

Verschiedene Arten von Werkzeugen zum Gewindefräsen
Hervorragend geeignet für das Gewindeschneiden von hitzebeständigen Legierungen oder gehärteten Stählen
Auch zum Gewindeschneiden großer Abmessungen mit geringen Schnittkräften geeignet


Anwendungen & Eigenschaften
Anwendungen
Eigenschaften
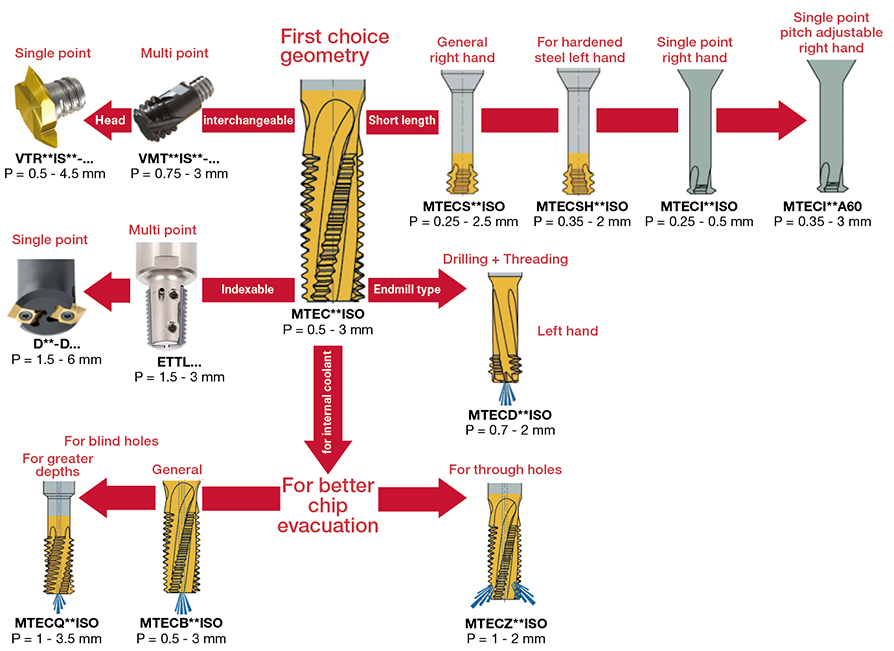
Leitfaden zur Werkzeugauswahl für metrische ISO-Innengewinde
Wendeschneidplatten, Köpfe, Vollhartmetallfräser & Sorten
Wendeschneidplatten, Köpfe, Vollhartmetall-Schaftfräser
Vollhartmetall-Schaftfräser

SolidThread
- Steigung 0,25 mm – 3,5 mm, Werkzeugdurchmesser 0,72mm
- Bearbeitung von Gewinden mit kleinem Durchmesser, z. B. M1x0,25 und 0-80UNF
Köpfe

TungMeister Köpfe zum Gewindeschneiden (VMT / VTR)
- Steigung 0,5 mm – 4,5 mm, Werkzeugdurchmesser 10 mm
- Gewindefräswerkzeuge mit austauschbarem Kopf für geringere Ausfallzeiten als ein festes Gewindewerkzeug
Schneidplatten

Schneidplatten für das Gewindefräsen
- Steigung 1,5 mm – 6,0 mm, Werkzeugdurchmesser 17 mm
- Kann mehrere Wendeschneidplatten für verschiedene Gewindedurchmesser und Steigungen aufnehmen
Sorten
AH725
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
GH330
![]()
![]()
![]()
- Hohe Widerstandsfähigkeit gegen Verschleiß und Brüche
- Geeignet für kontinuierliches bis mittelunterbrochenes Schneiden
Fräs-Körper
Schaft
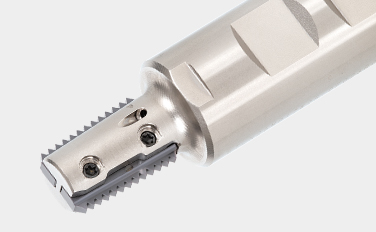
Indexierbares Gewindefräsen (ø17- ø80 mm)
Zylindrische Halter für Gegenbohrungen

Praktische Beispiele
Standard-Schnittbedingungen
SolidThread
| ISO | Material | Condition | Tensile strength [N/mm2] |
Hardness HB |
Cutting speed (m/min) |
Tool dia: DC(mm) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed: f (mm/t) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
 |
Non-alloy steel and cast steel, free cutting stee |
< 0.25 %C | Annealed | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≧ 0.25 %C | Annealed | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0.55 %C | Quenched and tempered | 850 | 250 | 65 – 170 | ||||||||||||||
| ≧ 0.55 %C | Annealed | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Quenched and tempered | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Low alloy steel and cast steel (less than 5% of alloying elements) |
Annealed | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| High alloyed steel, cast steel, and tool steel |
Annealed | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Stainless steel and cast steel | Ferritic/martensitic | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martensitic | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
 |
Stainless steel | Austenitic | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
 |
Cast iron nodular (GGG) | Ferritic/martensitic | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Pearlitic | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Grey cast iron (GG) | Ferritic | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Malleable cast iron | Ferritic | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
 |
Aluminum- wrought alloy | Not cureable | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 100 | |||||||||||||||||
| Aluminum-cast, alloyed |
≦12% Si | Not cureable | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 90 | |||||||||||||||||
| >12% Si | High temperature | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.12 | |||
| Copper alloys | >1% Pb | Free cutting | 110 | |||||||||||||||
| Brass | 90 | |||||||||||||||||
| Electrolitic copper | 100 | |||||||||||||||||
| Non-metallic | Duroplastics, fiber plastics | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Hard rubber | ||||||||||||||||||
 |
High temp. alloys | Fe based | Annealed | 200 | ||||||||||||||
| Cured | 280 | |||||||||||||||||
| Ni or Co based | Annealed | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Cured | 350 | |||||||||||||||||
| Cast | 320 | |||||||||||||||||
| Titanium Ti alloys | RM 400 | |||||||||||||||||
| Alpha+beta alloys cured | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
 |
Hardened steel | Hardened | 55 HRC | 55 – 65 | ||||||||||||||
| Hardened | 60 HRC | 45 – 55 | ||||||||||||||||
| Chilled cast iron | Cast | 400 | 90 – 105 | |||||||||||||||
| Cast iron | Hardened | 55 HRC | 55 – 65 | |||||||||||||||
- When using long edge type tools, Feed should be reduced to 40% of above table.
MTECS – Kleiner Durchmesser, kurze Ausführung
| ISO | Material des Werkstücks | Schnittgeschw. Vc (m/min) |
Werkzeug-Durchmesser | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Zahnvorschub fz (mm/Z) | |||||||||||||||
| ø1.5 | ø2 | ø3 | ø4 | ø5 | ø6 | ø7 | ø8 | ø9 | ø10 | ø12 | ø14 | ø15 | |||
| Niedrige und mittlere Kohlenstoffstähle |
60 – 120 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Hochlegierte Kohlenstoffstähle | 60 – 90 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | 0.14 | 0.16 | 0.17 | 0.18 | |
| Legierte Stähle, behandelte Stähle |
50 – 80 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Stahlguss | 70 – 90 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Rostfreie Stähle | 60 – 90 | 0.03 | 0.03 | 0.04 | 0.05 | 0.06 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | |
| Grauguss | 40 – 80 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Aluminium | 80 – 150 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Kunststoffe, Duroplaste, Thermoplaste | 50 – 200 | 0.1 | 0.11 | 0.12 | 0.14 | 0.16 | 0.18 | 0.19 | 0.19 | 0.19 | 0.19 | 0.19 | 0.2 | 0.2 | |
| Nickellegierungen, Titan-Legierungen |
20 – 40 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.06 | 0.06 | 0.06 | 0.07 | 0.07 | 0.07 | 0.08 | 0.08 | |
ETTL/ETLN
| ISO | Material des Werkstücks | Sorte | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|---|---|---|---|---|
| Stahl mit niedrigem Kohlenstoffgehalt | AH725 | 100 – 200 | 0.1 – 0.3 | |
| Stahl mit hohem Kohlenstoffgehalt | AH725 | 70 – 150 | 0.1 – 0.3 | |
| Stähle mit hohem Kohlenstoffgehalt | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Gussstahl | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Rostfreier Stahl | AH725 | 90 – 140 | 0.1 – 0.3 | |
| Grauguss | AH725 | 60 – 130 | 0.05 – 0.3 | |
| Aluminium-Legierungen | AH725 | 80 – 400 | 0.1 – 0.4 | |
| Hitzebeständige Legierungen | AH725 | 10 – 30 | 0.02 – 0.1 | |
| Titan-Legierung | AH725 | 20 – 90 | 0.02 – 0.1 |
- Gleichlauffräsen wird empfohlen.
Einzahn-Gewindefräser
| ISO | Material des Werkstücks | Sorte | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|---|---|---|---|---|
| Weiche Stähle / Ungehärtete Stähle < 200HB | GH330 | 150 – 200 | 0.3 – 0.4 | |
| Kohlenstoffstähle / Legierte Stähle < 300HB | GH330 | 150 – 200 | 0.17 – 0.26 | |
| Formstahl < 50HRC | GH330 | 30 – 50 | 0.14 – 0.2 | |
| Rostfreie Stähle < 300HB | GH330 | 150 – 200 | 0.05 – 0.12 |
- Gleichlauffräsen wird empfohlen.
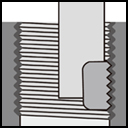
- Verwenden Sie beim Gewindeschneiden eines Sacklochs einen rechten Fräser im Rechtslauf. Schneiden Sie von unten nach oben, um ein Nachschneiden der Späne zu vermeiden.
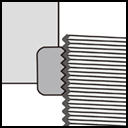
- Bei der Bearbeitung von Innengewinden von der Mündung aus, verwenden Sie den linken Fräser im Linkslauf.
TungMeister
| ISO | Material des Werkstücks | Zustand | Zugfestigkeit [N/mm2] |
Härte HB | Schnittgeschw. Vc (m/min) |
Werkzeug-Durchmesser | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Zahnvorschub fz (mm/Z) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
| |
Unlegierter Stahl und Stahlguss, Automatenstahl | < 0.25 %C | Geglüht | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≥ 0.25 %C | Geglüht | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0.55 %C | Abgeschreckt und vergütet | 850 | 250 | 65 – 170 | ||||||||||||||
| ≥ 0.55 %C | Geglüht | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Abgeschreckt und vergütet | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Niedrig legierter Stahl und Stahlguss (weniger als 5% der Legierungselemente) |
Geglüht | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Abgeschreckt und vergütet | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| Hochlegierter Stahl, Stahlguss und Werkzeugstahl | Geglüht | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Abgeschreckt und vergütet | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Rostfreier Stahl und Stahlguss | Ferritisch/martensitisch | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martensitisch | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| |
Rostfreier Stahl | Geglüht | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
| |
Sphärogussstahl (GGG) | Ferritisch/martensitisch | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Perlitisch | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Grauguss (GG) | Ferritisch | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Perlitisch | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Verformbares Grauguss | Ferritisch | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Perlitisch | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.21 | 0.15 | 0.18 | 0.21 | ||||
| |
Aluminium-Knetlegierung | Nicht härtbar | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Ausgehärtet | 100 | |||||||||||||||||
| Aluminiumgusslegierung | =<12% Si | Nicht härtbar | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Ausgehärtet | 90 | |||||||||||||||||
| >12% Si | Hohe Temperatur | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.10 | 0.12 | |||
| Kupferlegierungen | >1% Pb | Freies Schneiden | 110 | |||||||||||||||
| Messing | 90 | |||||||||||||||||
| Elektrolitisches Kupfer | 100 | |||||||||||||||||
| Nicht-metallisch | Duroplaste, Faserkunststoffe | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Hartgummi | ||||||||||||||||||
| |
Hochtemperatur-Legierungen | Fe-Basis | Geglüht | 200 | ||||||||||||||
| Ausgehärtet | 280 | |||||||||||||||||
| Ni- oder Co-Basis | Geglüht | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Ausgehärtet | 350 | |||||||||||||||||
| Cast | 320 | |||||||||||||||||
| Titanium Ti-Legierungen | RM 400 | |||||||||||||||||
| Alpha+beta-Legierungen gehärtet | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
| |
Gehärteter Stahl | Gehärtet | 55 HRC | 55 – 65 | ||||||||||||||
| Gehärtet | 60 HRC | 45 – 55 | ||||||||||||||||
| Gekühltes Grauguss | Cast | 400 | 90 – 105 | |||||||||||||||
| Grauguss | Gehärtet | 55 HRC | 55 – 65 | |||||||||||||||
- Bei langer Kante Vorschub auf 40% reduzieren.
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial
CNC Programm Generator


Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System