
小尺寸可转位式立铣刀和钻头应对工业4.0挑战
工程设计提供了不断发展的产品和解决方案,这些产品和方案在性能上更有效,更易于使用,而且价格合理。机床行业也不例外。想象一下19世纪早期提供的设备。一台车床,用于加工大小零件。一台铣床,适用于所有尺寸和类型的零件。
近年来,您可以购买适合您的零件尺寸和材料的机床。加工一个几十年前可能需要一天时间的零件,今天很快就能加工出来。这是可能的,因为更小占地面积的机床具有更好的稳定性,并拥有高速和大进给性能。
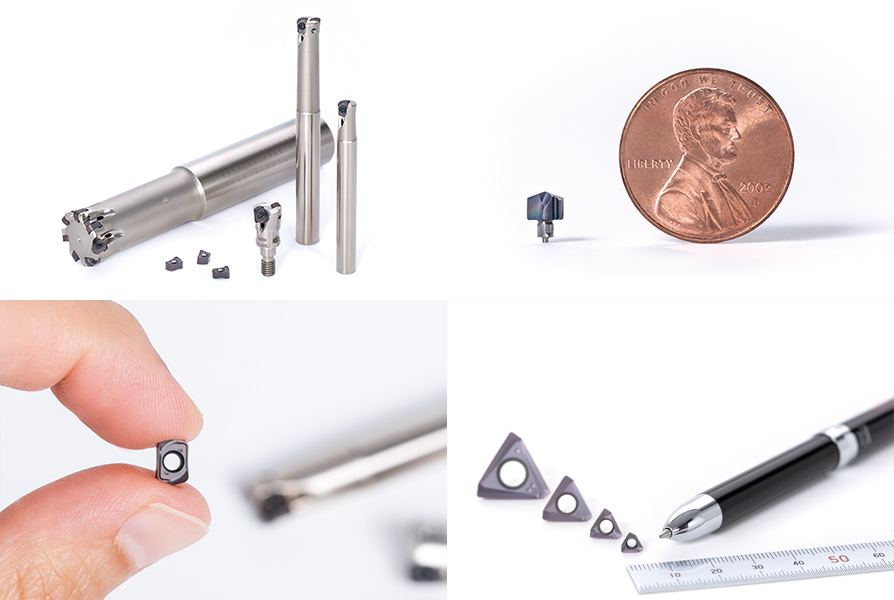
随着小型数控加工的发展,泰珂洛一直致力于铣削和钻削的小尺寸可转位刀具,以适应新一代数控机床。
新型微型刀具在小型数控机床上与高速主轴有效配合。使用泰珂洛的具有优化的密齿型刀具,优势在于卓越的生产率。

为什么要缩小刀具::
- 更小的数控机床,锥度更小,主轴转速高,工作台进给量高。这意味着需要较低的刀具重量和平衡的刀具组件。
- 瑞士多轴数控机床制造商由于空间限制,需要小型刀具。该空间主要由整体硬质合金刀具填充。微型可转位刀具为用户提供了更大的灵活性。
- 近净形状锻件/铸件和烧结零件。只有半精加工/精加工操作才能获得良好的表面光洁度和几何精度。
- 采用较低的切削深度和较高的进给速度将有助于在加工中获得一致的结果。
设计有效的微型旋转类刀具
微缩艺术 集中在笔尖大小时需要稳定的手和大脑协调,当然还有激情。
小尺寸可转位刀具也是如此。客户不断寻找有助于提高机床利用率的刀具。这促使我们的设计人员为每个小型零件的数控加工开发完美匹配的刀具。
小尺寸可转位刀具只有在提高机器利用率时才有效。
对其他人来说很难,但对泰珂洛来说并非不可能。
泰珂洛的设计团队考虑每个小型可转位刀具的各个方面和细节。以下这些刀具是在与其他小型可转位刀具对比中的胜出者:
- 刀具由高密度钢制成,以抑制振动,同时具有足够的灵活性,在变载荷下保证安全
- 精细的刀片座设计确保牢固的刀片锁紧
- 优化的螺钉尺寸和扭矩能够充分的将螺钉固定到位
- 刀片底部更高的钢刀体支撑能够确保加工时使用更高的进给并承受更高的载荷
- 密齿设计提高了生产效率
- 刀片材质和几何形状的最佳组合
刀具的小型化的过程中,刀片需要充分的支撑。刀片V-形底部形状有助于增加其安装面积并且能够将刀片牢固的锁紧在V形槽内。使用刀具从多方向上进行铣削加工,能够实现使用最小的刀片螺钉锁紧力将刀片固定到位。

在经受了高温变化和多次转位之后保证弹性的完整性是刀具小型化成功的关键。使用最好的刀具材料是小型化可转位刀具的第一要素。

泰珂洛在刀具上采用中等齿距或密齿距的设计,旨在为刀体安装更多的刀片。这样不仅有助于在小型CNC加工中获得更高的金属去除率,也有助于包避免的加工。
TungForce-Rec
| 刀具直径 (mm) | 刀片数量 | 相对于其它品牌
生产效率的提高 |
||
|---|---|---|---|---|
| TungForce-Rec | 其它品牌 | |||
| 梳齿 | 密齿 | |||
| ø16 | 2 | 3 | 2 | 1.5 倍 |
| ø20 | 3 | 4 | 3 | 1.33 倍 |
| ø25 | 4 | 6 | 4 | 1.5 倍 |
| ø32 | 6 | 8 | 6 | 1.5 倍 |
| ø40 | 6 | 8 | 6 | 1.5 倍 |
| ø50 | 8 | 12 | 8 | 1.5 倍 |
| ø63 | 8 | 14 | 8 | 1.75 倍 |
铣刀每单位直径上刀片密度的对比
泰珂洛的 TungForceRec 可转位立铣刀最小直径从6.0mm开始。根据刀片尺寸,单面2刀尖刀片刃长包括4mm, 6mm 和 12mm,以及各种刀尖圆弧半径规格。AVMT04 和AVMT12属于经济型M级刀片, AVGT06 和 AVGT12属于精密加工G级刀片。
强壮刀体设计
V型刀片设计可以使铣刀拥有后的芯部和刀片下部支撑。
保证较高的生产效率和稳定性

Tung-Tri 04
Tung-Tri04 是另一款泰珂洛新扩充的小型可转位式立铣刀。采用04尺寸3刀尖刀片,可以安装在最小直径8mm的铣刀上,刀片上的圆弧型修光刃有助于提高精加工后的表面光洁度。
3刀尖刀片提供了低切削力的经济型解决方案。
螺旋刃口设计降低了所有加工中的切削力


大修光圆弧设计提高了表面质量

AddDoFeed
AddDoFeed 是一款最新的小尺寸大进给铣刀。历史上从未有任何公司提供使用四刀尖刀片的8mm大进给立铣刀。

生产效率最大化的刀体设计
拥有大芯部尺寸非常坚固的刀体设计,以及密齿型铣刀设计提高了生产效率。

可靠和经济的刀片
带有4个刀尖的经济型双面刀片
厚刀片的设计提高了可靠性

AddMeisterDrill
最后,泰珂洛推出一款小型模块化钻头- AddMeisterDrill, 直径从4.0 mm开始,把汗3和5L/D的圆柱柄钻体,这使得从整体硬质合金钻头切换为模块化钻头成为可能。钻尖包含两种几何形状:通用型DMP钻尖和带自定心功能用于精密钻孔加工的DMC钻尖。

世界最小的可换钻尖系列

为每个钻尖配备了特殊的扳手实现快速和简单的锁紧

与其它类型的孔加工刀具对比
| AddMeisterDrill DrillMeister |
螺钉锁紧式可换钻尖 | 整体硬质合金钻头 | 可转位刀片式钻头 | |
|---|---|---|---|---|
| 有效刃数 | 2 | 2 | 2 | 1 |
| 生产效率 | 优秀 | 高 | 高 | 低 |
| 孔直径精度 | IT8 – 10 | IT8 – 10 | IT8 – 10 | IT11 – 12 |
| 直径变化 | 0.1mm 增量 | 0.1mm 增量 | 0.1mm 增量 | 0.5mm 增量 |
| 钻孔超过 8xD | 可以 (使用 DMC 钻尖) |
需要预孔加工 | 需要预孔加工 | 需要非标钻体 |
| 切屑控制 | 优秀 | 良好的切屑控制 | 良好的切屑控制 | 通过加工条件和断屑槽优化 |
| 孔直线度 | 优秀 (使用DMC 钻尖) |
良好 | 优秀 | 不良 |
| 刀具设置附件 | 仅需要扳手 | 扳手和螺钉 | – | 扳手和螺钉 |
| 刀具设置 | 15 秒 | 1 分钟 | 10 分钟 | 5 分钟 |
| 重新设置后的刀具位置 | 不变 | 不变 | 总是不同 | 不变 |
| 刀具寿命 | 长而稳定 | 稳定 | 修磨后刀具寿命降低大约 30% | 稳定 |
| 刀具成本 | 中等 | 中等 | 高 | 低 |
| 修磨 | 不需要 | 不需要 | 必须 | 不需要 |
| 库存管理 | 简单 | 简单 | 复杂 | 简单 |
| 特殊直径 | 仅需非标钻尖 | 仅需非标钻尖 | 需要非标钻体 | 需要非标钻体 |
| 车床 | 稳定 | 稳定 | 不同心会导致断裂 | 稳定 |
小尺寸加工刀具需要非常可靠的材质,锋利的刃口需要很高的抗崩刃性。因此,刀片大多采用1.5-3.5微米的涂层厚度。刀片也经过了PremiumTec表面处理,有助于减少摩擦,促进排屑和防止粘刀。
AH3225和AH9130是分别为小型铣刀片和模块化钻头最新开发的材质。两款材质都采用了高抗崩刃性的基体以及厚度达到3.5微米的纳米复合涂层。
AH3225
- 纳米复合涂层技术拥有三个主要特性,优化的刃口完整性
- 提高了耐磨性,抗崩损性,抗氧化性,避免了粘刀和涂层剥落的发生

1 – 防止粘刀
防止涂层表面粘刀的发生
2 – 耐磨性,抗氧化性和抗崩损性
复合涂层设计实现了高耐磨性和抗氧化性,同时组织微观裂纹在涂层内的扩散,从而提高了抗崩刃性
3 – 强大的涂层/基体粘着强度
优化后的涂层与基体之间拥有强大的黏着力,保证了刃口的完整性
4 – 硬质合金基体
高抗崩损性
使用小型可转位刀具的建议:
- 使用可以提供良好刀具夹持和最小跳动的精密刀柄。
- 保持刀具清洁,特别是刀片座和刀杆。
- 确认刀片正确的锁紧在刀片座里。
- 在初始使用期间调整最佳刀具寿命,并在设定刀具寿命结束前对刀片进行转位。
- 为了充分使用刀具。始终在简易的参数下使用以获得最佳的性能。
泰珂洛小型可转位刀具用于小型CNC加工的优势
| 坚固的钢制钻体 | 刀具寿命长,转位精度高 |
| 设计合理的刀片座 | 良好的跳动实现优秀的表面质量并延长刀具寿命。
牢固的刀片锁紧有助于提高抗崩损性和零件质量。 |
| 密齿设计 | 相对于再次范围内的其它刀具拥有更高的工作台进给。 |
| 内冷刀具 | 刀尖位置精确的高压冷却液输送提高了可靠性并延长了刀具寿命。 |
| 刀片刃口和材质设计 | 良好的抗崩刃性,低切削力,和减少了挠曲的发生实现了顺畅的加工。 |
| 混合材料批量 | 在相同的机床上加工铝合金和镍合金,小型刀具实现了最高的灵活性。 |
泰珂洛带来的以上好处为客户在进行工业4.0革命和有助于客户减少停机时间并保证机床高利用率等方面提供价值。