

寿命延長を実現する新外郭形状CBN インサート
独自形状により切りくず噛みこみを抑制
切りくず噛みこみに起因するインサート損傷対策に効果的

使用用途&特長
使用用途


特長
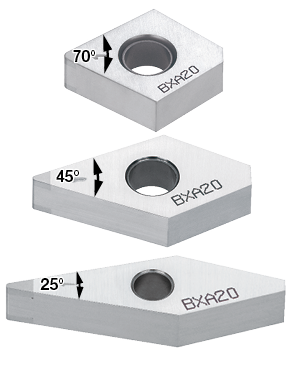
新外郭形状CBNインサート
- コーナ角70°のGNGAタイプ
- コーナ角45°のFNGAタイプ
- 切れ刃と加工物のクリアランスが拡大することにより、切りくず排出性が向上
- 端面加工や端面際まで寄る加工時の切りくず噛みこみを抑制
- 引き上げ加工における CBN 切れ刃長不足を解消
- コーナ角25°のYNGAタイプ
- ぬすみ加工、V 溝加工など、既存インサートでは干渉していた
加工を標準品で対応可能
- ぬすみ加工、V 溝加工など、既存インサートでは干渉していた
ホルダ交換が不要
- 既存の ISO 規格インサート用ホルダに装着可能
- GNGAタイプ: CNxx1204 インサート用ホルダに装着可
- FNGAタイプ: DNxx1504 インサート用ホルダに装着可
- YNGAタイプ: VNxx1604 インサート用ホルダに装着可
- – ISO インサートと同じ刃先寸法なので、オフセットの変更が不要
- 両面2 コーナ仕様インサート

インサート & 材種
加工事例
加工事例 #1
自動車産業
| 加工部品名: | フライホイール |
| 被削材: | FC250 |
| ホルダ: | DCLNR2525M12 |
| インサート: | 2QP-GNGA120408 |
| 材種: | BX470 |
| 切削条件: | Vc = 500 (m/min) f = 0.10 (mm/rev) ap = 0.20 (mm) 加工形態: 端面切削 切削油: 湿式 |

加工事例 #2
一般機械産業
| 加工部品名: | コレット |
| 被削材: | SNCM220 |
| ホルダ: | A25R-ACLNR12-D320 |
| インサート: | 2QP-GNGA120408 |
| 材種: | BXM20 |
| 切削条件: | Vc = 70 (m/min) f = 0.06 (mm/rev) ap = 0.20 (mm) 加工形態: 内径旋削 切削油: 乾式 |

標準切削条件
この製品の詳細については、e-Catalogを見るか、製品パンフレットをダウンロードしてください。
e-Catalog

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム