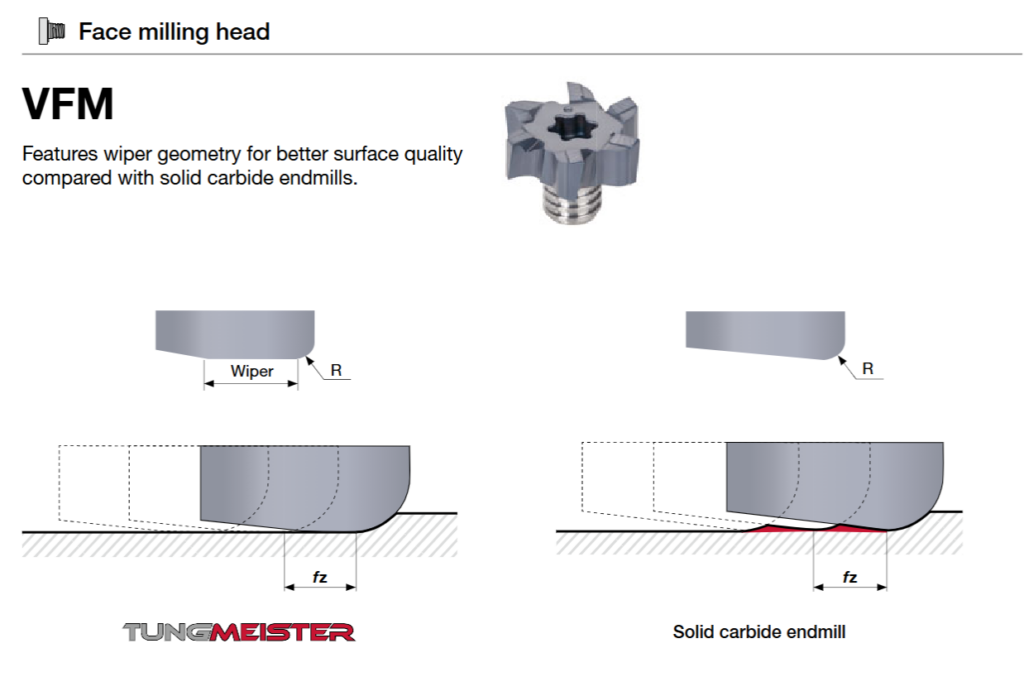
„Nie ma innego wyboru, jak frezować czołowo frezem palcowym” — głowica VFM dedykowana do frezowania czołowego z serii wymiennych głowic frezów palcowych TungMeister firmy Tungaloy obala to założenie. Osiąga jakość powierzchni, której frezowanie czołowe krawędzią dolną nigdy nie mogło zapewnić, dzięki połączeniu krawędzi zgarniającej i ostrych krawędzi tnących.
VFM zawiera 4 cechy techniczne specjalnie zaprojektowane do wykańczania frezowania czołowego.
- Wyposażona w krawędź zgarniającą — Krawędź zgarniająca na powierzchni dolnej wygładza nierówności powierzchni. Jakość powierzchni przewyższająca frezy palcowe monolityczne jest opublikowana w specyfikacjach katalogowych
- Ostre krawędzie tnące × 6 Flute — 6 Flute we wszystkich rozmiarach. Łączy wysokie Posuw z konstrukcją wielo-Flute z niskim oporem skrawania ostrych krawędzi, jednocześnie poprawiając zarówno jakość powierzchni, jak i wydajność
- Niski kąt spirali 10° × krótka długość krawędzi tnącej 0.3×D — Kąt spirali 10° zmniejsza osiową siłę skrawania. W połączeniu z długością krawędzi tnącej skróconą do 0.3× średnicy narzędzia, zapewnia to geometrię krawędzi zoptymalizowaną specjalnie do frezowania czołowego
- Wyposażona w Corner radius (R0.2–R0.4) — Zapobiega odpryskiwaniu krawędzi, jednocześnie tłumiąc zadziory na obrabianej powierzchni
PUNKT
Głowica frezu palcowego dedykowana do „wykańczania powierzchni dolnych”
Frezowanie czołowe krawędzią dolną frezu palcowego — to fundamentalnie inna konstrukcja od tego „domyślnego” rozwiązania. Koncepcja „krawędzi zgarniającej” frezu czołowego zmniejszona do rozmiaru frezu palcowego — to jest istota VFM.
φ10 do φ25 — Linia 5 rozmiarów
VFM jest dostępny w 5 rozmiarach, aby dopasować się do różnych szerokości powierzchni obróbki i środowisk maszynowych. Wszystkie rozmiary wykorzystują gatunek AH715 (najnowsza powłoka, doskonała odporność na zużycie i zgrzewanie).
| Numer części | Średnica narzędzia | Flute | Maks. Głębokość skrawania | Corner R | Gwint połączeniowy |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0.2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0.2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0.4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0.4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0.4 | S10 |

ISO P/M/K/N/S/H — Wszystkie grupy materiałów obrabianych objęte
Jedną z głównych zalet VFM jest szeroki zakres materiałów obrabianych. Od stali węglowej po stal nierdzewną, żeliwo, stopy aluminium, a nawet stopy tytanu, stopy żaroodporne i Hardened steel — standardowe warunki skrawania są ustalone dla wszystkich 6 grup ISO.
| ISO | Materiał obrabiany | Vc (m/min) | fz φ12 (mm/ząb) |
|---|---|---|---|
| P | Stal węglowa, stal stopowa (S45C, SCM440, itp.) | 60–180 | 0,08–0,13 |
| M | Stal nierdzewna (SUS304, SUS316, itp.) | 40–100 | 0,08–0,13 |
| K | Żeliwo (FC250, FCD450, itp.) | 80–200 | 0,08–0,13 |
| N | Stopy aluminium | 100–700 | 0,08–0,13 |
| S | Stopy tytanu, stopy żaroodporne (Ti-6Al-4V, Inconel 718, itp.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51, itp., do 60HRC) | 20–80 | 0,08–0,13 |
Nie musisz się zastanawiać „Czy mogę tego użyć do tego materiału?” — to kolejna duża zaleta VFM.
3 przypadki użycia, w których VFM wyróżnia się
Oto, jak VFM rozwiązuje trzy ograniczenia, które zmuszają warsztaty do polegania na frezach palcowych.
| Ograniczenie | Konwencjonalne podejście | Rozwiązanie VFM |
|---|---|---|
| Cutter o dużej średnicy nie pasuje z powodu kolizji | Zastąpienie krawędzią dolną frezu palcowego monolitycznego → pojawiają się ślady Cuttera | Jakość powierzchni frezu czołowego w małych średnicach φ12–φ25. Krawędź zgarniająca wygładza obrabianą powierzchnię, drastycznie poprawiając wykończenie, jednocześnie unikając kolizji |
| Powierzchnia obróbki zbyt wąska dla nadmiernej średnicy narzędzia | Dalsze używanie zbyt dużego frezu czołowego lub kompromis z krawędzią dolną | Wybierz odpowiednią średnicę, aby dopasować ją do szerokości powierzchni obróbki. Konstrukcja 6-Flute z krawędzią zgarniającą zapewnia doskonałą jakość powierzchni nawet przy małych średnicach. Ustawienie jest również uproszczone |
| Ograniczenia średnicy chwytu na tokarkach typu szwajcarskiego / konwencjonalnych | Kompromis z małą średnicą monolityczną, niestabilna jakość powierzchni | Użyj większej średnicy narzędzia w stosunku do średnicy chwytu (np. głowica φ12 na chwycie φ8). Chwyt VER (tuleja ER) minimalizuje wysięg, zapewniając stabilną obróbkę nawet na wrzecionach frezujących o niskiej sztywności |
PUNKT
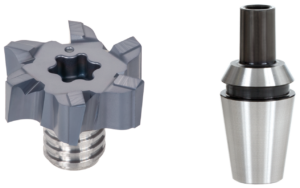
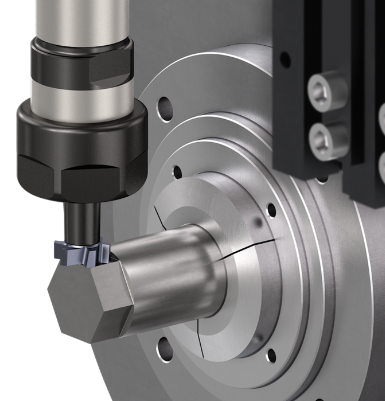
Kombinacja chwytu VER — idealna do tokarek typu szwajcarskiego i konwencjonalnych
Dzięki chwytowi VER (adapter tulei ER) TungMeistera, narzędzie można zamontować bezpośrednio w uchwycie tulei ER maszyny. Minimalizując wysięg, uzyskuje się stabilną obróbkę z tłumionymi wibracjami nawet na wrzecionach frezujących o niskiej sztywności. Doskonała jakość powierzchni krawędzi zgarniającej może również zmniejszyć lub wyeliminować procesy dalsze (szlifowanie itp.) na powierzchniach płaskich.
Dane dotyczące chropowatości powierzchni — Ra przewyższające frezy palcowe monolityczne
Jak bardzo lepsza jest jakość powierzchni VFM? Sprawdźmy to na podstawie zmierzonych danych opublikowanych w katalogu.
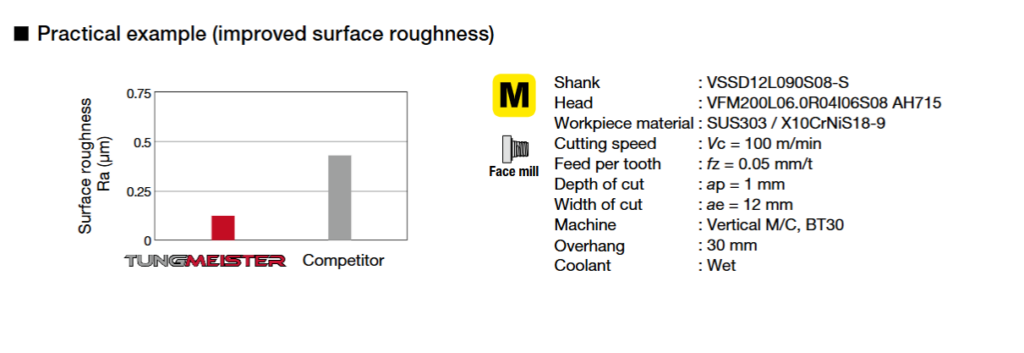
| Materiał obrabiany | SUS303 |
|---|---|
| Obrabiarka | Pionowa MC (BT30) |
| Głowica | VFM200L06.0R04I06S08 AH715 (φ20) |
| Warunki skrawania | Vc=100 m/min, fz=0,05 mm/ząb, ap=1 mm, ae=12 mm |
| Długość wysięgu | 30 mm (na mokro) |
W tych warunkach testowych VFM odnotował chropowatość powierzchni Ra przewyższającą zarówno konkurencyjne frezy palcowe monolityczne, jak i konkurencyjne produkty wyposażone w krawędź zgarniającą. Szczególnie godne uwagi jest to, że wyniki te osiągnięto nawet w środowisku BT30 o niskiej sztywności.
Kluczowe dane
Chropowatość powierzchni przewyższająca frezy palcowe monolityczne nawet na BT30
Krawędź zgarniająca VFM zapewnia stabilną jakość powierzchni nawet w środowisku BT30 o niskiej sztywności. Prawdziwa siła VFM ujawnia się właśnie w środowiskach o ograniczonej sztywności — tokarkach typu szwajcarskiego, kompaktowych centrach obróbczych i podobnych konfiguracjach.
3. Wydajność poparta danymi — ilościowe porównanie jakości powierzchni, wydajności i żywotności narzędzia
Od tego momentu ilościowo weryfikujemy wydajność VFM w trzech aspektach — „jakość powierzchni”, „wydajność” i „żywotność narzędzia” — na podstawie 3 studiów przypadków obróbki u użytkowników i danych katalogowych.
Porównanie wszystkich 3 przypadków
Wszystkie 3 przypadki zastosowania otrzymały oceny „wygrana”. Pomimo różnych materiałów obrabianych i środowisk maszynowych, VFM znacznie przewyższył istniejące narzędzia zarówno pod względem jakości powierzchni, jak i wydajności.
| Porównanie | Przypadek 1: Hastelloy-X | Przypadek 2: SUS440C | Przypadek 3: SS |
|---|---|---|---|
| Materiał obrabiany | Hastelloy-X (kuty) | SUS440C | SS400 |
| Obrabiarka | Pozioma MC / BT50 | Pionowa MC / BT30 | Pionowa MC / BT40 |
| Istniejące narzędzie | frez palcowy monolityczny φ12 | frez palcowy monolityczny φ12 | frez palcowy monolityczny φ10 |
| Wzrost wydajności | +50% | +50% | +67% |
| Jakość powierzchni | Dobra (błyszcząca powierzchnia) | Bardzo dobra | Dobra |
| Żywotność narzędzia | — (czas testu upłynął) | +50% (240 szt./głowicę) | — (demo) |
| Wynik | Wygrana | Wygrana | Wygrana |
Oto kluczowe wnioski z tych danych.
Punkt 1: Jakość powierzchni oceniona jako „dobra” lub lepsza we wszystkich przypadkach — problemy ze śladami Cuttera i rysami fundamentalnie rozwiązane
W przypadku 1, ślady Cuttera spowodowane krawędzią dolną frezu palcowego monolitycznego zniknęły, a obrabiana powierzchnia uzyskała błyszczące wykończenie. Przypadek 2 otrzymał ocenę „bardzo dobrą”. W przypadku 3, problem rys stających się widocznymi po platerowaniu został wyeliminowany. Wszystkie wyniki zostały osiągnięte dzięki krawędzi zgarniającej wygładzającej obrabianą powierzchnię.
Punkt 2: Poprawa wydajności o 50–67% — nie tylko jakość powierzchni, ale także wzrost produktywności
VFM nie tylko poprawia jakość powierzchni, ale także przewyższa istniejące narzędzia pod względem Posuw i szybkości usuwania Chip. Możliwość wysokiego Posuw z 6-Flute w połączeniu z niskim oporem skrawania ostrych krawędzi umożliwia jednoczesną poprawę zarówno jakości powierzchni, jak i wydajności.
Punkt 3: Sprawdzone od BT30 do BT50 — szeroki zakres środowisk maszynowych
Od maszyny BT30 o najniższej sztywności do BT50, uzyskano stabilne wyniki niezależnie od środowiska maszynowego. Skuteczność VFM utrzymuje się nawet na maszynach o niskiej sztywności.
Dane katalogowe — 1,5× wydajności, 1,4× żywotności narzędzia
Oprócz studiów przypadków użytkowników, możliwości VFM są poparte danymi katalogowymi.
| Przypadek katalogowy | Materiał | Poprawa | Wynik |
|---|---|---|---|
| Przypadek A (φ20) | SUS303 | Porównanie chropowatości powierzchni | Ra przewyższające konkurencyjne produkty monolityczne |
| Przypadek B (φ16) | A5052 | Porównanie wydajności | 1,5× wydajności (zachowana jakość powierzchni) |
| Przypadek C (AH715) | FCD400 | Porównanie żywotności narzędzia | 1,4× żywotności narzędzia (również poprawiona jakość powierzchni) |
Podsumowanie sekcji 3
Przewyższanie istniejących narzędzi pod względem jakości powierzchni, wydajności i żywotności narzędzia
VFM przewyższa istniejące narzędzia w jednym lub więcej aspektach: jakości powierzchni, wydajności i żywotności narzędzia. Poprawa jakości powierzchni przy jednoczesnym zwiększeniu wydajności — to nie kompromis, lecz wynik możliwy dzięki konstrukcji dedykowanej koncepcji krawędzi zgarniającej.
4. Studia przypadków obróbki u użytkowników
Co się stało, gdy warsztaty, które wykonywały frezowanie czołowe krawędziami dolnymi frezów palcowych, przeszły na VFM? Pozytywne wyniki we wszystkich 3 przypadkach. Od stopów żaroodpornych po stal nierdzewną i stal ogólną, VFM został przyjęty w szerokim zakresie materiałów obrabianych.
Przypadek 1 Wykańczanie powierzchni dolnej Hastelloy-X — Przyjęte dla błyszczącej powierzchni

Szczegóły obróbki
- Część: Obudowa — powierzchnia uszczelniająca wylotu (wykańczanie powierzchni dolnej)
- Materiał obrabiany: Hastelloy-X (kuty)
- Maszyna: Pozioma MC / BT50
Wyzwania
- Konkurencyjny frez palcowy — pierwotnie nieodpowiedni do wykańczania powierzchni dolnych — był używany jako środek tymczasowy
- Częste poprawki przy wykańczaniu powierzchni dolnych. Wygląd wizualny był większym problemem niż wartości chropowatości powierzchni
Porównanie warunków skrawania
| Istniejące (konkurencyjny frez palcowy) | VFM (AH715) | |
|---|---|---|
| Średnica narzędzia | φ12 (6-Flute) | φ12 (6-Flute) |
| Głębokość skrawania | 20 m/min | 30 m/min |
| Posuw na ząb | 0,05 mm/ząb | 0,1 mm/ząb |
| Głębokość skrawania | 2 mm | 1 mm |
| Posuw | 159 mm/min | 477 mm/min |
| Szybkość usuwania Chip | 3,82 cm³/min | 5,73 cm³/min (+50%) |
| Jakość powierzchni | Taka sama jak poprzednio | Dobra (błyszcząca) |
PUNKT
Przyjęte dla błyszczącej powierzchni — Eliminacja poprawek
VFM zapewnił błyszczące wykończenie obrabianej powierzchni, z wizualną poprawą znacznie wykraczającą poza same wartości chropowatości powierzchni. Poprawki wykańczania powierzchni dolnych zostały wyeliminowane, a przyjęcie zostało potwierdzone. Pozytywna ocena VFM, już przyjęta dla innych funkcji, rozszerzyła się również na wykańczanie powierzchni dolnych.
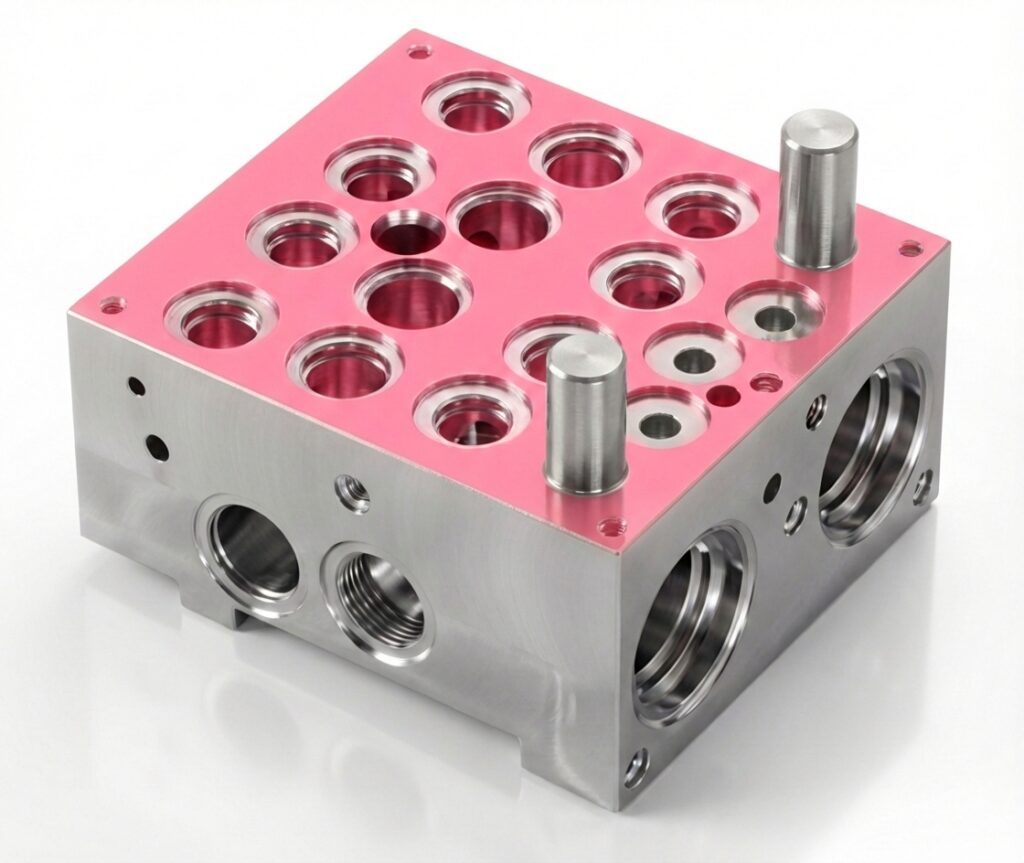
Przypadek 2 Wykańczanie frezowania czołowego SUS440C — Przyjęte po zniknięciu śladów Cuttera
Szczegóły obróbki
- Część: Element blokowy
- Materiał obrabiany: SUS440C
- Maszyna: Pionowa MC / BT30
- Operacja: Frezowanie czołowe (wykańczanie)
Wyzwania
- Frezowanie czołowe wykonywano krawędzią dolną frezu palcowego monolitycznego (4-Flute)
- Pojawiły się ślady Cuttera, powodując problemy z niezawodnością w procesie obróbki
Porównanie warunków skrawania
| Istniejące (konkurencyjny frez palcowy) | VFM (AH715) | |
|---|---|---|
| Średnica narzędzia / Flute | φ12 / 4-Flute | φ12 / 6-Flute |
| Głębokość skrawania | 34 m/min (takie same warunki) | |
| Posuw na ząb | 0,06 mm/ząb (takie same warunki) | |
| Posuw | 216 mm/min | 325 mm/min (+50%) |
| Szybkość usuwania Chip | 2,6 cm³/min | 3,9 cm³/min (+50%) |
| Części na głowicę | 160 szt. | 240 szt. (+50%) |
| Jakość powierzchni | Słaba (obecne ślady Cuttera) | Bardzo dobra (ślady Cuttera wyeliminowane) |
PUNKT
Ślady Cuttera wyeliminowane + 50% wzrost wydajności + 50% wzrost żywotności narzędzia
Przejście z 4-Flute frezu palcowego monolitycznego na konstrukcję 6-Flute VFM zwiększyło Posuw o 50% przy tym samym fz (efekt zwiększonej liczby Flute). Dodatkowo, ślady Cuttera zostały całkowicie wyeliminowane, a liczba części na głowicę wzrosła o 50%. Jakość powierzchni, wydajność i żywotność narzędzia — wszystkie trzy zostały osiągnięte, co doprowadziło do przyjęcia nawet w środowisku BT30 o niskiej sztywności.
Przypadek 3 Frezowanie czołowe SS400 — Rozwiązano problem rys po platerowaniu

Szczegóły obróbki
- Część: Element maszyny (frezowanie czołowe → proces platerowania)
- Materiał obrabiany: SS400
- Maszyna: Pionowa MC / BT40
- Operacja: Frezowanie czołowe (wykańczanie)
Wyzwania
- Frezowanie czołowe konkurencyjnym frezem palcowym monolitycznym (φ10, 4-Flute)
- Części poddawane są platerowaniu po obróbce; rysy na obrabianej powierzchni stawały się widoczne po platerowaniu
Porównanie warunków skrawania
| Istniejące (konkurencyjny frez palcowy) | VFM (AH715) | |
|---|---|---|
| Średnica narzędzia / Flute | φ10 / 4-Flute | φ12 / 6-Flute |
| Głębokość skrawania | 150 m/min (takie same warunki) | |
| Posuw na ząb | 0,06 mm/ząb | 0,08 mm/ząb |
| Posuw | 1146 mm/min | 1910 mm/min (+67%) |
| Szybkość usuwania Chip | 0,34 cm³/min | 0,57 cm³/min (+67%) |
| Jakość powierzchni | Słaba (rysy widoczne po platerowaniu) | Dobra |
PUNKT
Problem rys po platerowaniu rozwiązany — Poprawiona jakość dalszych procesów
Krawędź zgarniająca VFM zapewnia gładką obrabianą powierzchnię, która bezpośrednio wpływa na jakość dalszych procesów, takich jak platerowanie i powlekanie. Ponieważ rysy nie są już widoczne, ryzyko poprawek i reklamacji jakościowych w dalszych procesach również jest zmniejszone. Przyczynia się to do „całkowitej poprawy procesu”, która wykracza poza samą operację obróbki.
Podsumowanie — Zmień swoje frezowanie czołowe dzięki VFM
„Czy nadal wykonujesz frezowanie czołowe frezem palcowym?” — Ten artykuł przedstawił cechy techniczne, dane i studia przypadków głowicy TungMeister VFM Head jako odpowiedź na to pytanie. Oto kluczowe punkty.
- Frezowanie czołowe frezem palcowym — jest problem z tym „domyślnym” rozwiązaniem — Wiele warsztatów nie ma innego wyboru, jak polegać na frezach palcowych z powodu ograniczeń kolizyjnych, wąskich szerokości powierzchni i ograniczeń średnicy chwytu
- VFM to głowica zaprojektowana wyłącznie do frezowania czołowego — Krawędź zgarniająca + ostre krawędzie tnące + 6 Flute × niski kąt spirali × krótka długość krawędzi tnącej. Fundamentalnie inne podejście niż ogólne krawędzie dolne frezów palcowych
- Jakość powierzchni przewyższająca frezy palcowe monolityczne — opublikowana w specyfikacjach katalogowych — W porównaniu Ra na SUS303, VFM przewyższył zarówno konkurencyjne produkty monolityczne, jak i wyposażone w krawędź zgarniającą
- Oceny „wygrana” we wszystkich 3 studiach przypadków użytkowników — 50–67% wzrost wydajności, jakość powierzchni oceniona jako „dobra” do „bardzo dobrej” we wszystkich przypadkach. Ślady Cuttera wyeliminowane, błyszczące powierzchnie, problemy z rysami po platerowaniu rozwiązane
- Sprawdzone od BT30 do BT50 — Stabilna obróbka na maszynach o niskiej sztywności i tokarkach typu szwajcarskiego. Chwyt VER minimalizuje wysięg
- Wszystkie materiały obrabiane ISO P/M/K/N/S/H objęte — Sprawdzone na Hastelloy-X, SUS440C, SS, A5052, FCD400 i innych
- System wymiennych głowic zmniejsza koszty eksploatacji — Zamiast wymieniać całe narzędzie monolityczne, wymienia się tylko głowicę. Chwyt jest ponownie używany
- Linia 4 rozmiarów od φ12 do φ25 — Wybierz odpowiednią średnicę, aby dopasować ją do szerokości powierzchni obróbki
Nie musisz już wykonywać frezowania czołowego krawędzią dolną frezu palcowego. Jeśli ślady Cuttera, słaba jakość powierzchni lub problemy z wyglądem po platerowaniu brzmią znajomo, wypróbuj głowicę VFM Head.