


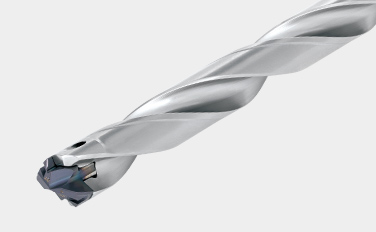
Broca de punta intercambiable para una gran productividad
Es posible obtener un rendimiento estable, una larga durabilidad de las herramientas y un importante ahorro de costes gracias a la eliminación del afilado de las herramientas y a la reducción del inventario






Aplicaciones y caracterísiticas
Aplicaciones

Características
1. Brocas de punta intercambiables para una durabilidad de la herramienta y un rendimiento inigualables
– Margen helicoidal para evitar la adhesión de la viruta entre el cuerpo y el agujero durante el mecanizado
– Broca fabricada en acero de máxima calidad con una dureza superior para una mayor resistencia al desgaste
– Amplia variedad de geometrías para cada aplicación de taladrado
– Opciones de calidad que garantizan una durabilidad estable y prolongada
-Los canales de refrigeración interna proporcionan una refrigeración y lubricación eficaces durante el proceso de taladrado

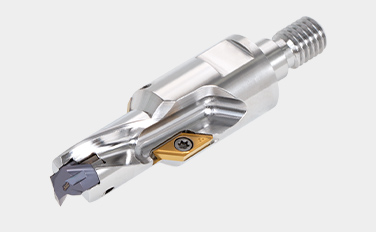
2. Cambio de puntas rápido y preciso con un avanzado sistema de autosujeción
– Zona de asentamiento de la punta diseñada para soportar condiciones de corte elevadas
– Permite una fácil y rápida fijación de la punta, minimizando el tiempo de inactividad de la máquina

3. Garantiza una larga durabilidad de la herramienta y predictibilidad
Arista de la punta DrillMeister

– La punta de corte es siempre nueva y fiable
– El grosor optimizado del recubrimiento proporciona una larga vida útil de la herramienta
– La calidad constante del recubrimiento proporciona una mayor previsibilidad de la durabilidad
Fluctuaciones durabilidad de DrillMeister

Arista de la broca de metal duro (tras afilado)

– Exceso de grosor del recubrimiento debido a los múltiples procesos de recubrimiento
– Capa de recubrimiento frágil debido al exceso de recubrimiento
– Resultado: vida útil imprevisible de la herramienta
Fluctuaciones durabilidad de broca de metal duro

Puntas y calidades
Puntas

DMP (ø4.0 – ø25.9 mm)
- Uso general para cualquier tipo de material.
- Baja fuerza de corte gracias a su arista afilada

DMC (ø4.0 – ø25.9 mm)
- De alta precisión
- Innovador arista para una entrada suave de la broca. No es necesario el pretaladrado en la operación de taladrado 12xD
- El doble contacto lateral proporciona un acabado superficial superior y la rectitud del agujero

DMF (ø4.0 – ø25.9 mm)
- El diseño de la arista plana con punta piloto realiza una entrada equilibrada de la broca
- Las fuerzas radiales significativamente reducidas garantizan un taladrado estable para superficies complejas en la entrada y salida de la broca
- Taladrado estable con voladizo largo hasta L/D = 8 sin agujero previo

DMH (ø6.0 – ø25.9 mm)
- El diseño robusto de la arista de corte evita que la arista de la broca se fracture durante los procesos más exigentes
- La calidad AH9130, versátil y resistente al desgaste, proporciona una mayor durabilidad de la herramienta

DMN (ø6.8 – ø19.5 mm)
- Excelente resistencia para metales no férricos

DMM (ø10 – ø19.9 mm)
- Stainless steel & exotic materials
- Excellent tool life and cost reduction in stainless steel and exotic materials
Calidades principales
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Buen equilibrio entre la resistencia al desgaste y al astillado
- Adecuada para el mecanizado de acero y acero inoxidable en condiciones de corte estable
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- Alta resistencia al desgaste
- Diseñada para taladrar diversos materiales
KS15F
![]()
- N15
- Metal duro sin recubrimiento
Cuerpos de broca

Cuerpos de broca
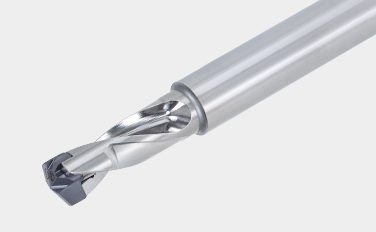
TID-R-E (2xD)
- Mango cilíndrico
- Sin agujero para el refrigerante. Tipo económico

Cuerpos de broca

TIDC (3xD, 5xD)
- Mango cilíndrico con plano y adaptadores para chaflanado



Ejemplos prácticos
Ejemplo #1
| Pieza: | Bloque de cilindros |
| Material: | FC250 / GG25 / 250 |
| Broca: | TID115F16-8 |
| Punta: | DMC115 AH9130 |
| Condiciones corte: | Vc = 100 (m/min) f = 0.2 (mm/rev) Vf = 554 (mm/min) DC = 11.5 (mm) H = 80 (mm) Refrigeración: Taladrina (Interior) Máquina: Horizontal M/C |

Ejemplo #2
| Pieza: | Parte de brida |
| Material: | S45C / C45 |
| Broca: | TID050R06-5 |
| Punta: | DMP050 AH725 |
| Condiciones corte: | Vc = 100 (m/min) f = 0.1 (mm/rev) Vf = 636.9 (mm/min) DC = 5 (mm) H = 20 (mm) Refrigeración: Taladrina (Interior y exterior) Máquina: Vertical M/C |

Ejemplo #3
| Pieza: | Eje de salida |
| Material: | SCM415 |
| Broca: | TID140F16-8 |
| Punta: | DMC140 AH9130 |
| Condiciones corte: | Vc = 120 (m/min) f = 0.3 (mm/rev) Vf = 600 (mm/min) DC = 14 (mm) H = 80 (mm) Refrigeración: Taladrina (Interior) Máquina: Horizontal M/C |

Condiciones de corte estándar
AddMeisterDrill
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed: f (mm/rev) | ||
|---|---|---|---|---|---|---|
| Tool diameter: DC (mm) | ||||||
| ø4 – 4.4 | ø4.5 – 4.9 | ø5 – 5.9 | ||||
 |
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. C15E4, E275A, E355D, etc. |
– 200 HB | 80 – 140 | 0.04 – 0.07 | 0.04 – 0.08 | 0.07 – 0.13 |
| High carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 70 – 120 | 0.04 – 0.07 | 0.04 – 0.08 | 0.07 – 0.13 | |
| Low alloy steels SCM415, etc. 18CrMo4, etc. |
– 200 HB | 70 – 120 | 0.04 – 0.06 | 0.05 – 0.08 | 0.07 – 0.13 | |
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 40 – 90 | 0.04 – 0.07 | 0.05 – 0.08 | 0.07 – 0.13 | |
 |
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 250 HB | 30 – 70 | – | – | 0.04 – 0.08 |
 |
Grey cast irons FC250, etc. GG25, etc. |
150 – 250 HB | 80 – 180 | 0.04 – 0.08 | 0.04 – 0.08 | 0.1 – 0.15 |
| Ductile cast irons FCD700, etc. GGG70, etc. |
150 – 250 HB | 80 – 140 | 0.04 – 0.08 | 0.04 – 0.08 | 0.1 – 0.15 | |
 |
Aluminium alloys ADC12, etc. AlSi11Cu3, etc. |
– | 80 – 220 | – | – | – |
 |
Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 20 – 50 | – | – | – |
| Nickel-based alloys | – 40 HRC | 20 – 50 | – | – | – | |
 |
Hardened steel | – 50 HRC | 20 – 50 | – | – | – |
DrillMeister
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed: f (mm/rev) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Tool diameter: DC (mm) | ||||||||||
| ø6 – 7.9 | ø8 – 9.9 | ø10 – ø11.9 | ø12 – ø13.9 | ø14 – ø15.9 | ø16 – ø19.9 | ø20 – ø25.9 | ||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. C15E4, E275A, E355D, etc. |
– 200 HB | 80 – 140 | 0.09 – 0.13 | 0.12 – 0.25 | 0.15 – 0.28 | 0.18 – 0.3 | 0.20 – 0.35 | 0.25 – 0.45 | 0.25 – 0.45 |
| High carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 70 – 120 | 0.09 – 0.13 | 0.12 – 0.25 | 0.15 – 0.28 | 0.18 – 0.3 | 0.2 – 0.35 | 0.25 – 0.45 | 0.25 – 0.45 | |
| Low alloy steels SCM415, etc. 18CrMo4, etc. |
– 200 HB | 70 – 120 | 0.08 – 0.13 | 0.11 – 0.25 | 0.14 – 0.28 | 0.16 – 0.32 | 0.18 – 0.35 | 0.23 – 0.4 | 0.25 – 0.45 | |
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 40 – 90 | 0.08 – 0.13 | 0.11 – 0.25 | 0.14 – 0.28 | 0.16 – 0.32 | 0.18 – 0.35 | 0.23 – 0.4 | 0.25 – 0.45 | |
|
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 250 HB | 30 – 70 | 0.08 – 0.1 | 0.1 – 0.15 | 0.12 – 0.18 | 0.14 – 0.2 | 0.16 – 0.24 | 0.16 – 0.26 | 0.18 – 0.3 |
|
Grey cast irons FC250, etc. GG25, etc. |
150 – 250 HB | 80 – 180 | 0.12 – 0.18 | 0.15 – 0.3 | 0.20 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.55 | 0.35 – 0.6 |
| Ductile cast irons FCD700, etc. GGG70, etc. |
150 – 250 HB | 80 – 140 | 0.12 – 0.18 | 0.15 – 0.3 | 0.20 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.55 | 0.35 – 0.6 | |
|
Aluminium alloys ADC12, etc. AlSi11Cu3, etc. |
– | 80 – 220 | 0.1 – 0.2 | 0.2 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.5 | 0.4 – 0.6 | 0.5 – 0.75 |
|
Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.12 | 0.08 – 0.15 | 0.1 – 0.28 | 0.12 – 0.2 | 0.14 – 0.22 | 0.18 – 0.27 |
| Nickel-based alloys | – 40 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.11 | 0.08 – 0.13 | 0.1 – 0.15 | 0.12 – 0.18 | 0.12 – 0.22 | 0.14 – 0.22 | |
|
Hardened steel | – 50 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.12 | 0.08 – 0.15 | 0.1 – 0.18 | 0.12 – 0.2 | 0.14 – 0.22 | 0.16 – 0.25 |
- Las condiciones de corte en la tabla anterior muestran las condiciones de corte estándar.
- Las condiciones de corte pueden cambiar debido a la rigidez y potencia de la máquina y al material de la pieza de trabajo.
- El diámetro del agujero mecanizado puede cambiar según la rigidez de la máquina herramienta o las condiciones de corte.
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el catálogo:
Métrico
Imperial
Instrucciones de cambio de punta




Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.