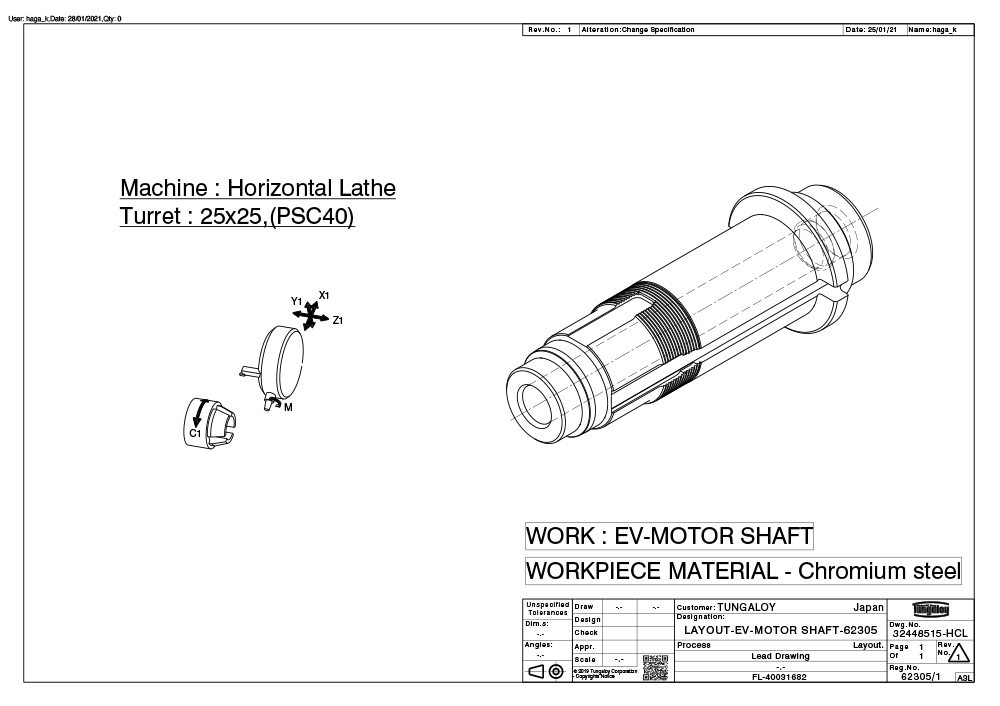
自動車産業 – EVモーターシャフト
電気自動車用走行モータでは、低速から高速回転の全域にわたり性能を発揮できる出力特性が求められ、軽量かつ回転時の動バランスに優れるシャフトの開発が近年進んでいます。
軽量化のためにシャフトの中空化が進んでおり、シャフト加工では深穴加工のへの対応が必要になってきています。
自動車用シャフトでは切りくず処理の難しい低炭素鋼(SCr420,SCM415など)が使用されるため、切りくず処理に課題を持つケースが多いです。また焼入れ後の加工も必要になるため、高能率かつ経済的なCBNインサートの使用もシャフト加工では重要なポイントになります。
タンガロイは独自技術により、「深穴加工への対応」「切りくず処理の改善」「効率的なCBNインサートの使用」など、シャフト加工の課題解決につながる包括的なソリューションを提供します。

ツーリングコンセプト
- 高能率・高信頼性を誇る深穴加工ソリューションを提供
- 内部クーラントホルダを使用した切りくず処理の改善
- 焼入れ後工程にハードターニングを適用、研削レス化による加工能率の向上と生産コストの低減
- TungCapツーリングによる機械停止時間の最小化
注目の工程






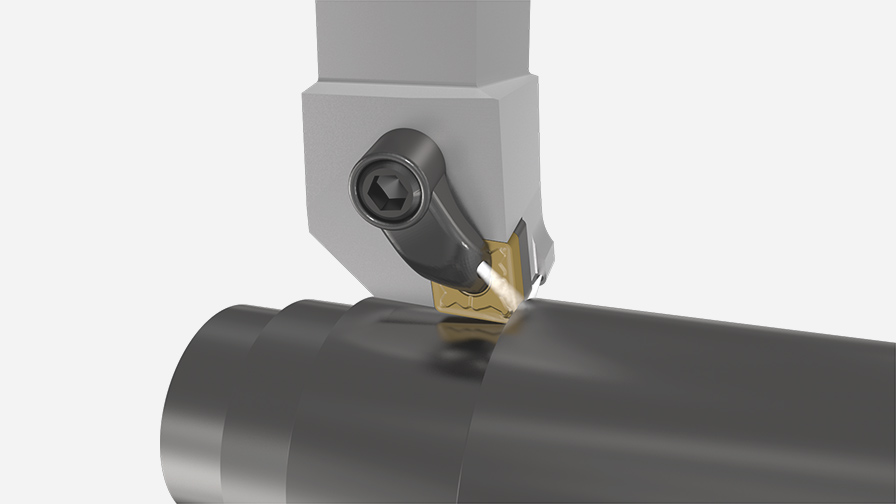
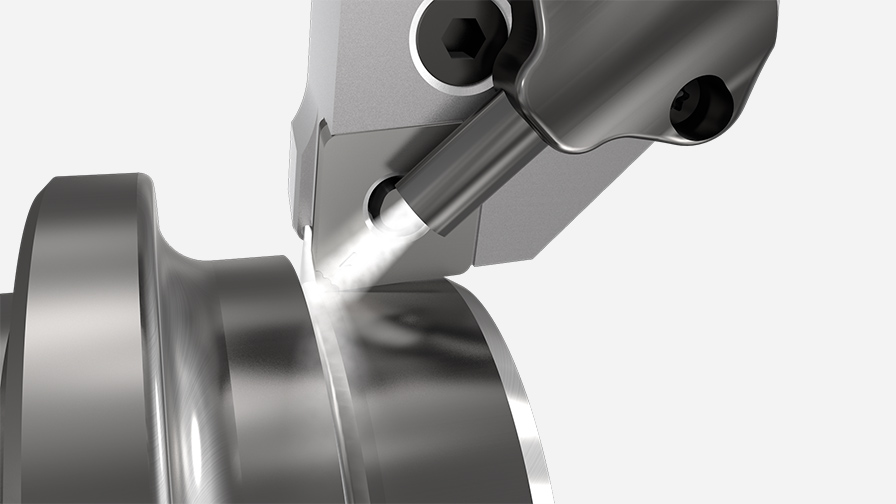
工程1: 外径旋削
特長&効果
- 切れ刃に直接切削油を供給することで、切りくず処理を改善
- 冷却効果の向上と最新材種T9200シリーズによりインサート寿命を改善



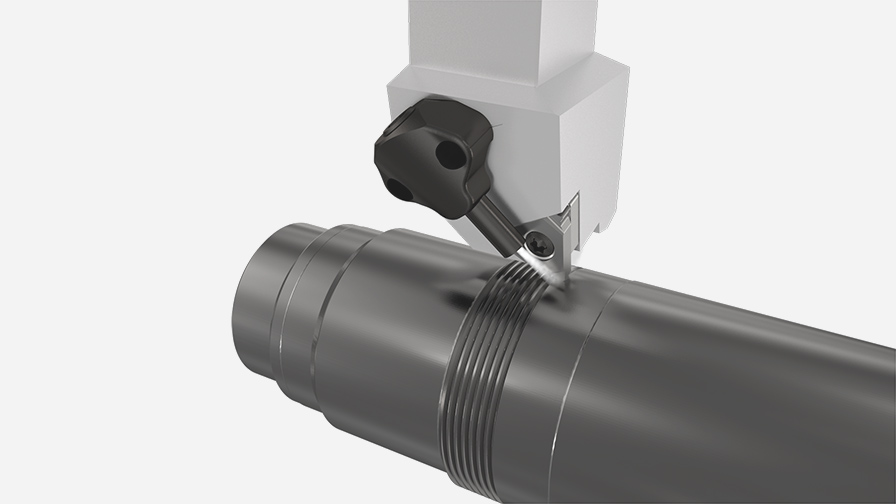
工程2: 外径ねじ切り
特長&効果
- 切りくず処理の難しいねじ切り加工でも、刃先へのクーラント供給により切りくず処理を改善
- 刃先冷却効果の向上により、インサート摩耗を抑制。摩耗を抑制することで、加工中のねじ形状の維持に貢献




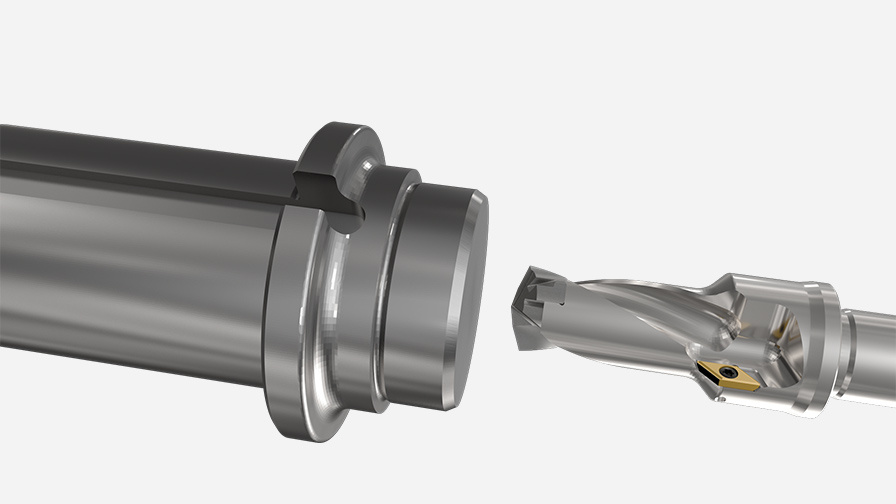
工程3: 穴あけ+面取り複合穴あけ
特長&効果
- DrillMeisterヘッドを使用した面取り刃付き複合ドリル
- 穴あけと面取り加工を同時に行うことで工程を短縮



工程4: 深穴加工
特長&効果
- シャフトの高い動バランス要求達成のために、穴あけ加工の中で最も高い真直度が得られるガンドリル加工を適用
- 刃先交換式ガンドリルDeepTri-Drillは従来のロウ付けガンドリルに対し、異次元の高能率加工が可能。また再研削が不要で工具管理も容易
- インサートに設けられたチップスプリッタが切りくずを分割し、小さな切りくずを生成。汎用的なマシニングセンタや旋盤で用いられる一般的な切削吐出圧でもガンドリル加工が可能




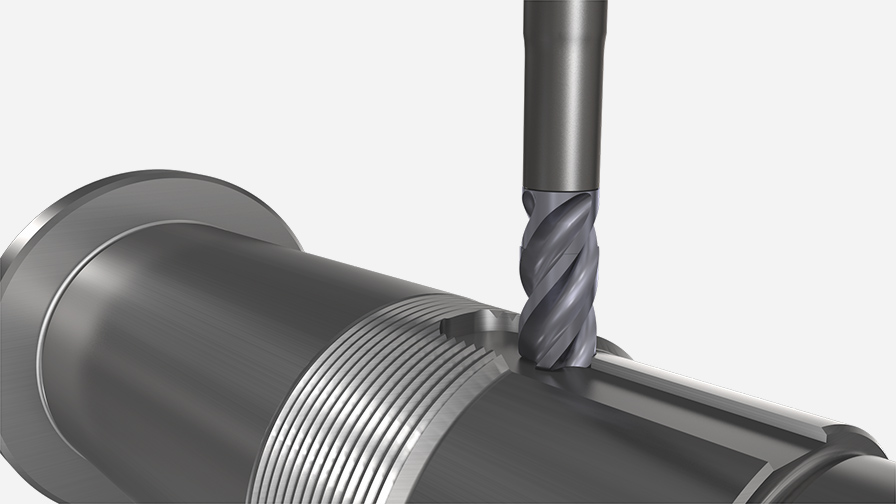
工程5: 溝加工
特長&効果
- 耐びびり性能を向上させたVEHヘッドは溝加工で発生しやすいびびりを抑制。溝加工での生産性を最大化
- 様々なヘッドとシャンクの組み合わせで柔軟な工具長の選択が可能。必要最低限の長さで高剛性なツーリングが可能



工程6: ハードターニング
特長&効果
- ロウ付け接触面積の大きなWavyJointインサートは切削時に刃先に生じる熱を効果的に発散。刃先温度を低減させクレータ摩耗を抑制
- TungTurn-Jetホルダによる冷却効果で刃先温度をさらに低減。インサートとホルダの2つの組み合わせで大幅に寿命を改善
- ロウ付けの接触面積の大きなWavyJointインサートはロウ付け強度が高く、断続部の加工でも高い信頼性を発揮





オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム 特殊品作図システム特殊品の簡易図面をスピーディーに生成します
特殊品作図システム特殊品の簡易図面をスピーディーに生成します