

拥有优秀成本效益的刀片和出色抗振稳定性的方肩铣刀
刃口带有大前角的3刀尖刀片降低了切削力并实现了优秀的切屑成型
刀片上优化的后刀面和刀盘的不等齿距设计防止加工中振刀的发生


应用 & 特点
应用









特点
1. 3 刀尖刀片
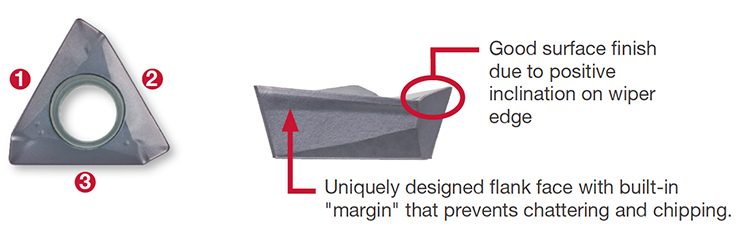
2.大幅减少切削力

3. 优秀的壁面精度
• 螺旋刃口设计实现了较高的壁面精度
刀片 & 材质
刀体




实际案例
案例 #1
通用工程
| 零件: | 板类 |
| 材料: | SUS304 / X5CrNi18-9 |
| 刀杆: | EPA06R020M20.0-03N (ø20 mm, z = 3) |
| 刀片: | TOMT060304PDER-MJ |
| 材质: | AH3135 |
| 加工条件: | Vc = 125 (m/min) fz = 0.083 (mm/t) Vf = 600 (mm/min) ap = 1.5 (mm) ae = 9 (mm) 应用: 平面铣刀 冷却方式: 干切 机床: BT40 |

案例 #2
通用工程
| 零件: | 设备零件 |
| 材料: | S45C / C45 |
| 刀杆: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| 刀片: | TOMT100404PDER-MJ |
| 材质: | AH3135 |
| 加工条件: | Vc = 150 (m/min) fz = 0.19 (mm/t) Vf = 836 (mm/min) ap = 1 (mm) ae = 5 (mm) 应用: 方肩铣削 冷却方式: 冷却液(外冷供给) 机床: 车铣加工中心 |

案例 #3
通用工程
| 零件: | 底座 |
| 材料: | S50C / C50 |
| 刀杆: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| 刀片: | TOMT100404PDER-MJ |
| 材质: | AH3135 |
| 加工条件: | Vc = 130 (m/min) fz = 0.1 (mm/t) Vf = 390 (mm/min) ap = 1.5 (mm) ae = 25 (mm) 应用: 方肩铣削 冷却方式: 外部气冷 机床: 立式加工中心 |
| 工序: | , |
| 机床: |

标准加工条件
EPA04
| ISO | 工件材料 | 硬度 | 材质 | 切削速度 Vc (m/min) |
每齿进给 fz (mm/t) |
|
|---|---|---|---|---|---|---|
 |
低碳钢 SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | AH3225 | 100 – 250 | 0.05 – 0.12 | |
| 碳钢和合金钢 S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | AH3225 | 100 – 230 | 0.05 – 0.12 | ||
| 预硬钢 NAK80, PX5, etc. |
30 – 40 HRC | AH3225 | 100 – 180 | 0.05 – 0.1 | ||
 |
不锈钢 SUS304, etc. X5CrNi18-9, etc. |
– | AH3225 | 90 – 200 | 0.05 – 0.1 | |
 |
灰铸铁 FC250, etc. 2 50, etc., GG25, etc. |
150 – 250 HB | AH120 | 100 – 300 | 0.05 – 0.12 | |
| 球墨铸铁 FCD450, etc. 450-10S, etc., GGG45, etc. |
150 – 250 HB | AH120 | 100 – 200 | 0.05 – 0.12 | ||
 |
钛合金 Ti-6AI-4V, etc. |
– | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| 耐热合金 Inconel 718, etc. |
– | AH8015 | 20 – 40 | 0.04 – 0.07 | ||
 |
淬火钢 | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
- 用压缩空气清除过多的碎屑堆积。
- 对于切深不均匀(例如铸造表层)或工件材料存在断续加工表面,应将每齿进给量(fz)设置为上表所示的较低推荐值。
- 加工条件可能会受到机器功率、工件刚性和主轴输出的限制。当切削宽度、深度或悬伸长度较大时,将Vc和fz设置为较低的推荐值,并检查机床功率和振动。
T/E/HPA06, T/E/HPA10, T/EPA15
| ISO | 工件材料 | 硬度 | 优先级 | 断屑槽 | 材质 | T/E/HPA06 | T/E/HPA10 | T/EPA15 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 切削速度Vc (m/min) |
每齿进给 fz (mm/t) |
切削速度 Vc (m/min) |
每齿进给 fz (mm/t) |
切削速度 Vc (m/min) |
每齿进给 fz (mm/t) |
|||||||
| MJ/AJ | NMJ | |||||||||||
|
低碳钢 SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | 首选 | MJ/NMJ | AH3225 | 100 – 220 | 0.05 – 0.15 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| 高耐磨性 | MJ/NMJ | T3225 | 100 – 250 | 0.08 – 0.1 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| 碳钢和合金钢 S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | 首选 | MJ/NMJ | AH3225 | 100 – 170 | 0.05 – 0.12 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| 高耐磨性 | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| 预硬钢和工具钢 NAK80, PX5, SKD61, etc. X40CrMoV5-1, etc. |
30 – 40 HRC | 首选 | MJ/NMJ | AH3225 | 100 – 120 | 0.05 – 0.12 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| 高耐磨性 | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
不锈钢 SUS304, etc. X5CrNi18-9, etc. |
– | 首选 | MJ/NMJ | AH3135 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| 高耐磨性 | MJ/NMJ | T3225 | 90 – 200 | 0.05 – 0.1 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
灰铸铁 FC250, etc. 250, etc. GG25, etc. |
150 – 250 HB | 首选 | MJ/NMJ | AH120 | 100 – 200 | 0.05 – 0.15 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| 高耐磨性 | MJ | T1215 | 150 – 250 | 0.05 – 0.12 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| 球墨铸铁 FCD450, etc. 450-10S, etc. GGG45, etc. |
150 – 250 HB | 首选 | MJ/NMJ | AH120 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| 高耐磨性 | MJ | T1215 | 100 – 200 | 0.05 – 0.12 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
 |
铝合金 Si < 13% |
– | 首选 | AJ | KS05F | 300 – 900 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| 铝合金 Si ≥ 13% |
– | 首选 | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
钛合金 Ti-6Al-4V, etc. |
– | 首选 | MJ/NMJ | AH3135 | 20 – 50 | 0.05 – 0.1 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| 耐热合金 Inconel 718, etc. |
– | 首选 | MJ/NMJ | AH120 | 20 – 35 | 0.03 – 0.08 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- 当使用NMJ断屑槽时 ,设置进给不高于0.15 mm/t。
- 用压缩空气清除过多的碎屑堆积。
- 对于切深不均匀(例如铸造表层)或工件材料存在断续加工表面,应将每齿进给量(fz)设置为上表所示的较低推荐值。
- 加工条件可能会受到机器功率、工件刚性和主轴输出的限制。当切削宽度、深度或悬伸长度较大时,将Vc和fz设置为较低的推荐值,并检查机床功率和振动。
TLA (粗加工型)
| ISO | 工件材料 | 硬度 | 优先级 | 断屑槽 | 材质 | TLA10 | TLA15 | |||
|---|---|---|---|---|---|---|---|---|---|---|
| 切削速度 Vc (m/min) |
每齿进给fz (mm/t) |
切削速度 Vc (m/min) |
每齿进给 fz (mm/t) |
|||||||
| MJ/AJ | NMJ | |||||||||
|
低碳钢 SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | 首选 | MJ/NMJ | AH3225 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| 高耐磨性 | MJ/NMJ | T3225 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| 碳钢和合金钢 S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | 首选 | MJ/NMJ | AH3225 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| 高耐磨性 | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| 预硬钢和工具钢 NAK80, PX5, SKD61, etc. X40CrMoV5-1, etc. |
30 – 40 HRC | 首选 | MJ/NMJ | AH3225 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| 高耐磨性 | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
不锈钢 SUS304, etc. X5CrNi18-9, etc. |
– | 首选 | MJ/NMJ | AH3135 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| 高耐磨性 | MJ/NMJ | T3225 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
灰铸铁 FC250, etc. 250, etc. GG25, etc. |
150 – 250 HB | 首选 | MJ/NMJ | AH120 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| 高耐磨性 | MJ | T1215 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| 球墨铸铁 FCD450, etc. 450-10S, etc. GGG45, etc. |
150 – 250 HB | 首选 | MJ/NMJ | AH120 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| 高耐磨性 | MJ | T1215 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
|
铝合金 Si < 13% |
40 – 50 HRC | 首选 | AJ | KS05F | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| 铝合金 Si ≥ 13% |
50 – 60 HRC | 首选 | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
钛合金 Ti-6Al-4V, etc. |
– | 首选 | MJ/NMJ | AH3135 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| 耐热合金 Inconel 718, etc. |
– | 首选 | MJ/NMJ | AH120 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- 当使用NMJ 断屑槽时, 请将进给设置不超过0.15 mm/t。


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.