
Découvrez les avantages du rainurage de précision avec Tungaloy
L’accent est mis sur trois aspects cruciaux : la sélection efficace des outils, la compréhension de la précision de la largeur de la rainure et la maîtrise de l’usinage à avance horizontale.
Table des matières :
1. Sélection d’outils pour le rainurage extérieur et l’usinage par avance latérale
- Explorer les critères et les considérations pour une sélection efficace de l’outil dans les opérations de rainurage extérieur et d’alimentation latérale.
2. Précision de la largeur de la rainure
- Découvrez les facteurs qui influencent la précision de la largeur des rainures et les stratégies pour y parvenir.
3. Traitement horizontal des aliments pour animaux
- Guide d’installation et de coupe
- Remarques sur la trajectoire de l’outil (rainurage + avance latérale)
- Remarques sur la trajectoire de l’outil (usinage du coin R)
- Remarques sur la trajectoire de l’outil (bavure de l’anneau lors de l’extraction)
Lors de la sélection d’un outil de rainurage du diamètre extérieur, il est préférable d’opter pour un outil de type “clamp-on”. L’avantage distinctif des outils de rainurage à serrage réside dans leur capacité à réaliser les fonctions de rainurage et d’alimentation transversale de manière transparente avec un seul outil. En outre, il est conseillé de choisir un outil en fonction des exigences d’usinage spécifiques. Optez pour un outil à serrage automatique, qui garantit un contrôle supérieur des copeaux et convient particulièrement aux rainures profondes. En revanche, il est préférable d’opter pour un outil à serrage par vis lorsque la pièce est peu rigide, afin d’aligner le choix de l’outil sur l’objectif d’usinage visé pour des performances optimales.
Recommandations de Tungaloy :



Les plaquettes peuvent être classées en deux catégories principales : les produits pressés, qui subissent un revêtement après le processus de pressage, et les produits rectifiés, qui sont polis pour une précision accrue. Les plaquettes polies présentent une précision de traitement élevée, la sélection dépendant des exigences de précision spécifiques de la pièce à usiner. En outre, l’étendue de la saillie de la pièce et la largeur de la rainure du copeau influencent considérablement la précision de l’usinage. Un dépassement important peut entraîner une déformation de la pièce en raison d’une résistance accrue à la coupe. À l’inverse, une largeur de rainure importante ou un rayon d’angle réduit peuvent atténuer la résistance à la coupe. Il est essentiel de tenir compte de ces facteurs pour optimiser les performances d’usinage.
Tolérance typique de la largeur :
Plaquettes pressées : W ± 0.05 mm (.002″)
Plaquettes moulées : W ± 0.025 mm (.001″)
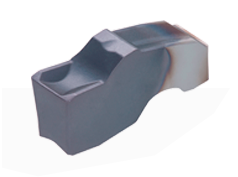
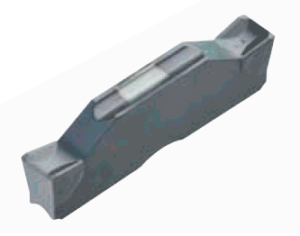
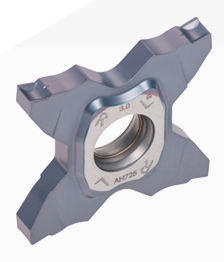
Echantillon de plaquettes moulées
TungCut – Plaquettes DTE/DTR

TetraForceCut – Plaquettes TCS/TCL inserts
L’usinage transversal avec un outil de rainurage offre des avantages tels qu’une concentration réduite de l’outil et des temps d’usinage plus courts, particulièrement efficaces pour les faibles profondeurs de rainurage par rapport à la largeur. Toutefois, la précision dans l’utilisation de l’outil et le respect des trajectoires spécifiques de l’outil sont essentiels pour obtenir des résultats optimaux. Pour garantir la réussite de l’usinage en avance transversale, il est essentiel de prêter attention à l’installation et au guide de coupe.
La minimisation de la résistance due à l’angle de dépouille (α) pendant la déviation de l’outil facilite l’efficacité de l’usinage en avance transversale. En outre, le maintien de la stabilité de l’avance latérale nécessite une profondeur de coupe minimale dépassant l’angle de copeau R (rƐ), la profondeur de coupe maximale étant idéalement fixée à environ 80 % de la largeur de la rainure (W).

Remarques sur la trajectoire de l’outil (rainurage + avance latérale)
Dans l’usinage en avance transversale, la résistance potentielle à la coupe présente un risque de rupture de l’outil si la déviation n’est pas prise en compte. Pour atténuer ce risque, il faut s’assurer que l’outil est éloigné d’environ 0,1 mm de la pièce près de la paroi avant d’entamer l’opération de rainurage suivante. En outre, si nécessaire, corrigez toute irrégularité sur les bords de la paroi résultant du processus de poinçonnage initial à la fin de la procédure d’usinage globale.

Remarques sur la trajectoire de l’outil (usinage des coins)
Le copiage le long du rayon de l’angle présente un risque d’application simultanée d’une force provenant de deux directions, ce qui augmente la probabilité de rupture de l’outil. Pour remédier à ce problème, il convient d’utiliser une stratégie consistant à poinçonner le côté de l’angle R et à tracer le long de l’arête du mur. Cette approche minimise efficacement la force exercée simultanément dans deux directions, réduisant ainsi le risque d’endommagement de l’outil.

Remarques sur la trajectoire de l’outil (bavure annulaire lors de l’extraction)
Lors de l’usinage d’une pièce en forme de tige avec des trous, le risque de bavures annulaires survient si l’outil se désengage pendant l’avance horizontale. Cela peut entraîner des problèmes tels que l’endommagement du matériau ou l’enchevêtrement des copeaux, en particulier si la bavure annulaire s’enroule autour de la contre-pointe. Pour éviter ces complications, il est conseillé de positionner l’extrémité de sortie en dessous de la largeur de la rainure et de poinçonner la partie restante, ce qui permet d’éviter la formation de bavures annulaires.
