Kontakt
Máme pět výrobních podniků umístěných v Japonsku a po jednom v Thajsku, Číně a Turecku. Společně s našimi distribučními centry v Asii, Evropě a Severní Americe i prodejními kancelářemi ve více než dvaceti zemích dodáváme vysoce kvalitní výrobky našim zákazníkům po celém světě.
Česká republika
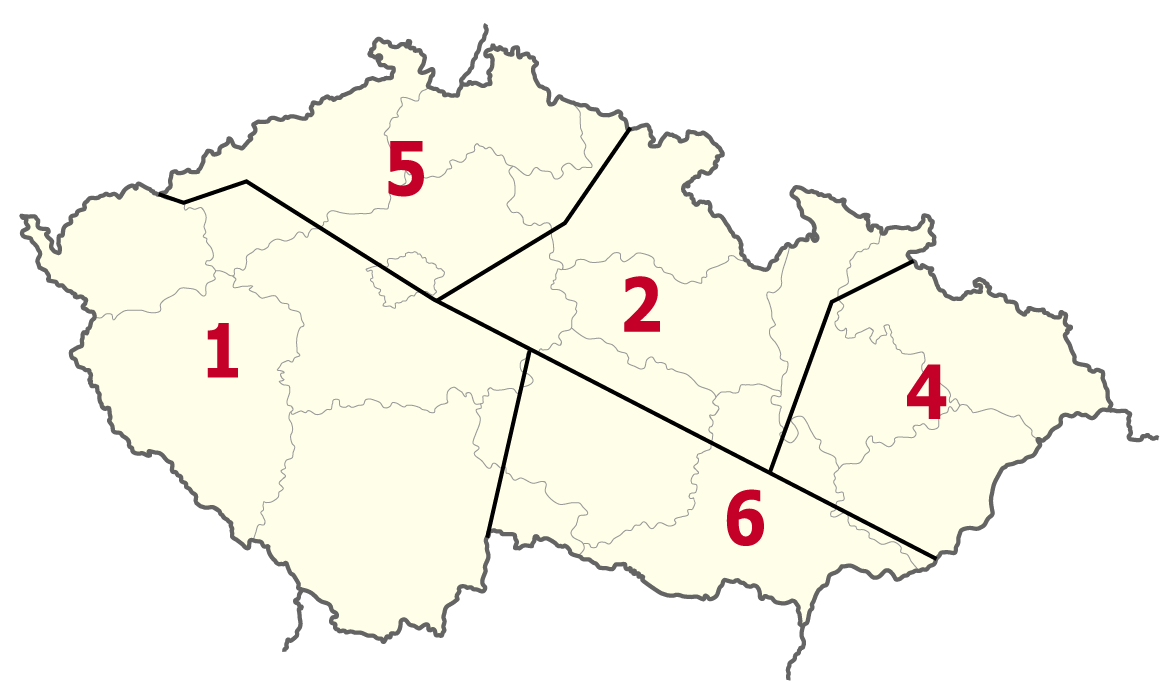
Region 1
- Michal Karkoš
- [email protected]
- +420 733 676 662
Region 2
- Vojtěch Smolák
- [email protected]
- +420 734 396 141
Region 4
- Daniel Žáček
- [email protected]
- +420 776 005 522
Region 5
- Petr Matoušovský
- [email protected]
- +420 735 164 500
Region 6
- Martin Schiebl
- [email protected]
- +420 735 164 502
Aplikační technik
- Jaromír Janča
- [email protected]
- +420 734 396 140
Slovenská republika
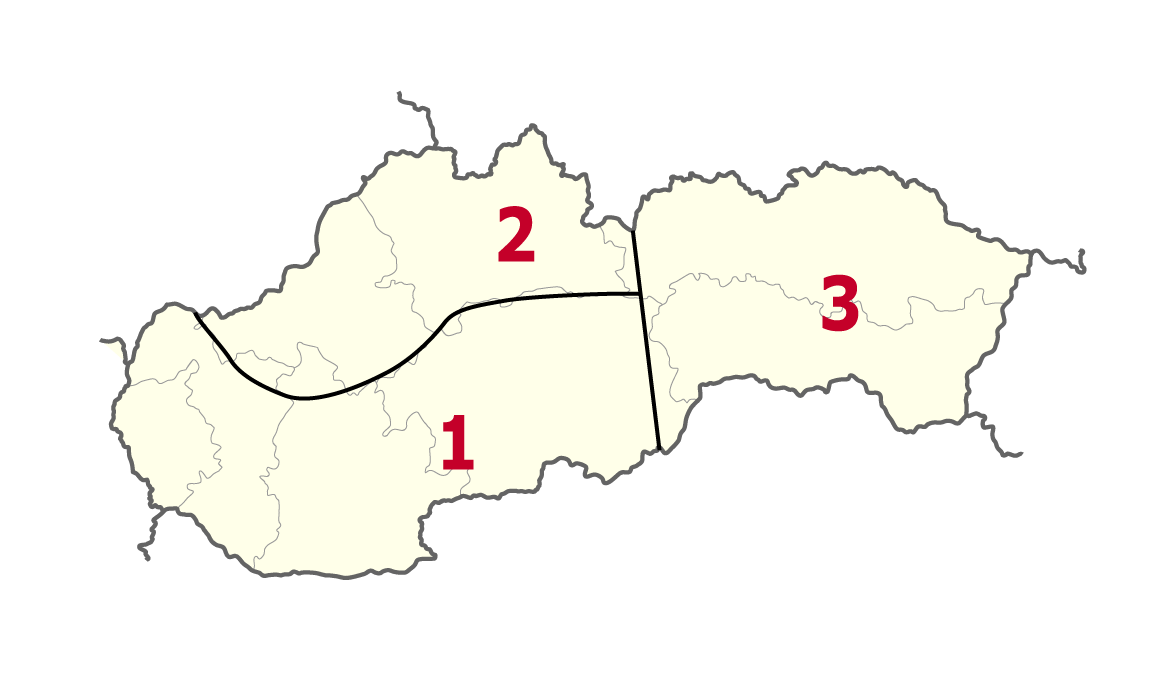
Region 1 – Slovensko
- Michal Kosír
- [email protected]
- +421 911 169 334
Region 2 – Slovensko
- Jozef Lukáč
- [email protected]
- +421 911 148 810
Region 3 – Slovensko
- Tomáš Kandráč
- [email protected]
- +421 911 797 753
Kontaktujte nás
Pro přístup do sekce ¨Často kladené otázky¨ využijte odkaz níže