

高通用性,高经济性和高生产效率的6刀尖刀片
使用一支刀具可完成前车,背车,仿形和端面车削加工
应用&特点
应用


特点
1. 两种类型的刀尖角和刃口角度可用于通用加工
拥有80°或者35°刀尖角的双面6刀尖刀片
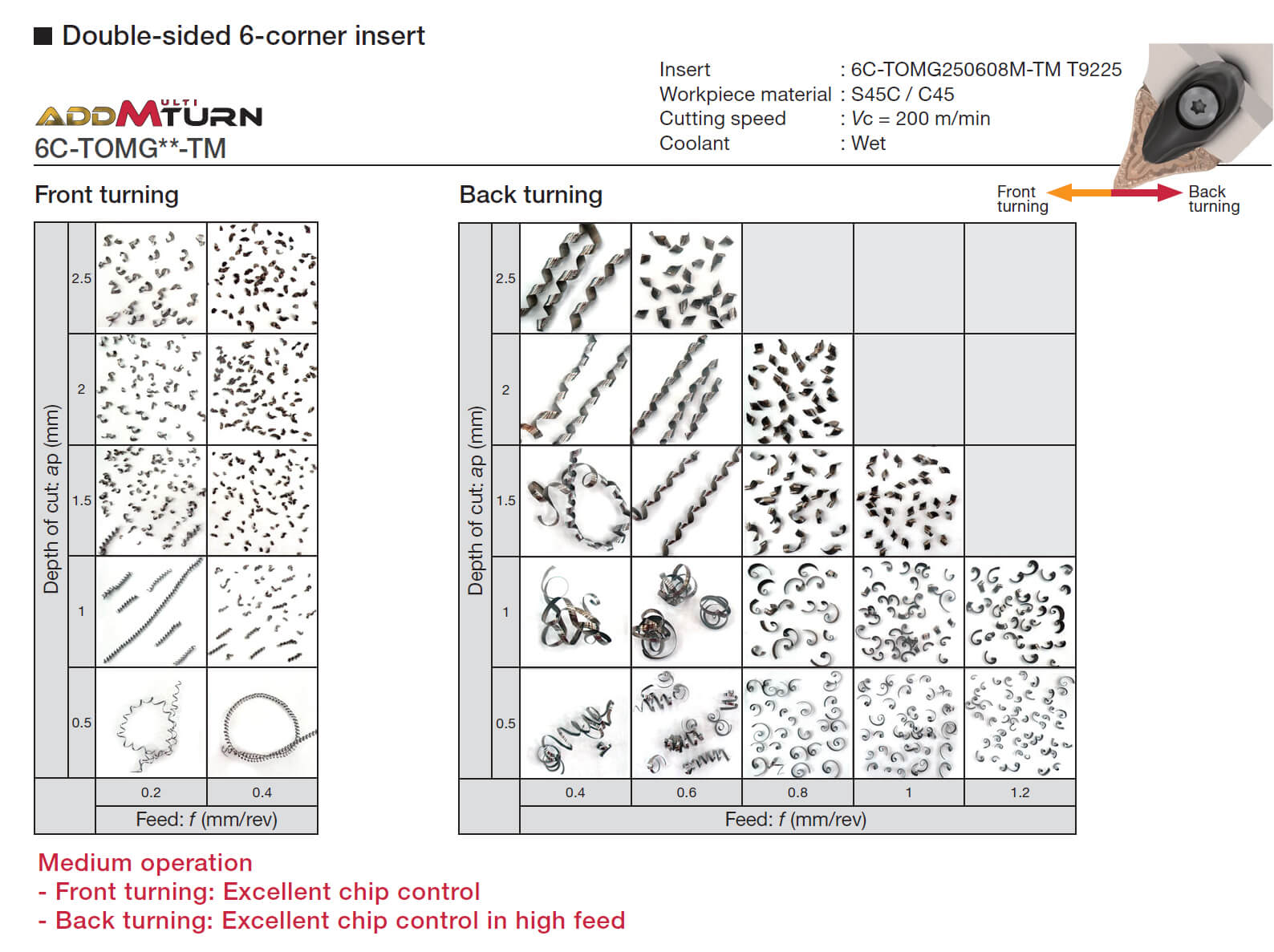
- 背(拉) 车: 刃口的大进给设计相对于现有的ISO刀具生产效率提高了200%,不并且无需特殊的程序。
- 前 (推) 车: 可以像使用标准ISO刀具一样用相同的刀尖加工相同的工序。

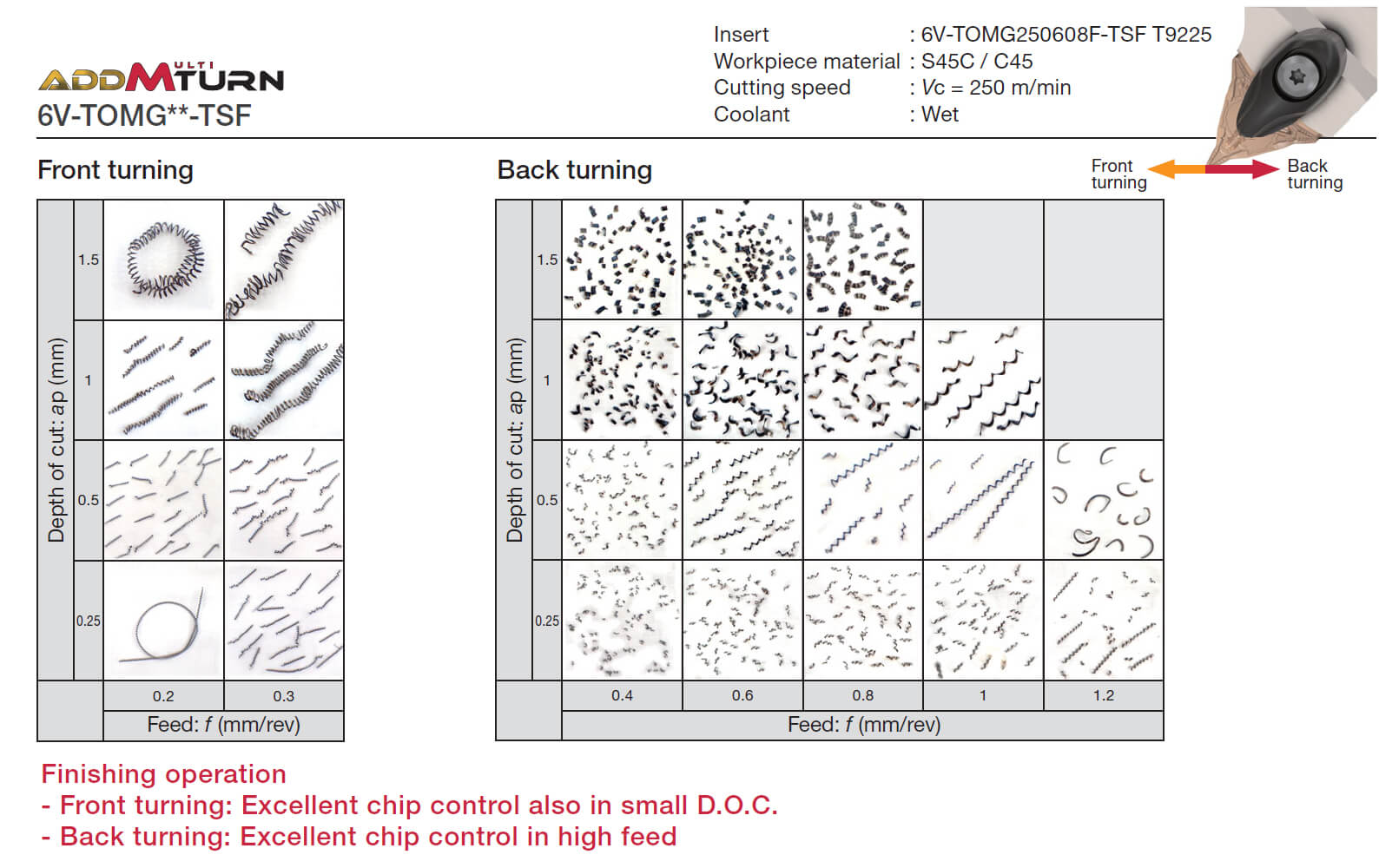
2.切屑控制
3. Y-PRISM 安全锁紧设计在垫片上有轨道可以与刀片上的槽对应,用于实现紧密的互锁和牢固的锁紧。

防止切削力从各个方向上影响刀具位置并确保较高的稳定性

两款刀片都可以安装在同一款刀杆上
4. 刀具寿命
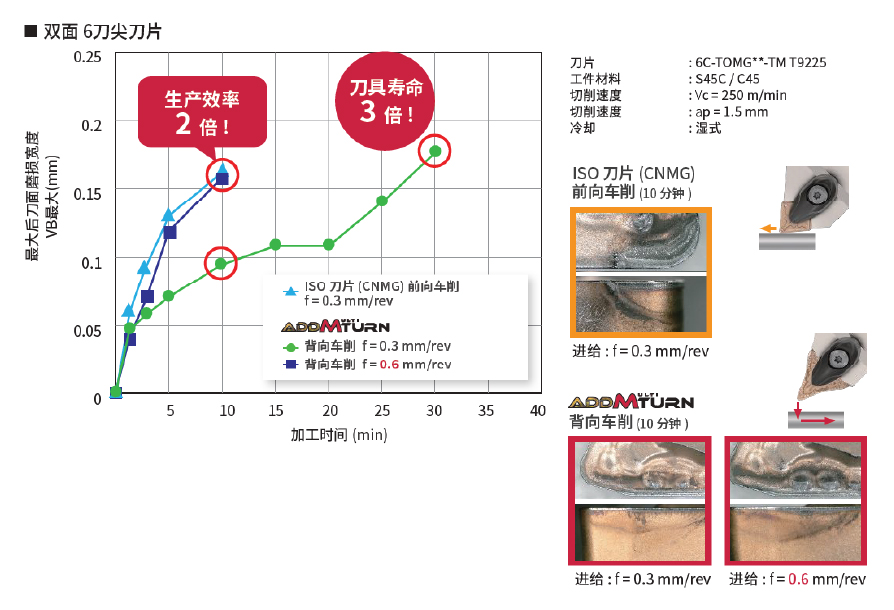
在相同进给率下,AddMultiTurn 刀片的刀具寿命延长至三倍。
与 ISO 刀片相比,AddMultiTurn 刀片可在一倍的加工效率下,实现相同的刀具寿命。
刀片&材质
刀片


材质
刀杆


实际案例
示例 #1
| 零件: | 涡轮机轴 |
| 材料: | SCr420 / 20Cr4 |
| 刀杆: | ATXOL2525M25-A |
| 刀片: | 6C-TOMG250608M-TM |
| 材质: | T9215 |
| 加工条件: | Vc = 147 (m/min) 端面车削: f = 0.35 (mm/rev) ap = 1 – 2 (mm) 外圆车削: f = 0.5 (mm/rev) ap = 0.5 (mm)冷却方式: 冷却液(外冷) 应用: 端面车削,外圆车削 |

示例 #2
| 零件: | 齿轮零件 |
| 材料: | S25C / C25 |
| 刀杆: | ATXOR2525M25-A |
| 刀片: | 6V-TOMG250604F-TSF |
| 材质: | T9215 |
| 加工条件: | Vc = 200 (m/min) 粗加工 : f = 0.6 (mm/rev) x 2 刀 精加工 : f = 0.1 (mm/rev) x 1 刀 ap = 0.5 (mm) x 3 刀冷却方式: 冷却液(外冷) 应用: 外圆车削 |

标准加工条件
Double-sided 6-corner insert
| ISO | 应用 | 断屑槽 | 材质 | 切深: ap (mm) | 进给: f (mm/rev) | 切削速度 | ||
|---|---|---|---|---|---|---|---|---|
| 前车 | 背车 | 前车 | 背车 | Vc (m/min) | ||||
 |
精加工 | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 150 – 400 |
| TSF | T9225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 80- 300 | ||
| TLF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 150- 400 | ||
| TLF | T9225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 80- 300 | ||
| 半精加工到重型切削 | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 150 – 400 | |
| TM | T9225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 80 – 300 | ||
| TLM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 150 – 400 | ||
| TLM | T9225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 80 – 300 | ||
 |
精加工 | TSF | AH6225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 60 – 240 |
| TLF | AH6225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 60 – 240 | ||
| 半精加工到重型切削 | TM | AH6225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 60 – 240 | |
| TLM | AH6225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 60 – 240 | ||
 |
精加工 | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 140 – 500 |
| TLF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 140 – 500 | ||
| 半精加工到重型切削 | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 140 – 500 | |
| TLM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 140 – 500 | ||
 |
精加工 | TSF | AH8015 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 20 – 80 |
| TLF | AH8015 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 20 – 80 | ||
| 半精加工到重型切削 | TM | AH8015 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 20 – 80 | |
| TLM | AH8015 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 20 – 80 | ||
Single-sided 3-corner insert
| ISO | Operation | Chipbreaker | Grade | Depth of cut: ap (mm) | Feed: f (mm/rev) | Cutting speed | ||
|---|---|---|---|---|---|---|---|---|
| Front turning | Back turning | Front turning | Back turning | Vc (m/min) | ||||
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 150 – 400 |
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 100 – 250 |
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 140 – 500 |


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.