

出色的成本效益: 相同的切削性能, 仅尺寸更小
ISO-EcoTurn 小尺寸刀片,拥有较大的经济优势



GNMG/FNMG
应用 & 特点
应用


特点
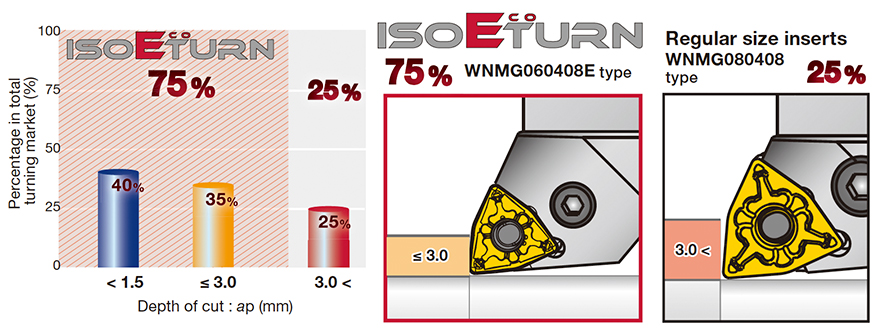
1. 超过75%的车削市场仅使用3mm及以下的切深
* 基于泰珂洛市场调查。
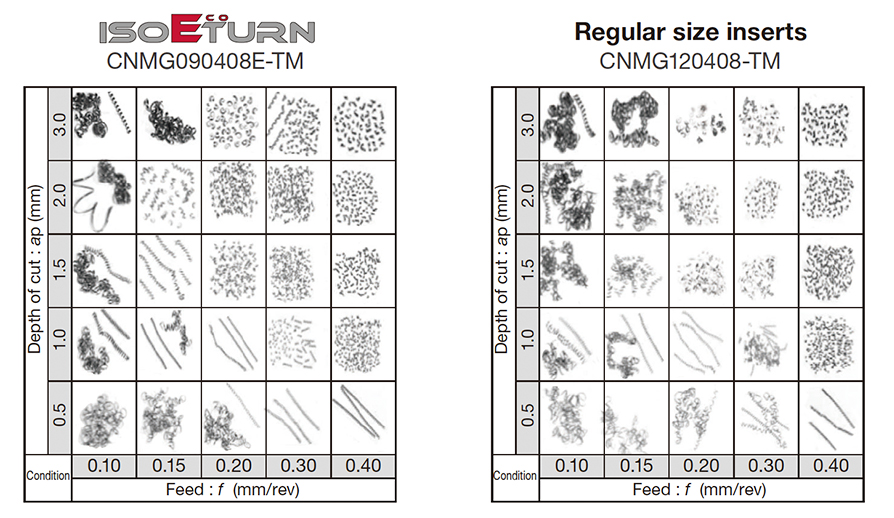
2. 切屑控制
ISO-EcoTurn 刀片拥有与常规尺寸刀片相同的断屑槽几何形状,在切深3mm以内相同的切屑去除能力。
工件: S45C / C45
切削速度: Vc = 200 m/min
冷却方式: 冷却液
3. 刀片性能不变
ISO-EcoTurn 和常规尺寸刀片对比
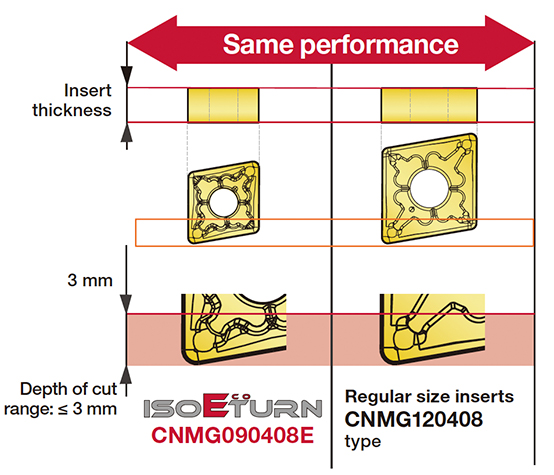
ISO-EcoTurn 刀片拥有与泰珂洛常规尺寸刀片相同的刀片厚度和断屑槽几何形状。
这些特点使其具有与常规尺寸刀片相同的切削性能,包括3mm及以下的切屑控制能力。
刀片 & 材质
刀片





主要材质
T6225
![]()
- Versatile CVD grade covering from continuous to light interrupted cut-ting. Provides excellent wear resistance in the medium cutting range
AH6225
![]()
- M15 – M30
- A fi rst-choice for stainless steel
- A versatile PVD grade for excellent performance in a wide range of stainless steel applications
实际案例
案例 #1
通用工程
| 零件: | 机床零件 |
| 材料: | SCM415 |
| 刀杆: | AWLNR2525M0604-A |
| 刀片: | WNMG060408E-TM |
| 材质: | T9215 |
| 加工条件: | Vc = 240 (m/min) f = 0.1 – 0.25 (mm/rev) ap = 1 (mm) 应用: 外圆、端面车削 冷却方式: 冷却液 |

案例 #2
汽车行业
| 零件: | 轴 |
| 材料: | S45C / C45 |
| 刀杆: | ADJNR2525M1104-A |
| 刀片: | DNMG110408E-TSF |
| 材质: | T9215 |
| 加工条件: | Vc = 260 (m/min) f = 0.2 (mm/rev) ap = 1 (mm) 应用: 外圆车削 冷却方式: 冷却液 |

标准加工条件
| ISO | 应用 | 断屑槽 | 材质 | 切深 ap (mm) |
进给 f (mm/rev) |
切削速度: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| 低碳钢合金钢 | 中碳钢 合金钢 | 高碳钢 合金钢 |
||||||
| 精密精加工 | TF | T9215 | 0.1 – 0.5 | 0.03 – 0.15 | 150 – 400 | 150 – 400 | 120 – 300 | |
| TF | T9225 | 0.1 – 0.5 | 0.03 – 0.15 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| TF | NS9530 | 0.1 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| 精加工 | TSF | NS9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | |
| TSF | GT9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| TSF | AT9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| TSF | T9215 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| TSF | T9225 | 0.2 – 1.5 | 0.08 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PS | T9215 | 0.3 – 1.5 | 0.1 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| PS | T9225 | 0.3 – 1.5 | 0.1 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PS | NS9530 | 0.3 – 1.5 | 0.1 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| TS | T9215 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| TS | T9225 | 0.5 – 2.5 | 0.1 – 0.3 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| TS | NS9530 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| TS | GT9530 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| 精加工 for mild steel | ZF | T9215 | 0.2 – 1.5 | 0.07 – 0.2 | 150 – 400 | 150 – 400 | 120 – 300 | |
| ZF | T9225 | 0.2 – 1.5 | 0.07 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| ZF | NS9530 | 0.2 – 1.5 | 0.07 – 0.2 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| 精加工到半精加工 | ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | |
| ZM | T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| 精加工 to 半精加工 | NM | T9225 | 0.5 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |
| 精加工 (修光刃) | FW | T9205 | 0.5 – 1.5 | 0.2 – 0.4 | 180 – 400 | 180 – 400 | 150 – 350 | |
| FW | T9215 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| FW | T9225 | 0.5 – 1.5 | 0.2 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| FW | NS9530 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| FW | GT9530 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| 半精加工(修光刃) | SW | T9205 | 0.5 – 2 | 0.3 – 0.6 | 180 – 400 | 180 – 400 | 150 – 350 | |
| SW | T9215 | 0.5 – 2 | 0.3 – 0.6 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| SW | T9225 | 0.5 – 2 | 0.3 – 0.6 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| 半精加工 | TM | T9215 | 1 – 3 | 0.2 – 0.5 | 150 – 400 | 150 – 400 | 120 – 300 | |
| TM | T9225 | 1 – 3 | 0.2 – 0.5 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PM | T9215 | 0.5 – 3 | 0.15 – 0.5 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| PM | T9225 | 0.5 – 3 | 0.15 – 0.5 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| 半精加工 | SM | T6215 | 1 – 3 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| SM | T6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| SM | AH6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| 精加工 | SS | AH6225 | 0.5 – 3 | 0.08 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | |
| SS | AH6235 | 0.5 – 3 | 0.08 – 0.2 | 50 – 150 | 70 – 170 | – | ||
| 精密精加工 | TF | T6215 | 0.1 – 0.5 | 0.03 – 0.15 | 140 – 240 | 160 – 280 | 80 – 150 | |
| TF | AH6225 | 0.1 – 0.5 | 0.03 – 0.15 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| 精加工 | TSF | T6215 | 0.2 – 1.5 | 0.08 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| TSF | AH6225 | 0.2 – 1.5 | 0.08 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| PS | T6215 | 0.3 – 1.5 | 0.1 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| PS | AH6225 | 0.3 – 1.5 | 0.1 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| TS | T6215 | 0.5 – 2.5 | 0.1 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| TS | AH6225 | 0.5 – 2.5 | 0.1 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| ZF | T6215 | 0.2 – 1.5 | 0.07 – 0.2 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| ZF | AH6225 | 0.2 – 1.5 | 0.07 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| 半精加工 | ZM | T6215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| ZM | AH6225 | 0.7 – 2 | 0.15 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| TM | T6215 | 1 – 3 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| TM | AH6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| PM | T6215 | 0.5 – 3 | 0.15 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| PM | AH6225 | 0.5 – 3 | 0.15 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| 灰铸铁 | 球墨铸铁 | |||||||
| 半精加工 | TM | T515 | 1 – 3 | 0.2 – 0.5 | 150 – 700 | 150 – 300 | ||
| Flat-top | T515 | 0.05 – 2 | 0.2 – 0.6 | 150 – 700 | 150 – 300 | |||
| 钛合金 | 镍基合金 | |||||||
| 精密精加工 | TF | AH8015 | 0.1 – 0.5 | 0.03 – 0.15 | 20 – 150 | 20 – 100 | ||
| 精加工 | TSF | AH8015 | 0.2 – 1.5 | 0.08 – 0.4 | 20 – 150 | 20 – 100 | ||
| PS | AH8015 | 0.3 – 1.5 | 0.1 – 0.4 | 20 – 150 | 20 – 100 | |||
| TS | AH8015 | 0.5 – 2.5 | 0.1 – 0.3 | 20 – 150 | 20 – 100 | |||
| ZF | AH8015 | 0.2 – 1.5 | 0.07 – 0.2 | 20 – 150 | 20 – 100 | |||
| 半精加工 | ZM | AH8015 | 0.7 – 2 | 0.15 – 0.4 | 20 – 150 | 20 – 100 | ||
| TM | AH8015 | 1 – 3 | 0.2 – 0.5 | 20 – 150 | 20 – 100 | |||
| PM | AH8015 | 0.5 – 3 | 0.15 – 0.5 | 20 – 150 | 20 – 100 | |||


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.