

Reibahle mit auswechselbarem Kopf
Hochpräzise und produktive Lösung für die Endbearbeitung von Bohrungen


Anwendungen & Eigenschaften
Anwendungen

Eigenschaften
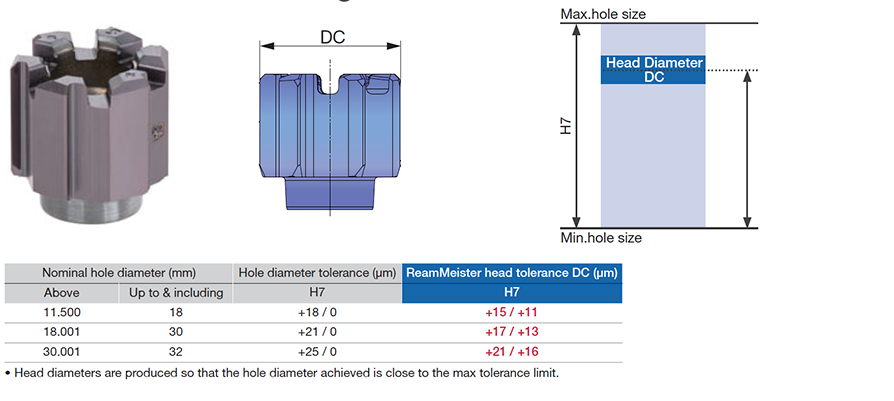
1. Hochpräzisions-Reibahlen-Köpfe für Anwendungen im H7-Loch-Toleranzbereich
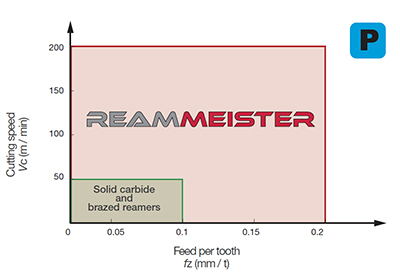
2. Ermöglicht die Anwendung höherer Schnittgeschwindigkeiten und Vorschübe als bei Vollhartmetall- oder gelöteten Reibahlen und gewährleistet eine hohe Produktivität
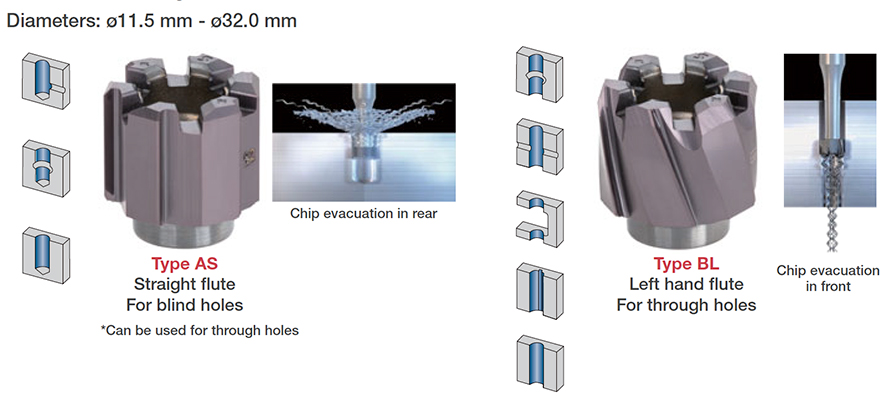
3. 2 Je nach Art der Bohrung sind verschiedene Arten von Reibahlen-Köpfen erhältlich
Wendeschneidplatten & Sorten
Wendeschneidplatten

HRM-BL (ø10 – ø32 mm)
- Reibahlen-Köpfe mit linker Spannnut für Durchgangsbohrungen

HRM-AS (ø10 – ø32 mm)
- Reibahlen-Köpfe mit gerader Spannut für Sacklochbohrungen
Sorten
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
Reibahlen-Körper

Praxis-Beispiele
Beispiel 1
Automobilindustrie
| Werkstück: | Flanschbügel |
| Material: | FCD500 / GGG50 / 450-10S |
| Bohrer: | TRM-T9-R32-5 |
| Wendeschneidplatte: | HRM-27.000-BL-T9 |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 100 (m/min) f = 1.2 (mm/U) Vf = 1415 (mm/min) H = 20 (mm) Kühlmittel: Intern Maschine: Horizontal M/C |

Beispiel 2
Automobilindustrie
| Werkstück: | Flanschbügel |
| Material: | S45C / C45 |
| Bohrer: | TRM-T9-R32-5 |
| Wendeschneidplatte: | HRM-27.000-BL-T9 |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 90 (m/min) f = 0.8 (mm/U) Vf = 850 (mm/min) H = 15 (mm) Kühlmittel: Intern Maschine: Horizontal M/C |

Standard-Schnittbedingungen
Umrechnungstabelle für Vorschub pro Zahn
| ISO | Werkstoffe des Werkstücks | Schnittgeschw. Vc (m/min) | Vorschub :fz (mm/Z) | |||
|---|---|---|---|---|---|---|
| AS: Gerade Nuten (für Sacklochbohrung) | BL: Linke Nuten (für Durchgangsbohrung) | |||||
| ø10 – ø16 | ø16 – ø32 | ø10 – ø16 | ø16 – ø32 | |||
 |
Stahl mit niedrigem Kohlenstoffgehalt (C<0.3) SS400, SM490, S25C, E275A, etc. |
80 – 200 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
| Kohlenstoffstahl (C>0.3) S45C, S55C, C45, C55, etc. |
80 – 150 | 0.05 – 0.15 | 0.05 – 0.18 | 0.05 – 0.18 | 0.05 – 0.25 | |
| Stahl mit niedrigem Kohlenstoffgehalt (C<0.3) SCM415, etc. |
80 – 200 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 | |
| Legierter Stahl (C>0.3) SCM440, SCr420, 42CrMo4, 20Cr4 etc. |
50 – 150 | 0.03 – 0.10 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Rostfreier Stahl(Austenitisch) SUS304, SUS316, X5CrNi18-9, X5CrNiMo17-12-3, etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 |
| Rostfreier Stahl(Martensitisch und ferritisch) SUS430, SUS416, X6Cr17, etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
| Rostfreier Stahl(Ausscheidungshärtung) SUS630, X5CrNiCuNb16-4 etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Grauguss FC250, GG25, 250 etc. |
100 – 250 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
| Kugelgraphitguss FCD700, etc. |
80 – 200 | 0.05 – 0.15 | 0.05 – 0.18 | 0.05 – 0.18 | 0.05 – 0.25 | |
 |
Aluminiumlegierung | 100 – 300 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
 |
Hochtemperatur-Legierung Inconel718 etc. |
15 – 50 | 0.03 – 0.06 | 0.03 – 0.08 | 0.05 – 0.1 | 0.05 – 0.13 |
| Titan-Legierung Ti-6Al-4V etc. |
30 – 60 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Gehärteter Stahl Über 40HRC usw. |
50 – 100 | 0.03 – 0.08 | 0.03 – 0.1 | 0.05 – 0.12 | 0.05 – 0.15 |
Umrechnungstabelle für Vorschub pro Umdrehung
| ISO | Werkstoffe des Werkstücks | Schnittgeschw. Vc (m/min) | Vorschub :f (mm/U) | |||||
|---|---|---|---|---|---|---|---|---|
| AS: Gerade Nuten (für Sacklochbohrung) | BL: Linke Nuten (für Durchgangsbohrung) | |||||||
| ø10 – ø16 6 Flöten |
ø16.001 – ø20 6 Flöten |
ø20.001 – ø32 8 Flöten |
ø10 – ø16 6 Flöten |
ø16.001 – ø20 6 Flöten |
ø20.001 – ø32 8 Flöten |
|||
|
Stahl mit niedrigem Kohlenstoffgehalt (C<0.3) SS400, SM490, S25C, E275A, etc. |
80 – 200 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
| Kohlenstoffstahl (C>0.3) S45C, S55C, C45, C55, etc. |
80 – 150 | 0.3 – 0.9 | 0.3 – 1.08 | 0.4 – 1.44 | 0.3 – 1.08 | 0.3 – 1.5 | 0.4 – 2 | |
| Stahl mit niedrigem Kohlenstoffgehalt (C<0.3) SCM415, etc. |
80 – 200 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.2 | 0.4 – 2.16 | |
| Legierter Stahl (C>0.3) SCM440, SCr420, 42CrMo4, 20Cr4 etc. |
50 – 150 | 0.18 – 0.6 | 0.3 – 0.78 | 0.4 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Rostfreier Stahl(Austenitisch) SUS304, SUS316, X5CrNi18-9, X5CrNiMo17-12-3, etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 |
| Rostfreier Stahl(Martensitisch und ferritisch) SUS430, SUS416, X6Cr17, etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
| Rostfreier Stahl(Ausscheidungshärtung) SUS630, X5CrNiCuNb16-4 etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Grauguss FC250, GG25, 250 etc. |
100 – 250 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
| Kugelgraphitguss FCD700, etc. |
80 – 200 | 0.3 – 0.9 | 0.3 – 1.08 | 0.4 – 1.44 | 0.3 – 1.8 | 0.3 – 1.62 | 0.4 – 2 | |
|
Aluminiumlegierung | 100 – 300 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
|
Hochtemperatur-Legierung Inconel718 etc. |
15 – 50 | 0.18 – 0.36 | 0.18 – 0.48 | 0.24 – 0.64 | 0.3 – 0.6 | 0.3 – 0.78 | 0.4 – 1.04 |
| Titan-Legierung Ti-6Al-4V etc. |
30 – 60 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Gehärteter Stahl Über 40HRC usw. |
50 – 100 | 0.18 – 0.48 | 0.18 – 0.6 | 0.24 – 0.8 | 0.3 – 0.72 | 0.3 – 0.9 | 0.4 – 1.2 |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
e-Catalog


Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System