

Hochstabiler Halter zum Innen-Drehen mit hervorragender Spanabfuhr
Die ideale Werkzeuggeometrie wurde für eine exzellente Spanabfuhr durch umfangreiche Strukturanalyse-Simulationen entwickelt.

Anwendungen & Eigenschaften
Anwendungen

Eigenschaften
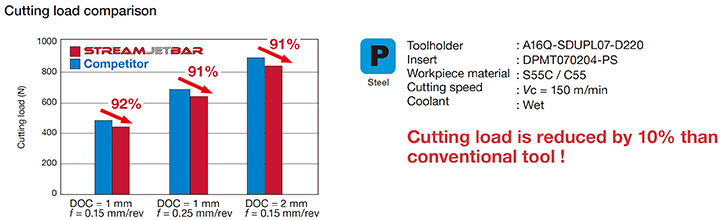
Entwickelt für Werkzeugfestigkeit und optimalen Späneabtransport
1. Werkzeugkörper aus legiertem Spezialstahl zur Reduzierung von Rattermarken
• Gewährleistet eine bessere Oberflächenqualität als herkömmliche Werkzeuge zum Innendrehen.
• Verbesserte Lebensdauer, Effizienz und Wirtschaftlichkeit der Werkzeuge.

2. Optimales Design des Halters gewährleistet eine geringe Schnittbelastung und hohe Leistung bei kleinsten Bohrungsdurchmessern
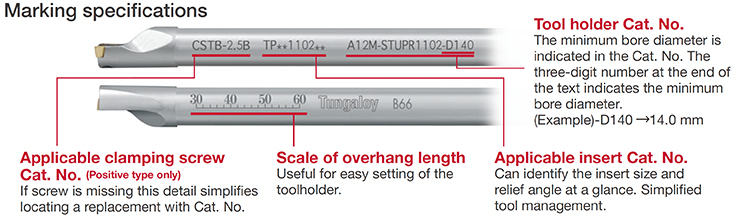
3. Einfach zu bedienen
Kennzeichnungshinweise
Wendeschneidplatten & Sorten
Wendeschneidplatten
Haupt-Sorten
T9215
![]()
![]()
![]()
- P10 – P20
- Ausgewogenes Verhältnis zwischen Verschleiß- und Zerspanungsfestigkeit
- Erste Wahl für Stahl
- Hohe Vielseitigkeit für eine breite Palette von Anwendungen
T6130
![]()
- P15 – P30 / M15 – M30
- Hohe Verschleißfestigkeit beim Schneiden mit mittlerer bis hoher Geschwindigkeit
- Erste Wahl für rostfreien Stahl
AH8015
![]()
![]()
![]()
![]()
![]()
- M01 – M20 / S10 – S20
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Erste Wahl für die Bearbeitung hitzebeständiger Legierungen unter allgemeinen Schnittbedingungen
Werkzeughalter
Innen-Drehen

StreamJetBar Werkzeughalter
Hochstabiler Innenhalter mit hervorragender Spanabfuhr
Praxis-Beispiele
Beispiel 1
Allgemeiner Maschinenbau
| Werkstück: | Maschinenteile |
| Material: | S35C (C35) |
| Werkzeughalter: | E20S-SDUCR11-D270 |
| Wendeschneidplatte: | DCMT11T304-PS |
| Sorte: | T9215 |
| Schnittbedingungen: | Vc = 70 – 160 (m/min) f = 0.12 – 0.2 (mm/rev) ap = 1.0 (mm) Kühlmittel: Nass |

Beispiel 2
Automobilindustrie
| Werkstück: | Automobilteile |
| Material: | S45C (C45) |
| Werkzeughalter: | A12M-SDUPL07-D180-P |
| Wendeschneidplatte: | DPMT070204-PS |
| Sorte: | T9215 |
| Schnittbedingungen: | Vc = 130 (m/min) f = 0.1 (mm/rev) ap = 1.5 (mm) Kühlmittel: Nass |

Standard-Schnittbedingungen
| ISO | Operation | Zustand des Werkstücks | Spanbrecher | Sorte | Schnitttiefe ap (mm) |
Vorschub f (mm/U) |
Schnittgeschw.: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|---|
| Stähle mit niedrigem Kohlenstoffgehalt, Legierte Stähle |
Stähle mit mittlerem Kohlenstoffgehalt, Legierte Stähle |
Stähle mit hohem Kohlenstoffgehalt, Legierte Stähle |
|||||||
| Feinschlichten | Kontinuierlich | 01 | NS9530 | 0.05 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Leicht unterbrochen | 01 | NS9530 | 0.05 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Schlichten | Kontinuierlich | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Leicht unterbrochen | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Stark unterbrochen | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Schlichten bis zum leichten Schnitt | Kontinuierlich | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Leicht unterbrochen | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Stark unterbrochen | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Schlichten bis zum mittleren Schnitt | Kontinuierlich bis Stark unterbrochen | PS | T9215 | 0.5 – 2.5 | 0.08 – 0.3 | 120 – 300 | 100 – 300 | 80 – 250 | |
| PS | T9125 | 0.5 – 2.5 | 0.08 – 0.3 | 120 – 250 | 80 – 180 | 80 – 120 | |||
| mittlerer Schnitt | Kontinuierlich bis Stark unterbrochen | PM | T9215 | 1.0 – 3.0 | 0.15 – 0.3 | 120 – 300 | 100 – 300 | 80 – 250 | |
| PM | T9125 | 1.0 – 3.0 | 0.15 – 0.3 | 120 – 250 | 80 – 180 | 80 – 120 | |||
Stähle mit niedrigem Kohlenstoffgehalt, legierte Stähle: S10C, SCM415, SS400, SCr420H, usw. C10, 18CrMo4, E275A, 20Cr4, usw. Stähle mit mittlerem Kohlenstoffgehalt, legierte Stähle: S45C, SCM440, usw. C45, 42CrMo4, usw. Stähle mit hohem Kohlenstoffgehalt, legierte Stähle: SNCM439, usw. 41CrNiMo2, usw.
| ISO | Operation | Zustand des Werkstücks | Spanbrecher | Sorte | Schnitttiefe ap (mm) |
Vorschub f (mm/U) |
Schnittgeschw.: Vc (m/min) |
|---|---|---|---|---|---|---|---|
| Feinschlichten | Kontinuierlich | Whh | GH330 | 0.05 – 2.0 | 0.03 – 0.2 | 100 – 150 | |
| Schlichten | Kontinuierlich | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 150 | |
| Leicht unterbrochen | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 150 | ||
| Stark unterbrochen | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 120 | ||
| Schlichten bis zum leichten Schnitt | Kontinuierlich | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | |
| Leicht unterbrochen | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | ||
| Stark unterbrochen | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | ||
| Schlichten bis mittlerem Schnitt | Kontinuierlich | PS | T6130 | 0.5 – 2.5 | 0.08 – 0.3 | 100 – 200 | |
| Leicht unterbrochen | PS | AH630 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 190 | ||
| Stark unterbrochen | PS | AH630 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 190 | ||
| mittlerer Schnitt | Kontinuierlich | PM | T6130 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 | |
| Leicht unterbrochen | PM | AH630 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 | ||
| Stark unterbrochen | PM | AH630 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 |
* Für Wendeschneidplatten vom Typ CCMT0602 und DCMT0702, ap = 0,5 bis 2,5
Rostfreie Stähle: SUS304, SUS316, usw. X5CrNi18-9, X5CrNiMo17-12-3, usw.
| ISO | Operation | Zustand des Werkstücks | Spanbrecher | Sorte | Schnitttiefe ap (mm) |
Vorschub f (mm/U) |
Schnittgeschw.: Vc (m/min) | |
|---|---|---|---|---|---|---|---|---|
| Grauguss | Kugelgraphitguss | |||||||
| Schlichten | Kontinuierlich | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 150 – 700 | 150 – 300 | |
| Stark unterbrochen | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 100 – 200 | 100 – 200 | ||
| mittlerer Schnitt | Leicht unterbrochen | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 100 – 300 | 100 – 250 | |
Grauguss: FC250, etc. 250, usw.
Kugelgraphitguss: FCD450, etc. 450-10S, usw.
| ISO | Operation | Zustand des Werkstücks | Spanbrecher | Sorte | Schnitttiefe ap (mm) |
Vorschub f (mm/U) |
Schnittgeschw.: Vc (m/min) | |
|---|---|---|---|---|---|---|---|---|
| Titan-Legierungen | Ni-Basis-Legierungen | |||||||
| Schlichten | Kontinuierlich | PSS | AH8015 | 0.3 – 2.0 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | |
| Leicht unterbrochen | PSS | AH8015 | 0.3 – 2.0 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | ||
| Schlichten bis mittlerem Schnitt | Kontinuierlich | PS | AH8015 | 0.5 – 2.5 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | |
| Leicht unterbrochen | PS | AH8015 | 0.5 – 2.5 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | ||
Ni-Basis-Legierungen: INCONEL718 usw.
Titan-Legierungen: Ti – 6Al – 4V usw.
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.