

一般的なNC 旋盤に加え、自動盤や複合旋盤を用いたねじ加工全般に対応可能な、ねじ切り工具
高性能なインサートとグレードの豊富なラインナップ

使用用途 & 特長
使用用途

特長
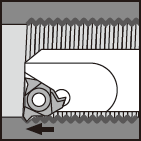
1.高圧クーラント仕様外径ねじ切りバイトの特長
- 2 方向からのクーラント供給で高能率を実現
- ホース接続が不要なダイレクト給油にも対応可能

インサート & 材種
インサート
主な材種
ホルダ


加工事例
事例 #1
一般機械
| 加工部品名: | シャフト |
| 被削材: | 42CrMo4/SCM440 |
| ホルダ: | STVOL2525M4(縦置き形) |
| インサート: | TNMC43NT6PSTUBPT(3コーナ) |
| 材種: | AH725 |
| 切削条件: | ねじ形状 = Stub ACME (3 ¾ (95.25mm)) Vc = 70 m/min (230 sfm) TPI = 6 TPI (4.23mm) パス数 = 30 加工形態: 外径ねじ切り 切削油: 湿式 使用機械: NC旋盤 |

標準切削条件
TungThread
| ISO | 被削材 | 硬度 | 切削速度 Vc (m/min) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| AH8015 | T05HP | T05TP | AH725 | T313V | NS9530 | TH10 | BX330 | |||
| 鋼 / 合金鋼 S45C, SCM440など C45, 42CrMoS4など |
< 200 HB | 80 – 180 | 100 – 200 | 100 – 200 | 80 – 180 | 100 – 200 | 150 – 200 | – | – | |
| > 200 HB | 60 – 160 | 100 – 150 | 100 – 150 | 60 -160 | 100 – 150 | 100 – 170 | – | – | ||
| ステンレス鋼 SUS304など X5CrNi18-9など |
– | 50 – 130 | 70 – 130 | 70 – 130 | 50 – 130 | 70 – 130 | – | – | – | |
| 鋳鉄 FC250, FC300など 250, 300など |
– | 60 – 150 | 70 – 150 | 70 – 150 | 50 – 100 | 70 – 150 | – | 70 – 90 | – | |
| 非鉄金属 | – | – | – | – | 100 – 500 | – | ||||
| 耐熱合金 Ti-6AI-4V,インコネル718 など |
– | 20 – 80 | – | – | – | 10 – 40 | – | |||
| 高硬度材 | 50 – 60 HRC | – | – | – | 10 – 30 | 50 – 200 | ||||
TungT-Clamp
| ISO | 被削材 | 硬度 | 材種 | 適用 | 切削条件 Vc (m/min) |
ピッチ (mm) |
山数 (TPI) |
|---|---|---|---|---|---|---|---|
| 鋼 / 合金鋼 S45C, SCM440など C45, 42CrMoS4など |
< 200 HB | AH725 | ねじ切り | 80 – 180 | 内径 2.11 – 5.08 外径 1.27 – 4.23 |
内径 5 – 12 外径 6- 20 |
|
| > 200 HB | AH725 | ねじ切り | 60 -160 | 内径 2.11 – 5.08 外径 1.27 – 4.23 |
内径 5 – 12 外径 6- 20 |
||
| ステンレス鋼 SUS304など X5CrNi18-9など |
– | AH725 | ねじ切り | 50 – 130 | 内径 2.11 – 5.08 外径 1.27 – 4.23 |
内径 5 – 12 外径 6- 2 |
TetraMini-Cut
| ISO | 被削材 | 硬度 | 選択基準 | 材種 | 切削速度 Vc (m/min) |
ピッチ (mm) |
山数 (TPI) |
|---|---|---|---|---|---|---|---|
| 鋼 / 合金鋼 S45C, SCM440など C45, 42CrMoS4など |
< 200 HB | 第一選択 | SH725 | 60 – 150 | 0.4 – 2.0 | 64 – 12 | |
| 耐欠損性重視 | AH725 | 60 – 150 | 0.8 – 3.0 | 32 – 8 | |||
| > 200 HB | 第一選択 | SH725 | 60 – 150 | 0.4 – 2.0 | 64 – 12 | ||
| 耐欠損性重視 | AH725 | 60 – 150 | 0.8 – 3.0 | 32 – 8 | |||
| ステンレス鋼 SUS304など X5CrNi18-9など |
– | 第一選択 | SH725 | 50 – 80 | 0.4 – 2.0 | 64 – 12 | |
| – | 耐欠損性重視 | AH725 | 50 – 80 | 0.8 – 3.0 | 32 – 8 | ||
| 鋳鉄 FC250, FC300など 250, 300など |
– | 第一選択 | AH725 | 50 – 100 | 0.8 – 3.0 | 32 – 8 | |
| – | 切れ味重視 | SH725 | 50 – 100 | 0.4 – 2.0 | 64 – 12 | ||
| 耐熱合金 Ti-6AI-4V, インコネル718など |
– | 第一選択 | SH725 | 30 – 100 | 0.4 – 2.0 | 64 – 12 | |
| – | 耐欠損性重視 | AH725 | 30 – 100 | 0.8 – 3.0 | 32 – 8 |
DuoJust-Cut
| ISO | 被削材 | 硬度 | 材種 | 切削速度 Vc (m/min) |
ピッチ (mm) |
山数 (TPI) |
|---|---|---|---|---|---|---|
| 鋼 / 合金鋼 S45C, SCM440など C45, 42CrMoS4など |
< 200HB | SH725 | 50 – 200 | 0.2 – 1.5 | 127 – 16 | |
| > 200HB | SH725 | 50 – 200 | 0.2 – 1.5 | 127 – 16 | ||
| ステンレス鋼 SUS304など X5CrNi18-9など |
– | SH725 | 50 – 200 | 0.2 – 1.5 | 127 – 16 | |
| アルミ合金 A5056, A6061など |
– | SH725 | 150 – 200 | 0.2 – 1.5 | 127 – 16 | |
| 銅合金 C2600, C280Cなど |
– | SH725 | 100 – 200 | 0.2 – 1.5 | 127 – 16 | |
| 耐熱合金 Ti-6AI-4V, インコネル718など |
– | SH725 | 30 – 80 | 0.2 – 1.5 | 127 – 16 |
TinyMini-Turn 内径ねじ切り
| ISO | 被削材 | 硬度 | 材種 | 切削速度 Vc (m/min) |
パス回数 | ||||
|---|---|---|---|---|---|---|---|---|---|
| ピッチ (mm) | |||||||||
| 0.5 | 0.75 | 1 | 1.25 | 1.5 | |||||
| 鋼 / 合金鋼 S45C, SCM440など C45, 42CrMoS4など |
< 200HB | SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
| > 200HB | SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | ||
| ステンレス鋼 SUS304など X5CrNi18-9など |
– | SH725 | 40 – 140 | 8 | 10 | 12 | 15 | 18 | |
| 鋳鉄 FC250, FC300など |
– | SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 | |
| アルミ合金、銅合金 Si < 12% |
– | SH725 | 90 – 200 | 6 | 8 | 10 | 12 | 15 | |
この製品の詳細については、e-Catalogを見るか、製品パンフレットをダウンロードしてください。
e-Catalog



オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム 特殊品作図システム特殊品の簡易図面をスピーディーに生成します
特殊品作図システム特殊品の簡易図面をスピーディーに生成します