



用于不锈钢车削加工的最新材质系列,拥有非常高的可靠性
最新的材质系列应对不锈钢加工中所有挑战的解决方案


应用 & 特点
应用


特点
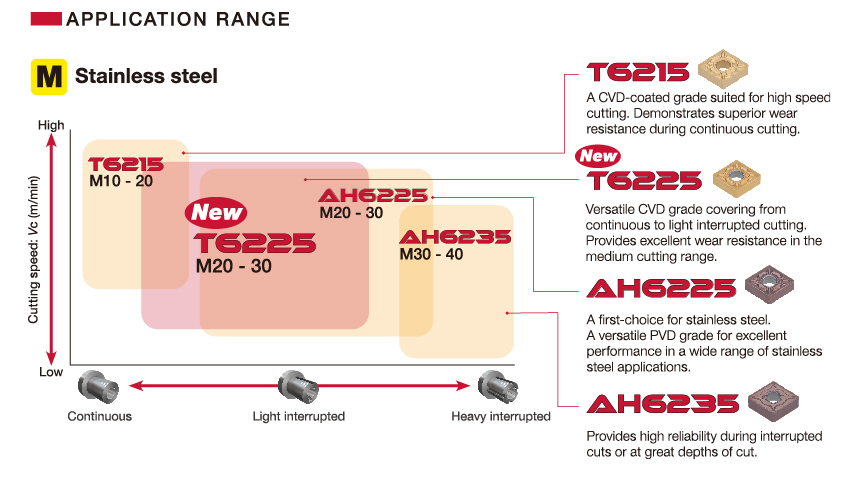
1. 应用范围
2. 材质特点



通用型PVD-涂层材质
富钛涂层
– 富钛厚PVD涂层提高了抗热冲击性
– 减少了月牙洼磨损
高钛含量的纳米复合涂层
泰珂洛最新的涂层技术最外层由高钛含量的纳米复合涂层组成。其高硬度和纳米结构很好的平衡了耐磨性和抗崩损性,提高了刀具寿命及刀具寿命的可预测性。



出色的耐磨性
提高了最外层涂层的硬度
– 坚硬的最外层涂层大幅减少了后刀面的磨损。
Al2O3 层强大的黏着力
– 泰珂洛最新的Al2O3 涂层技术提高了材质涂层的粘着强度防止刃口崩刃和涂层剥落。
厚涂层
– 比传统材质厚30%。
– 实现了优异的耐磨性和长刀具寿命。
材质
实际案例
案例 #1
| 零件: | 管件 |
| 材料: | SUS304 / X5CrNi18-9 |
| 刀片: | DNMG150408-SM |
| 材质: | T6215 |
| 加工条件: | Vc = 150(m/min) f = 0.3 (mm/rev) ap = 3 (mm) 应用: 外圆车削 冷却方式: 冷却液 |

案例 #2
| 零件: | 设备零件 |
| 材料: | SUS304 / X5CrNi18-9 |
| 刀片: | TNMG160408-SM |
| 材质: | T6215 |
| 加工条件: | Vc = 200(m/min) f = 0.3 (mm/rev) ap = 2.5 (mm) 应用: 外圆、端面车削 冷却方式: 冷却液 |

案例 #3
| 零件: | 发电机零件 |
| 材料: | SUS410 / X12Cr13 |
| 刀片: | CNMG120408-SH |
| 材质: | AH6235 |
| 加工条件: | Vc = 70 (m/min) f = 0.15 (mm/rev) ap = 2 – 4 (mm) 应用: 端面车削(断续加工) 冷却方式: 冷却液 |

案例 #4
| 零件: | 设备零件 |
| 材料: | SUS304 / X5CrNi18-9 |
| 刀片: | CNMG120412-SM |
| 材质: | AH6235 |
| 加工条件: | Vc = 80 (m/min) f = 0.2 (mm/rev) ap = 1.5 (mm) 应用: 端面车削 (断续加工) 冷却方式: 冷却液 |

案例 #5
| 零件: | 连接件 |
| 材料: | SUS304 / X5CrNi18-9 |
| 刀片: | CNMG120404-SM |
| 材质: | AH6225 |
| 加工条件: | Vc = 90(m/min) f = 0.2 (mm/rev) ap = 1 (mm) 应用: 外圆车削 冷却方式: 冷却液 |

案例 #6
| 零件: | 设备零件 |
| 材料: | SUS440 (Martensite stainless steel) |
| 刀片: | VNMG160404-SF |
| Grade: | AH6225 |
| 加工条件: | Vc = 110 (m/min) f = 0.1 (mm/rev) ap = 0.5 (mm) 应用: 外圆车削 冷却方式: 冷却液 |

标准加工条件
负角型刀片
| ISO | 加工方式 | 断屑槽 | 材质 | 切深 ap (mm) |
进给 f (mm/rev) |
切削速度: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| 奥氏体不锈钢 | 铁素体/ 马氏体不锈钢 |
析出硬化不锈钢 | ||||||
 |
精加工 | SF | T6215 | 0.5 – 2.5 | 0.08 – 0.45 | 140 – 240 | 160 – 280 | 80 – 150 |
| T6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.45 | 50 – 150 | 70 – 170 | – | |||
| 半精加工 | SM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| T6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| SDM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| 重型加工 | SH | T6215 | 2 – 6 | 0.3 – 0.6 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 2 – 6 | 0.3 – 0.6 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 2 – 6 | 0.3 – 0.6 | 50 – 150 | 70 – 170 | – | |||
PSS / PS / PM
| ISO | 应用 | 断屑槽 | 材质 | 切深 ap (mm) |
进给 f (mm/rev) |
切削速度: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| 奥氏体不锈钢 | 铁素体/ 马氏体不锈钢 | 析出硬化不锈钢 | ||||||
|
精加工 | PSS | T6215 | 0.3 – 2 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 |
| AH6225 | 0.3 – 2 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.3 – 2 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| 精加工到半精加工 | PS | T6215 | 0.5 – 2.5 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| 半精加工 | PM | T6215 | 1 – 3 | 0.15 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 1 – 3 | 0.15 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 3 | 0.15 – 0.3 | 50 – 150 | 70 – 170 | – | |||
JS chipbreaker
| ISO | Workpiece materials | Chipbreaker | Grade | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feedf (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| RE < 0.05 | RE < 0.1 | RE < 0.2 | RE < 0.4 | ||||||
|
Austenitic stainless steel | JS | AH6225 | 90 – 200 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 |
| Ferritic / martensite stainless steel | JS | AH6225 | 110 – 240 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
| Precipitation hardened stainless steel | JS | AH6225 | 60 – 110 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
公制
AH6225
T6200 & AH6200 系列


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统