

Stabile Abstechvorgänge durch einzigartiges Klemmsystem
Innovatives Klemmsystem sorgt für Stabilität beim Abstechen

Anwendungen & Eigenschaften
Anwendungen



Eigenschaften
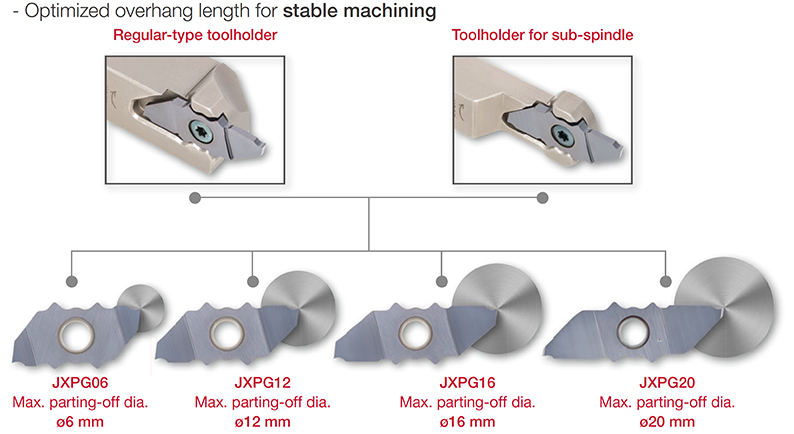
1. 4 Arten von Wendeschneidplatten sind für verschiedene Abstechdurchmesser erhältlich und können im gleichen Sitz des Werkzeughalters montiert werden
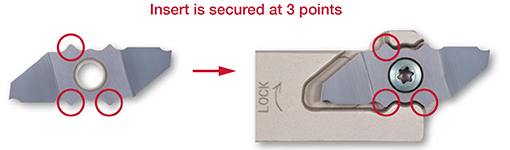
2. Einzigartiges Klemmsystem für hochstabile Klemmung
Wendeschneidplatten & Sorten
Wendeschneidplatten

DuoJust-Cut Wendeschneidplatten zum Einstechen und Abstechen (Maximaler Abstechdurchmesser Ø20 mm)
- Stabile Wendeschneidplatte und Abstechplatte

DuoJust-Cut-Wendeschneidplatten (Steigung 0,2 – 1,5 mm)
- Stabile Wendeschneidplatte zum Gewinden
Grades
SH7025
![]()
![]()
![]()
![]()
- P20 – P30 / M20 – M30
- Die neueste Sorte mit scharfer Schneide für die Kleinteilebearbeitung
- Eine Kombination aus einer säulenförmigen TiCN-Beschichtung und einer mehrlagigen TiAlN-Beschichtung sorgt für hervorragende Oberflächenqualität und Prozesssicherheit.
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Hohe Verschleißfestigkeit
- Entwickelt für die Bearbeitung von Stahl und rostfreiem Stahl
DX110
![]()
- Ausgezeichnete Schärfe für hohe Oberflächenqualität
- Geeignet für die Bearbeitung von Nichteisenmetallen und Nichtmetallen
Werkzeughalter
Einstechen & Abstechen

DuoJust-Cut Werkzeughalter
Stabile Einstech- und Abstechwerkzeuge

Praxis-Beispiele
Beispiel 1
| Werkstück: | Elektrisches Bauteil |
| Material: | SUM23 |
| Werkzeughalter: | JSXXR1212X09 |
| Wendeschneidplatte: | JXPS12R08F |
| Sorte: | SH725 |
| Schnittbedingungen: | Vc = 110 (m/min) f = 0.03 (mm/U) CW = 0.8 (mm) Anwendung: Abstechen Kühlmittel: Nass |

Beispiel 2
| Werkstück: | Spule |
| Material: | A6061 |
| Werkzeughalter: | JSXXR1212X09 |
| Wendeschneidplatte: | JXDX12R20F |
| Sorte: | DX110 |
| Schnittbedingungen: | Vc = 300 (m/min) f = 0.05 (mm/U) CW = 5 (mm) Anwendung: Einstechen, Drehen (in einem einzigen Durchgang) Kühlmittel: Nass |

Beispiel 3
| Werkstück: | Hydraulische Komponente |
| Material: | SUS304 / X5CrNi18-9 |
| Werkzeughalter: | JSXXL1212X09-S |
| Wendeschneidplatte: | JXPG16L20F |
| Sorte: | SH725 |
| Schnittbedingungen: | Vc = 75 (m/min) f = 0.02 (mm/U) CW = 2.0 (mm) Anwendung: Abstechen Kühlmittel: Nass |

Standard-Schnittbedingungen
Abstechen, Einstechen
| ISO | Werkstoffe des Werkstücks | Sorten | Schnittgeschw. Vc (m/min) |
Vorschub f (mm/U) |
|---|---|---|---|---|
 |
Stähle mit niedrigem Kohlenstoffgehalt S15C, SS400, usw. C15E4, E275A, usw. |
SH725 SH7025 |
50 – 200 | 0.01 – 0.05 |
| Kohlenstoffstähle, legierte Stähle S55C, SCM440, usw. C55, 42CrMo4, usw. |
SH725 SH7025 |
50 – 200 | 0.01 – 0.05 | |
| Automatenstähle SUH22, SUH23, usw. |
SH725 SH7025 |
50 – 200 | 0.01 – 0.05 | |
 |
Rostfreie Stähle SUS304, X5CrNi18-9, usw. |
SH725 SH7025 |
50 – 200 | 0.01 – 0.05 |
 |
Aluminium-Legierungen A5056, A6061, usw. |
SH725 SH7025 |
150 – 200 | 0.01 – 0.05 |
| Kupferlegierungen C2600, C280C, usw. |
SH725 SH7025 |
100 – 200 | 0.01 – 0.05 | |
 |
Titan-Legierungen Ti-6AI-4V, usw. |
SH725 SH7025 |
30 – 80 | 0.01 – 0.05 |
| Superlegierungen Inconel718, usw. |
SH725 SH7025 |
30 – 80 | 0.01 – 0.05 |
JXBM12R
| ISO | Werkstoffe des Werkstücks | Sorten | Schnittgeschw. Vc (m/min) |
Vorschub f (mm/U) |
|---|---|---|---|---|
|
Stähle mit niedrigem Kohlenstoffgehalt S15C, SS400, usw. C15E4, E275A, usw. |
SH7025 | 50 – 150 | 0.02 – 0.15 |
| Kohlenstoffstähle, legierte Stähle S55C, SCM440, usw. C55, 42CrMo4, usw. |
SH7025 | 50 – 150 | 0.02 – 0.15 | |
| Automatenstähle SUH22, SUH23, usw. |
SH7025 | 50 – 150 | 0.02 – 0.15 | |
|
Rostfreie Stähle SUS304, X5CrNi18-9, usw. |
SH7025 | 30 – 120 | 0.02 – 0.12 |
|
Aluminium-Legierungen A5056, A6061, usw. |
SH7025 | 100 – 150 | 0.02 – 0.15 |
| Kupferlegierungen C2600, C280C, usw. |
SH7025 | 100 – 150 | 0.02 – 0.15 | |
|
Titan-Legierungen Ti-6AI-4V, usw. |
SH7025 | 30 – 80 | 0.01 – 0.05 |
| Superlegierungen Inconel718, usw. |
SH7025 | 30 – 80 | 0.01 – 0.05 |
Für Aluminium und Nicht-Eisen-Metall
| ISO | Werkstoffe des Werkstücks | Sorte | Operation | Schnittgeschw. Vc (m/min) |
Vorschub f (mm/U) |
Schnitttiefe ap (mm) |
|---|---|---|---|---|---|---|
|
Aluminium-Legierungen A5056, A6061, usw. |
DX110 | Einstechen | 100 – 300 | 0.03 – 0.15 | – |
| DX110 | Drehen | 100 – 300 | 0.03 – 0.15 | < 6 |
Gewindeschneiden
| ISO | Werkstoffe des Werkstücks | Sorten | Schnittgeschw. Vc (m/min) |
|---|---|---|---|
|
Stähle mit niedrigem Kohlenstoffgehalt S15C, SS400, usw. C15E4, E275A, usw. |
SH725 SH7025 |
50 – 200 |
| Kohlenstoffstähle, legierte Stähle S55C, SCM440, usw. C55, 42CrMo4, usw. |
SH725 SH7025 |
50 – 200 | |
| Automatenstähle SUH22, SUH23, usw. |
SH725 SH7025 |
50 – 200 | |
|
Rostfreie Stähle SUS304, X5CrNi18-9, usw. |
SH725 SH7025 |
50 – 200 |
|
Aluminium-Legierungen A5056, A6061, usw. |
SH725 SH7025 |
150 – 200 |
| Kupferlegierung C2600, C280C, usw. |
SH725 SH7025 |
100 – 200 | |
|
Titan-Legierungen Ti-6AI-4V, usw. |
SH725 SH7025 |
30 – 80 |
| Superlegierungen Inconel718, usw. |
SH725 SH7025 |
30 – 80 |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:


Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System