

Une large gamme de forets indexables pour diverses applications |
 |
Trou d’arrosage torsadé dans le corps du foret pour une excellente évacuation des copeaux et un excellent état de surface.

Applications & Fonctionnalités
Applications


Fonctionnalités
1. Gamme riche de perceuses et adaptée à diverses applications
- Diamètre du foret: ø12.5 – ø 54.0 mm
- L/D = 2, 3, 4, 5

Une grande variété de brise-copeaux et de nuances qui offrent une grande polyvalence
2. Excellente évacuation des copeaux
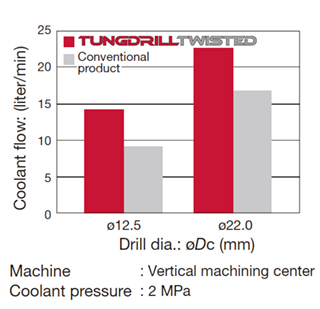
Le trou d’arrosage augmente le débit d’arrosage de 1,5 fois, ce qui améliore l’évacuation des copeaux et qui se traduit par une excellente finition de surface.
3. TungDrillBig
Corps de forte avec couvercles de cartouche réglable. Le diamètre du trou varie de: øDc: ø55 mm – ø80 mm, L/D = 2.5

-
Corps très rigide et position de la plaquette optimisée
Fournit des forces de coupe bien équilibrées et des conditions d’usinage stables pour un perçage de haute précision.

-
Diamètre de l’outil réglable
TungDrillBig propose 5 tailles de corps de foret pour accueillir une gamme de plaques de réglage qui couvre une plage de diamètres de ø55 mm – ø80 mm.

-
Variété d’options de conception
Les cartouches de type TDX et TDS peuvent être apposées sur le même corps
Inserts & Grades
Plaquettes
Plaquettes pour Anneau de Chanfreinage

XHGX090700R-45A
Plaquettes pour outil à chanfreiner TDXCF
Nuances principales
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
T1115
![]()
- K10 – K25
- High wear resistance
- Suitable for milling cast iron
AH7020
![]()
![]()
- Wear-resistant grade that enables high speed machining in steel and cast iron. Improved machining efficiency with no compromise on tool life.
AH7030
![]()
![]()
![]()
![]()
![]()
- First-choice grade in all material groups.Extremely fracture resistant, the grade provides predictability in unstable drilling applications that might, otherwise, induce edge chipping.
AH6030
![]()
![]()
- M25 – M35 / S15 – S30
- Haute résistance à la rupture
- Convient pour le perçage des aciers inoxydables et des alliages résistants à la chaleur dans des conditions de coupe générales
AH9030
![]()
![]()
- P15 – P35 / K10 – K25
- Haute résistance à l’usure
- Convient pour le perçage des aciers et de la fonte à grande vitesse
GH130
![]()
![]()
![]()
- P25 – P40 / M25 – M40 / K25 – K40
- Haute résistance à l’écaillage et à la rupture
- Convient pour les aciers, les aciers inoxydables et les fontes
Corps de forage & Outils connexes
Corps de forage

TDX-F (ø12.5 – ø54 mm)
Forets à plaquettes indexables, goupille plate
Corps de forage

C-TDX
Forets à plaquettes indexables avec tiges interchangeables “TungCap”

Exemples pratiques
Exemple #1
Industrie automobile
| Partie: | Pignon |
| Matériau: | SCM435 / 34CrMo4 |
| Foret: | TDX185F25-2 |
| Plaquette: | XPMT06X308R-DW |
| Nuance: | AH9030 |
| Conditions de coupe: | Vc = 160 (m/min) f = 0.11 (mm/rev) Vf = 300 (mm/min) H = 18 (mm) Liquide de refroidissement : avec Machine: tour CN |

Exemple #2
Industrie automobile
| Partie: | York |
| Matériau: | S33C |
| Foret: | TDX200F25-3 |
| Plaquette: | XPMT06X308R-DJ |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 138 (m/min) f = 0.06 (mm/rev) Vf = 132 (mm/min) H = 25 (mm) Liquide de refroidissement : avec Machine: machine spéciale |

Exemple #3
Industrie automobile
| Partie: | Bielle |
| Matériau: | S55C |
| Foret: | TDX200F25-3 |
| Plaquette: | XPMT06X308R-DW |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 90 (m/min) f = 0.06 (mm/rev) Vf = 86 (mm/min) H = 22 (mm) Liquide de refroidissement : avec Machine: machine spéciale |

Conditions de coupe recommandées
Recommended insert
| ISO | Workpiece material | First choice | Wear resistance | Chip control |
|---|---|---|---|---|
 |
Low carbon steel (C ≤ 0.3%) | DJ AH7030 | DJ AH7020 | DW AH7030 / DG AH725 |
| Carbon steel (C > 0.3%), Low alloy steel, Alloy steel |
DJ AH7030 | DJ AH7020 | DW AH7030 | |
 |
Stainless steel | DS AH7030 | DS AH7020 | DJ AH7030 |
 |
Grey cast irons | DJ AH7020 | DJ T1115 | – |
| Ductile cast irons | DJ AH7030 | DJ AH7020 | – | |
 |
Aluminium alloy | DJ AH725 | – | DG AH725 |
 |
Heat-resistant alloys, Titanium alloys |
DJ AH7030 | DJ AH7020 | – |
 |
Hardened steel | DJ AH7030 | DJ AH7020 | – |
Standard cutting conditions
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Series L/D |
Feed: f (mm/rev) | ||||
|---|---|---|---|---|---|---|---|---|---|
| ø12.5 – ø14.5 | ø15 – ø17 | ø17.5 – ø26 | ø27 – ø32 | ø33 – ø54 | |||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. st42-1, St52-3, C25, etc. |
– 200 HB | 160 – 320 | 2D, 3D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| Carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 250 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
| Low alloy steels SCM415, etc. |
– 200 HB | 160 – 250 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | ||||
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 80 – 200 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
|
Stainless steels (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 100 – 200 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| Stainless steels (Martensitic and ferritic) SUS430, SUS416, etc. X6Cr17, X20Cr13, etc. |
– 200 HB | 100 – 220 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| Stainless steels (Precipitation hardening) SUS630, etc. X5CrNiCuNb16-4, etc. |
– | 80 – 120 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | ||||
|
Grey cast irons FC250, etc., 250, etc. |
150 – 250 HB | 80 – 250 | 2D, 3D | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 |
| 4D, 5D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
| Ductile cast irons FCD700, etc., 600-3, etc. |
150 – 250 HB | 80 – 200 | 2D, 3D | 0.04 – 0.12 | 0.04 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 | |
| 4D, 5D | 0.04 – 0.1 | 0.04 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
|
Aluminium alloy A2017, ADC12, etc. AlCu4SiMg, AlSi11Cu3, etc. |
– | 200 – 400 | 2D, 3D | 0.1 – 0.12 | 0.1 – 0.15 | 0.15 – 0.2 | 0.15 – 0.2 | 0.15 – 0.25 |
| 4D, 5D | 0.08 – 0.12 | 0.08 – 0.12 | 0.12 – 0.16 | 0.12 – 0.16 | 0.12 – 0.2 | ||||
|
Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | 20 – 60 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 40 – 120 | 2D, 3D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.12 | |
| 4D, 5D | 0.06 – 0.08 | 0.06 – 0.08 | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.1 | ||||
|
Hardened steel | – 50 HRC | 40 – 100 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | ||||
Standard cutting conditions for DG Chipbreaker
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Series L/D |
Feed: f (mm/rev) | |
|---|---|---|---|---|---|---|
| ø27 – ø32 | ø33 – ø54 | |||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. st42-1, St52-3, C25, etc. |
– 200 HB | 60 – 180 | 2D, 3D 4D, 5D |
0.04 – 0.1 | |
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils