Nutfräser als Bearbeitungsoption – mit einem Werkzeug mehr Möglichkeiten schaffen: von tiefen Nuten und Seitenwänden bis zu Trennbearbeitungen und Kollisionsvermeidung
Nutenfräser gelten häufig als „altmodische Werkzeuge, die nur zum Abtrennen und Nutenfräsen eingesetzt werden“.
In der Praxis sind sie jedoch äußerst vielseitige und produktive Werkzeuge. Sie ermöglichen Bearbeitungen, die mit Schaftfräsern nur schwer zu realisieren sind – von tiefen Nuten, hoher Seitenwandgenauigkeit, schmalen Nuten und Passfedernuten bis hin zur Bearbeitung zweier paralleler Flächen und zur Kollisionsvermeidung.
Sie verfügen über viele Schneidkanten am Umfang, helfen dabei, die Auskraglänge zu minimieren, und ermöglichen die Wahl eines geeigneten Werkzeugdurchmessers im Verhältnis zur Nutenbreite. Durch die gezielte Nutzung dieser Eigenschaften lassen sich Bearbeitungen, die bisher aufgrund von Rattern, Wanddurchbiegung oder Spanverstopfung nicht realisierbar waren, in stabile Serienfertigungsprozesse überführen.
Dieser Artikel erklärt die Grundlagen von Nutenfräsern, wo sie effektiv sind und wie man sie auswählt. Darüber hinaus wird erläutert, wie die Bearbeitungsbedingungen eingestellt werden sollten, um die Leistung dieser Werkzeuge optimal zu nutzen – mit besonderem Fokus auf dem häufig unterschätzten Thema Spandicke.

Was Sie in diesem Artikel erfahren
- Was ist ein Nutenfräser? Unterschiede zu Schaftfräsern
- Warum Nutenfräser für tiefe Nuten, Seitenwände und Abtrennoperationen effektiv sind
- Arten von Nutenfräsern und ihre geeigneten Anwendungen
- Schaftfräser vs. Nutenfräser: wichtige Kriterien für die richtige Werkzeugauswahl
- Grundlegende Tipps für eine stabile Bearbeitung
- Spanndicke verstehen, wenn ae/DC klein ist
- Häufige Probleme und zu Prüfpunkte
- Sonderformfräser als Option
- Zusammenfassung
1. Was ist ein Nutenfräser? ─ Ein Werkzeug, das mit den „seitlichen Umfangsschneiden“ bearbeitet
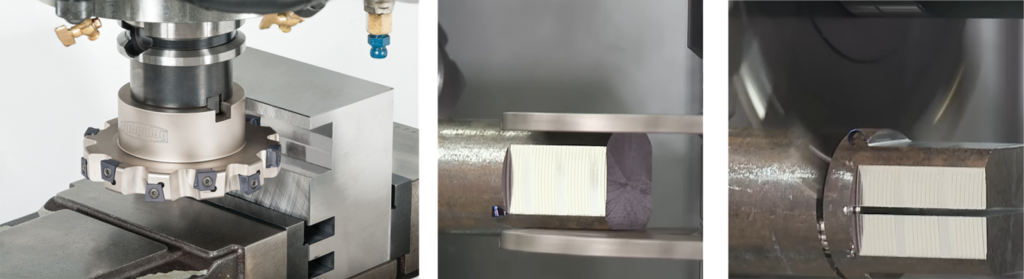
Nutfräser sind eine Werkzeuggruppe, die Schneidkanten an der Seite des Werkzeugumfangs nutzt, um Nuten, Schultern und Flächen zu bearbeiten. Sie werden für tiefe und schmale Nuten, Anwendungen mit hohen Anforderungen an die Seitenwandgenauigkeit, zum Abtrennen, für Passfedernuten sowie für die Bearbeitung zweier paralleler Flächen eingesetzt.
Ein häufiges Missverständnis ist, dass es sich dabei um „altmodische Werkzeuge handelt, die nur zum Abtrennen und Nutenfräsen eingesetzt werden“. In der tatsächlichen Bearbeitung sind sie jedoch auch beim Schulterfräsen und Planfräsen wirksam, wenn Kollisionsvermeidung erforderlich ist. Mit der zunehmenden Verbreitung der 5-Achs-Bearbeitung wird ihr Wert als Werkzeuge wiederentdeckt, die das Werkstück von der Seite mit kurzer Werkzeuglänge erreichen können.
Unterschiede zu ähnlichen Werkzeugen
| Werkzeug | Hauptstärken | Unterschied zu Nutenfräsern |
|---|---|---|
| Planfräser | Planfräsen | Nicht als Ersatz für die Seitenwandbearbeitung geeignet |
| Schaftfräser | Allgemeine Bearbeitung | Bei tiefen Nuten wird die Auskraglänge groß, wodurch Durchbiegung und Rattern wahrscheinlicher werden |
| Schlitzfräser | Abtrennen und Schlitzfräsen | Eine dünne Ausführung eines Nutfräsers |

2. Typische Anwendungen, bei denen Nutenfräser effektiv sind
Schmale Breite im Verhältnis zur Tiefe
Bei Schaftfräsern wird die Auskragungslänge länger, wodurch Durchbiegung, Rattern und Maßfehler wahrscheinlicher werden. Nutenfräser sind oft vorteilhaft, da selbst wenn das Werkzeug im Verhältnis zu seinem Durchmesser dünn ist, die Aufnahmeabstützung und die Scheibensteifigkeit für Stabilität sorgen.
Wenn Rechtwinkligkeit und Parallelität der Seitenwände gefordert sind
Das Nutenfräsen ist sehr effektiv zur Formgebung von Seitenwänden. Beim Reihenfräsen können zwei Fräser und Distanzscheiben ermöglichen, dass zwei parallele Flächen in einem einzigen Durchgang bearbeitet werden.
Beim Reduzieren von Materialabfall beim Abstechen und bei der Bearbeitung schmaler Nuten
Wenn Materialverlust beim Trennfräsen und der Bearbeitung schmaler Nuten reduziert werden soll Selbst bei tiefen und schmalen Nuten kann eine hohe Effizienz erreicht werden, wenn die Werkzeuggeometrie und die Spanabfuhr richtig aufeinander abgestimmt sind.
Kollisionsvermeidung und Zugänglichkeit bei der 5-Achsen-Bearbeitung
Nutfräser können von der Seite dünn einfahren, in Bereichen, wo große Planfräser von vorne schwer einsetzbar sind oder wo lange Schaftfräser keinen ausreichenden Freiraum bieten. In 5-Achsen-Bearbeitungszentren macht die erhöhte Freiheit der Werkzeugachse Nutenfräser zu einer noch wertvolleren Option.
POINT
Eine Option zur Kollisionsvermeidung bei gleichzeitiger Sicherstellung der Steifigkeit
Nutenfräser sind keine „Werkzeuge nur für die Nutbearbeitung“. Sie sind eine Option, die die Bearbeitbarkeit bei tiefen Nuten, Seitenwandbearbeitung, Trennfräsen und seitlichem Anfahren verbessert.
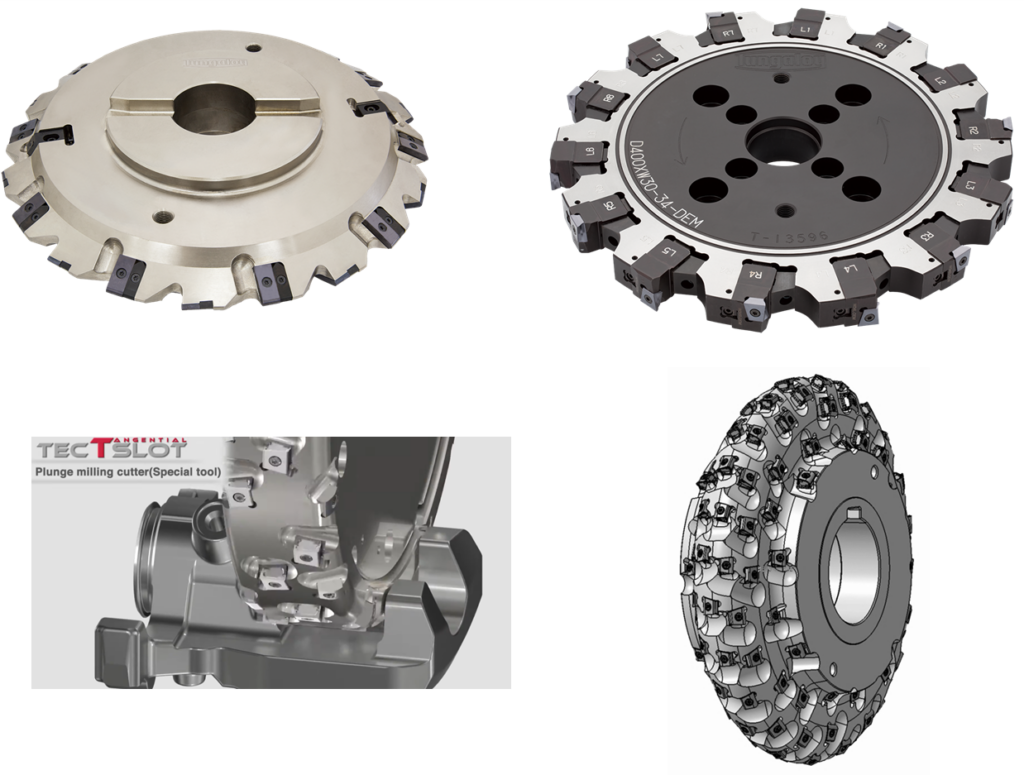
3. Grundlegende Klassifizierung von Nutenfräsern ─ Welchen Typ sollten Sie wählen?
| Typ | Hauptanwendungen | Geeignete Situationen |
|---|---|---|
| Dünnscheiben-Typ / Trennfräser (Slitting Saw) | Trennfräsen und schmale Nuten | Tiefe größer als Breite, reduzierter Materialverlust |
| Seiten- und Planfräser | Nuten, Seitenwände und Bodenflächen | Stabile Bearbeitung wie Passfedernuten |
| Halbseitenfräser | Einseitige Schulterbearbeitung | Stufenbearbeitung und einseitiges Schlichten |
| Formnutenfräser | Profilerzeugung | Hocheffiziente Bearbeitung und Massenproduktionsteile |
Bei der Auswahl eines Fräsers sind Schnittbreite, Breitenbereich, Spanabfuhr und Indexierbarkeit zu prüfen. Für die Massenproduktion werden Werkzeuge mit Wendeschneidplatten zu einem starken Kandidaten..

4. Kriterien für den Wechsel von Schaftfräsern
Wann Schaftfräser geeignet sind
Schaftfräser sind geeignet, wenn ihre Vielseitigkeit vorteilhaft ist, z. B. für flache Nuten, komplexe Formen, Ein-Werkzeug-Bearbeitung auf Universalmaschinen und Kleinserienfertigung, bei der die Rüstzeiteffizienz Priorität hat.
Wann Nutenfräser vorteilhaft sind
Nutfräser sind es wert, in Betracht gezogen zu werden für tiefe und schmale Nuten, Seitenwandgenauigkeit, Trennfräsen und Schmalnutbearbeitung, lange Bearbeitungslängen, Massenproduktion, parallele Zweiflächen-Bearbeitung, Kollisionsvermeidung und seitliches Anfahren auf 5-Achs-Maschinen.
Im Zweifelsfall: Erwägen Sie einen Nutenfräser, wenn Sie diese Anzeichen sehen
- Die Nut ist tief, aber schmal
- Rattern tritt bei einem Schaftfräser auf, oder die Nutenbreite ist instabil
- Späne verstopfen, Seitenwände biegen sich durch, oder der Schaftfräser bricht
- Die Bearbeitungszeit ist lang
- Das Werkzeug kann nicht von vorne einfahren, oder eine große Auskragungslänge sollte vermieden werden
POINT
Nutfräser gehören beim Nutfräsen oft zu den produktivsten Optionen
Da sie viele Schneidkanten am Umfang haben, unnötige Auskragungslänge reduzieren können und die Verwendung eines günstigen Durchmessers im Verhältnis zur Nutbreite ermöglichen, wird der Vorteil gegenüber Schaftfräsern umso größer, je kleiner die Nutbreite wird.
5. Grundlegende Tipps zur Leistungssteigerung ─ Auskragungslänge, Zähnezahl und Späne
1. Auskragungslänge so kurz wie möglich halten
Aufnahmelänge, Stützsteifigkeit, Distanzscheibengenauigkeit und Montagegenauigkeit beeinflussen das Ergebnis direkt. Eine zu große Auskragungslänge kann Seitenwanddurchbiegung, Maßabweichungen und Rattern verursachen.
2. Mehr Zähne sind nicht immer besser
Eine größere Zähnezahl kann die Produktivität verbessern, aber sie verringert das Spannutvolumen. Bei zähen Werkstoffen, Langspananwendungen und tiefen Nuten kann eine Erhöhung der Zähnezahl den gegenteiligen Effekt haben. Es kann auch zu Problemen mit der effektiven Spandicke führen, die später behandelt wird.
3. Unterschätzen Sie den Rundlauf nicht
Verschmutzungen auf den Auflageflächen, unzureichende Distanzscheibengenauigkeit oder unzureichende Klemmung können die Belastung auf bestimmte Schneiden konzentrieren. Dies kann zu schlechter Oberflächengüte, Ausbrüchen und Breitenabweichungen führen, daher ist eine Überprüfung vor der Montage unerlässlich.
4. Der Spanabfuhr höchste Priorität einräumen
Ein typisches Problem bei tiefen Nuten ist das Wiederaufschneiden von Spänen oder Spanklemmen. Kühlmittelreichweite, Spanabfuhrrichtung und Schnittrichtung sollten als Einheit ausgelegt werden.
5. Die Werkzeugstandzeit ändert sich je nachdem, wie der Fräser in das Werkstück eintritt
Wenn das Werkzeug plötzlich mit voller Last eingreift, können dicke Späne auf der Austrittseite und Schlagbelastung die Werkzeugstandzeit verkürzen. Einrollender Eintritt und die Reduzierung des Vorschubs beim Eintritt sind wirksame Gegenmaßnahmen.
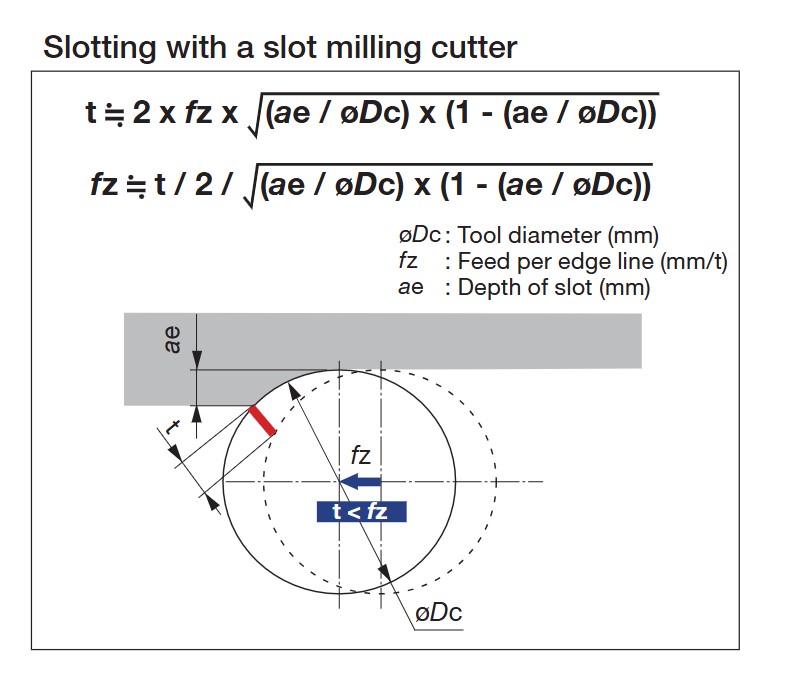
6. Der am häufigsten übersehene Punkt bei Nutenfräsern ─ Spanndicke
Aufgrund ihrer Konstruktion neigen Nutfräser dazu, mit kleinem ae/DC zu arbeiten. Wenn die Schnittbedingungen nur anhand des scheinbaren Vorschubs festgelegt werden, kann die Schneide am Ende „eher reiben als schneiden.“
Fazit
Das Werkzeug ist nur leicht im Eingriff, dennoch wird der Vorschub noch weiter reduziert
Dies ist das häufigste Versagensmuster bei Nutfräsern. Wenn Geräusche, Brandspuren, vorzeitiger Verschleiß oder schlechte Oberflächengüte auftreten, sollte zuerst die Spandicke überprüft werden.
Schritte zur Wiederherstellung des ordnungsgemäßen Schnitts
- Prüfen Sie, ob eine ausreichende Spanndicke für das ae/DC-Verhältnis gewährleistet ist
- Erhöhen Sie fz auf einen geeigneten Wert
- Reduzieren Sie bei Bedarf die Zähnezahl, um die von jedem Zahn geleistete Arbeit zu erhöhen
- Passen Sie das Gleichgewicht zwischen Spindeldrehzahl und Vorschubgeschwindigkeit neu an
- Von „Reiben“ zurück zu „ordnungsgemäßem Schnitt“ wechseln
POINT
Je nachdem, wie die Schnittbedingungen eingestellt sind, begrenzen Sie möglicherweise die Leistung des Werkzeugs selbst
Nutfräser sind Hochleistungswerkzeuge. Bevor man davon ausgeht, dass „das Werkzeug nicht schneiden kann“, sollte man zuerst vermuten, dass der Vorschub möglicherweise einfach zu niedrig ist.
Einfacher Spanndickenrechner
Durch Eingabe des Werkzeugdurchmessers DC, der radialen Schnitttiefe ae, der Zähnezahl z, der Spindeldrehzahl n und des Tischvorschubs Vf berechnet dieses Tool sofort den Vorschub pro Zahn fz, die maximale Spanndicke hex, die durchschnittliche Spanndicke hm und ae/DC.
ae/DC = ae / DC
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* Näherungsformeln für das Umfangsfräsen, wobei ae < DC. Für das volle Nutenfräsen setzen Sie ae = DC, mit hex = fz und hm ≒ 2fz/π.
So verwenden Sie den Rechner
- Geben Sie Ihre aktuellen Bearbeitungsbedingungen ein — DC, ae, z, n und Vf
- Wenn hex unter 0,02 mm liegt, ist Reiben ein großes Problem. Es empfiehlt sich, fz zu erhöhen oder die Zähnezahl zu reduzieren.
- Wenn ae/DC unter 10 % liegt, ist es oft notwendig, den Vorschub um ein Vielfaches höher als den scheinbaren fz einzustellen, um ein korrektes Schneiden zu erreichen
7. Fehlerbehebung nach Symptom
| Symptom | Hauptursachen | Überprüfungspunkte |
|---|---|---|
| Rattern | Zu große Auskragungslänge / plötzlicher Eingriff / Reiben aufgrund unzureichenden Vorschubs | Auskragungslänge verkürzen, Spindeldrehzahl leicht reduzieren, fz erhöhen damit das Werkzeug schneidet, Schneidengeometrie und Zähnezahl überprüfen |
| Instabile Nutenbreite | Planlauf / Fremdkörper bei der Montage / Durchbiegung dünnwandiger Werkstücke | Distanzstücke und Kontaktflächen prüfen, verstellbare Breitenkonfigurationen in Betracht ziehen, Werkstückspannung verstärken |
| Seitenwanddurchbiegung | Aufnahmedurchbiegung / schlechte Stützparallelität / übermäßige Schnittkraft | Stützparallelität prüfen, Auskragungslänge verkürzen, Aufmaß pro Durchgang überprüfen |
| Schneidkantenbruch oder vorzeitiger Verschleiß | Spanstau / Schlagbelastung beim Eintritt / ungleichmäßige Belastung | Spanabfuhr verbessern, Vorschub beim Eintritt reduzieren, Rundlauf reduzieren, Zähnezahl überprüfen |
| Brandspuren oder quietschende Geräusche | Zu hohe Schnittgeschwindigkeit / Reiben aufgrund zu niedrigem Vorschubs / Resonanz der Dünnscheibensäge | Zuerst die Spindeldrehzahl reduzieren, dann den Vorschub auf den richtigen Wert einstellen. Übermäßige Schnittgeschwindigkeiten bei dünnen Trennfräsern vermeiden. |
8. Spezielle Nutenfräser für bestimmte Branchen ─ Die Welt der Sonderformfräser
Standard-Katalogartikel und automatische Zeichnungssysteme können nur Sonderformen abdecken, die sich parametrisch ausdrücken lassen. In der tatsächlichen Fertigung besteht jedoch eine klare Nachfrage, komplexe Formprofile in einem einzigen Durchgang zu fertigen.
Hier kommen vollständig kundenspezifische Sonderformfräser ins Spiel. Tungaloy verfügt über umfangreiche Erfahrung in industriellen Anwendungen wie Automobil, Baumaschinen, Energie und Industriemaschinen.
POINT
Anpassung an jede industrielle Anwendung
Automatische Zeichnungssysteme sind auf Geschwindigkeit und Standardisierung ausgelegt. Sonderformfräser sind darauf ausgelegt, komplexe Formen, die Standardwerkzeuge nicht abdecken können, in einem einzigen Werkzeug zu konsolidieren.
1. Zahnradfräser ─ Bewährte Leistung bei Zahnrädern für Baumaschinen, Landmaschinen, Industriemaschinen und Windkraftanlagen
- Anwendung: Zahnprofilbearbeitung für Zahnräder, Keilwellen, Verzahnungen und ähnliche Komponenten
- Stärke: Das Zahnprofil ist in die Schneidkante integriert, was die Zahnlückenformung in einem einzigen Durchgang ermöglicht. Die Zahnradbearbeitung kann einfacher auf Universal-Bearbeitungszentren durchgeführt werden
- Hauptattraktivität: Vollständig kundenspezifisches Design, abgestimmt auf Modul, Zähnezahl, Eingriffswinkel und Profilverschiebung
2. Fräser für die Bearbeitung von Haltern und Bremssätteln
- Anwendung: Stufennuten, Bogennuten und komplexe Profilbearbeitung von Bremssätteln, Federungshalterungen und Fahrwerkskomponenten für Kraftfahrzeuge
- Stärke: Optimiertes Zahnanordnungsdesign, das Rattern bei Werkstücken mit geringer Steifigkeit unterdrückt
- Hauptattraktivität: Spezifikationsdesign, das Werkzeugstandzeit und Dimensionsstabilität in Massenproduktionslinien ausbalanciert
3. Fräser für die Bearbeitung von Schraubenrotoren
- Anwendung: Schruppen bis Vorschlichten von männlichen und weiblichen Rotornuten für Schraubenkompressoren, Schraubenpumpen und Vakuumpumpen
- Stärke: Komplexe Schraubenprofile werden mit einem speziellen Schneidkantenprofil formbearbeitet
- Hauptattraktivität: Vollständig kundenspezifisches Design, das nahezu ein Unikat für jeden Rotordurchmesser, jede Steigung und jedes Zahnprofil ist. Unterstützt auch lange Zahnhöhen und komplexe Kurven

Umfangreiche Erfolgsbilanz in verschiedenen Branchen
Die Sonderformfräser von Tungaloy werden seit vielen Jahren in Massenproduktionsstätten in Schlüsselindustrien wie Automobil, Baumaschinen, Landmaschinen, Industriemaschinen und Energie eingesetzt. Durch Anwendungen wie Zahnräder, Halter und Bremssättel sowie Schraubenrotoren hat Tungaloy Design-Know-how und eine umfangreiche Anwendungsbibliothek aufgebaut, die den Bearbeitungsanforderungen jeder Branche gerecht werden.
Fazit
Formen, die nicht vollständig durch automatische Zeichnungssysteme ausgedrückt werden können, sind genau der Bereich, in dem Sonderformfräser glänzen
Da Tungaloy eine bewährte Erfolgsbilanz in vielen Branchen aufgebaut hat, kann es Fräser entwickeln, die für jede Bearbeitungsherausforderung optimiert sind.
Zusammenfassung ─ Den Wert von Nutenfräsern hervorheben
Nutenfräser sind keine „Werkzeuge nur für Trennfräsen und Nutbearbeitung“. Sie zeigen ihren wahren Wert bei modernen Bearbeitungsherausforderungen wie tiefen Nuten, Seitenwandgenauigkeit, Kollisionsvermeidung und seitlicher Anfahrbearbeitung auf 5-Achsen-Maschinen.
Da Nutenfräser jedoch aufgrund ihrer Werkzeugeigenschaften dazu neigen, mit kleinem ae/DC zu arbeiten, ist das Verständnis der Spanndicke der Ausgangspunkt für die Einstellung der Schnittbedingungen.
- Nutenfräser sind stark beim Nutenfräsen, Seitenwandbearbeitung, Abstechen und Kollisionsvermeidung
- Beim Stechen gehören sie oft zu den produktivsten Optionen
- Auskragungslänge, Montage und Rundlauffehler bestimmen das Endergebnis.
- Mehr Zähne sind nicht immer besser. Spanraumkapazität und Spanabfuhr prüfen
- Nehmen Sie nicht sofort an, dass „das Werkzeug nicht schneiden kann“; vermuten Sie zuerst, dass „die Vorschubgeschwindigkeit zu niedrig ist“
- Wenn ae/DC klein ist, immer die Spanndicke prüfen
- Für Formen, die nicht durch Standardwerkzeuge oder automatische Zeichnungssysteme abgedeckt werden können, können Sonderformfräser eine Prozesskonsolidierung ermöglichen
Die Auswahl von Nutenfräsern kann Schritt für Schritt entsprechend der Schwierigkeit der Bearbeitungsaufgabe erfolgen: „Standardserien / Werkzeuge mit austauschbaren Köpfen → Spezialwerkzeuge, die durch automatische Zeichnung erstellt wurden → vollständig kundenspezifische Sonderformfräser.“ Nachdem Sie die Grundlagen verstanden haben, berücksichtigen Sie die Optionsschicht, die am besten zur Schwierigkeit Ihrer eigenen Bearbeitungsanwendung passt.