
立铣刀槽铣的极限
许多车间通常使用立铣刀进行铣槽加工。然而,由于刀具直径和刚度的限制,在实现加工效率和精度方面往往面临挑战。特别是使用小直径立铣刀时,由于刀具刚性不足和刀具寿命短而产生的颤振等问题很棘手。
T 型槽铣削为应对这些挑战提供了新的解决方案。本文详细介绍了 T 型槽铣削相对于立铣刀的优势及其高效率的秘密。

T 型槽铣削简介: 高效加工的新标准
T 型槽铣削作为一种可替代立铣刀的高效槽加工方法,正受到越来越多的关注。立铣刀受刀具直径的限制,导致小直径刀具的刚性问题。相比之下,T 型槽铣克服了这些限制,效率更高,刀具寿命更长。让我们来探讨一下 T 型槽铣削为何高效。

高效率的原因
1. 刀具直径限制更少
- 立铣刀受刀具直径的限制,取决于槽宽,尤其是小直径刀具,其刚性低,加工效率受限。
- T 型槽刀具不受槽宽限制,可更灵活地选择刀具直径和增加切削刃数量,从而提高加工效率。此外,增加切削刃数量还有助于延长刀具寿命。
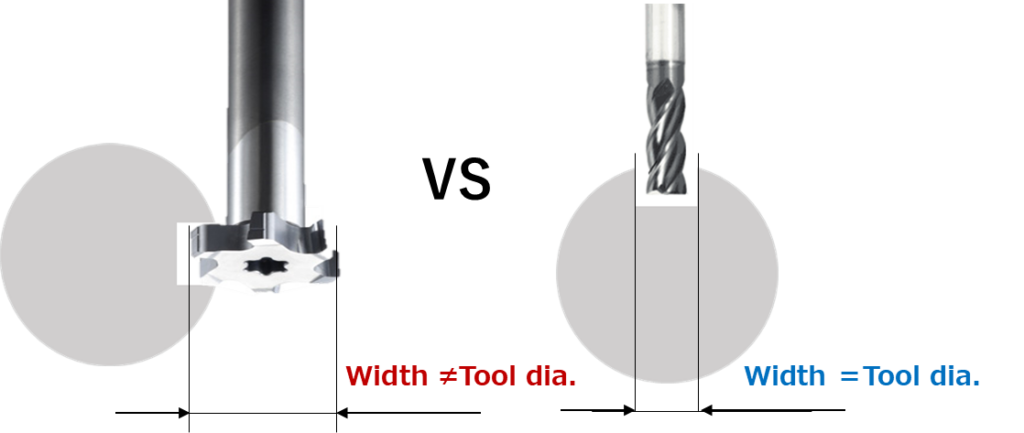
2. 可使用更大直径的刀杆
- 在 T 型槽铣削中,刀具位于槽的横向,可以使用直径较大的刀杆(※ 需要改变刀具的进刀方向)。
- 这样就可以使用更大直径的刀杆,增强刀具的刚性,从而抑制振刀,提高进给速度。

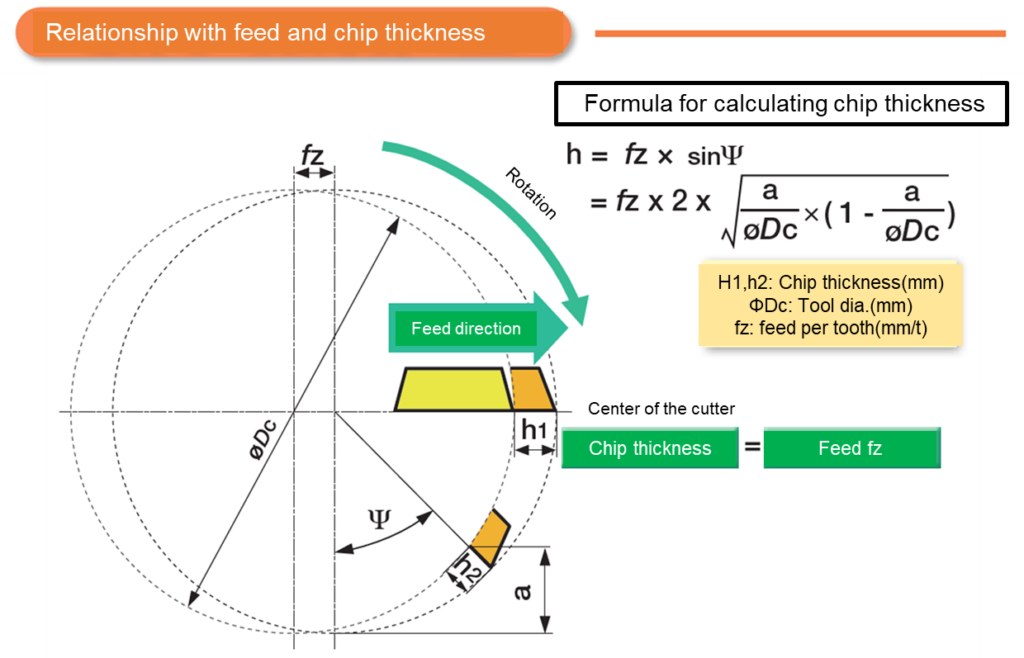
3. 更薄的切屑厚度
-
- 立铣刀的切削宽度等于刀具直径(ae/DC=1),因此切屑厚度等于每齿进给量。
- 在 T 型槽铣削中,切削宽度 ae 与刀具直径 DC 相比往往较小,因此切屑厚度较薄(ae/DC<<1)。
- 切屑厚度更薄,每齿进给量更大,提高了加工效率。
T 型槽铣刀头在实现最高效率方面的潜力
TungMeister 的优势
TungMeister 在 T 型槽铣削中表现出以下方面的卓越性能。
1.可更换式 T 型槽刀头的经济效益
- 与传统的整体硬质合金 T 型槽铣刀或硬质合金钎焊 T 型槽铣刀相比,可更换刀头的 T 型槽铣刀头只需要极少量的硬质合金,从而降低了刀具成本。
- 此外,无需进行修磨管理,从而简化了刀具管理。
2. 多种刀杆选择,用途广泛
- TungMeister 提供各种直径和长度的刀杆,可根据加工条件提供灵活的规格。
- 刀杆材料包括最常见的钢刀杆、高刚性硬质合金刀杆和减振钨刀杆。

案例分析: 使用 TungMeister T 型槽封头

TungMeister 的 T 型槽铣头在许多车间都被证明是有效的。例如,在一家汽车零部件制造厂,从立铣刀到T型槽刀头的转换提高了加工速度,并显著延长了刀具寿命。
在一个具体的成功案例中,以前需要使用立铣刀加工三道工序,而使用 T 型槽铣削后,加工工序减少到了一道工序。因此,加工时间缩短了 31%,刀具寿命延长了 10 倍。从而缩短了加工时间,节约了成本。
Learn More About TungMeister Here
TungMeister T-Slot Head Line up

Tungaloy offers a lineup of T-slot heads that accommodate various slot widths and diameters.
TungMeister Special T-Slot Head Auto Drawing System

Try our automatic drawing system for designing special T-slot heads quickly and easily.