
High productivity profile milling cutter
Barrel-shaped inserts for profile milling with productivity boost

Applications & Features
Applications

Features
1. Large R cutting edge and multi-fl ute design for unparalleled productivity

Large R for small cusp height

Close pitch design

DCX = 20 mm, PRFRAD = 30 mm


DCX = 20 mm, R = 10 mm
Ball endmill
2. Two kinds of barrel-shaped cutting edge profi les (PRFRAD)

1st choice
ZNHU1003R30…
2-corner double sided insert
High productive geometry that provides a large stepover distance for reduced cusp height

ZNHU1003R30…
2-corner double sided insert
Profiling geometry with an increased tilt angle for enhanced application versatility
3. Excellent clamping reliability with dove-tail back support



AddForceBarrel reduces the number of passes by 40% compared to ball endmill with 10 mm radius without compromising the surface quality (cusp height).
Inserts & Grades
Inserts

Main Grades
Cutter bodies
Modular Type
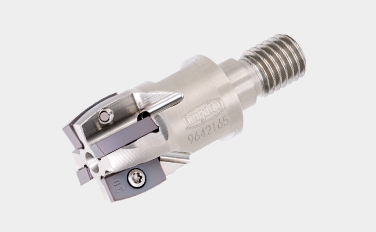
HFZN10-M (ø16 – ø40 mm)
Profiling endmill, modular type (TungFlex), for 2-corner double sided inserts
Practical examples
Example #1
| Part: | Test piece |
| Material: | S55C / C55 |
| Cutter: | HFZN10M020M10R04 (DCX = 20 mm, CICT = 4) |
| Insert: | ZNHU1003R20-MM |
| Grade: | AH9130 |
| Cutting conditions: | Vc = 500 (m/min) fz = 0.1 (mm/t) p= 0.8 (mm) ae = 0.3 (mm) Application: Profiling Coolant: Dry Machine: Vertical M/C, BT40 |

Example #2
| Part: | Test piece |
| Material: | SUS304 / X5CrNi18-9 |
| Cutter: | HFZN10M020M10R04 (DCX = 20 mm, CICT = 4) |
| Insert: | ZNHU1003R30-MM |
| Grade: | AH9130 |
| Cutting conditions: | Vc = 350 (m/min) fz = 0.12 (mm/t) p = 1 (mm) ae = 0.2 (mm) Application: Profiling Coolant: Wet Machine: Vertical M/C, BT40 |

Standard cutting conditions
| ISO | Workpiece materials | Hardness | Cutting speed Vc (m/min) | Feed per tooth fz (mm/t) | Width of cut ae (mm) |
|---|---|---|---|---|---|
 |
Low carbon steel S15C, SS400, etc. C15, C20, etc. |
– 200HB | 100 – 600 | 0.05 – 0.3 | < 0.4 |
| Carbon steel S45C, S55C, etc. C45, C55, etc. |
– 300HB | 100 – 600 | 0.05 – 0.3 | < 0.3 | |
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | 100 – 600 | 0.05 – 0.3 | < 0.3 | |
 |
Austenitic stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | 100 – 500 | 0.05 – 0.3 | < 0.3 |
| Precipitation hardening stainless steel SUS630, etc. X5CrNiCuNb16-4, etc. |
– 45HRC | 100 – 300 | 0.05 – 0.25 | < 0.2 | |
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | 100 – 600 | 0.05 – 0.3 | < 0.3 |
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | 100 – 600 | 0.05 – 0.3 | < 0.3 | |
 |
Titanium alloys Ti-6AI-4V, etc. |
– 45HRC | 40 – 120 | 0.05 – 0.2 | < 0.2 |
| Superalloys Inconel718, etc. |
– 45HRC | 20 – 80 | 0.05 – 0.2 | < 0.2 | |
 |
Hardened steel SKD61, etc. X40CrMoV5-1, etc. |
40 – 55HRC | 50 – 300 | 0.05 – 0.2 | < 0.2 |
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial


Aplikacje i przydatne narzędzia
 Tungaloy APP
Tungaloy APP TUNG NaviNawigator do wyboru odpowiedniego narzędzia TUNGALOY
TUNG NaviNawigator do wyboru odpowiedniego narzędzia TUNGALOY Kalkulator parametrów
Kalkulator parametrów
Kalkulator do obliczania parametrów skrawania Przewodnik doboru płytek do toczenia
Przewodnik doboru płytek do toczenia
Przewodnik doboru łamaczy i gatunków do płytek tokarskich Tungaloy Success ReportPrzeglądaj TSR Tungaloy, aby uzyskać informacje o obróbce niestandardowej z łatwym wyszukiwaniem
Tungaloy Success ReportPrzeglądaj TSR Tungaloy, aby uzyskać informacje o obróbce niestandardowej z łatwym wyszukiwaniem Przewodniki techniczneUzyskaj dostęp do przewodników technicznych Tungaloy, aby uzyskać cenne informacje, odniesienia i zasoby.
Przewodniki techniczneUzyskaj dostęp do przewodników technicznych Tungaloy, aby uzyskać cenne informacje, odniesienia i zasoby. MatrixSystem zarządzania narzędziami
MatrixSystem zarządzania narzędziami Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.