

高效可转位式枪钻
DeepTri-Drill,便于操作, 可转位式枪钻系列, 拥有出色性能, 实现高效稳定的深孔钻孔加工

应用&特点
应用
特点
1. 选择范围宽用于各种深孔加工

2. 效率高
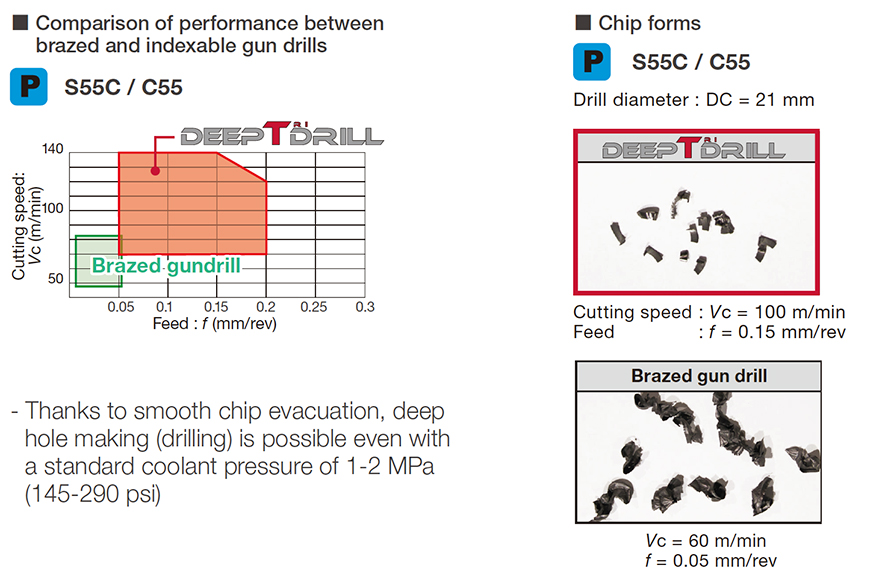
• 刃口上特殊的断屑槽和分屑刃能够在任何进给速度下改善切屑控制,特别是在高进给速度条件下效果明显
• 凭借顺畅的排屑,即使在标准冷却液压力1-2 MPa (145-290 psi)条件下也能够进行深孔加工(钻孔)
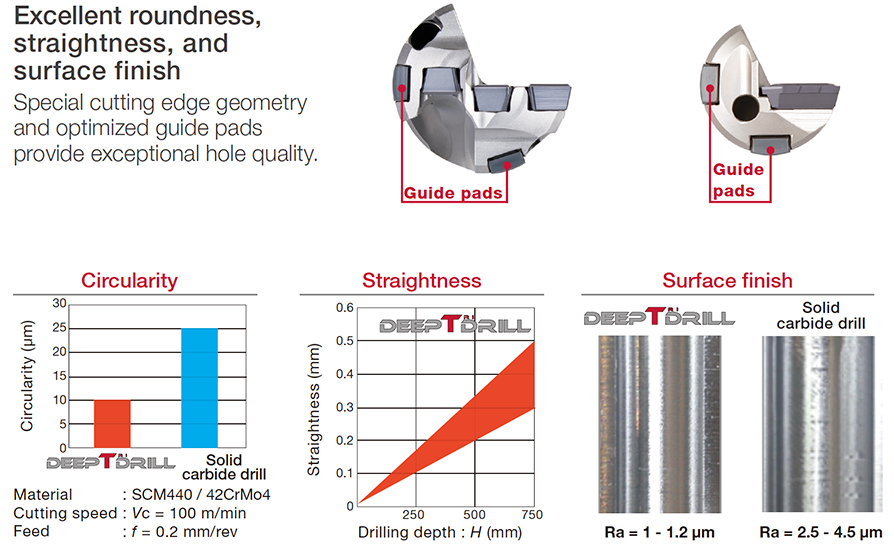
3. 优异的圆度,直线度和表面精度
• 特殊的刃口几何形状和优化分布的导向条实现了优异的孔质量。
刀片&材质
刀片



主要材质
钻杆


实际案例
案例 #1
热交换器行业
| 零件: | 管板 |
| 材料: | SUS304 / X5CrNi18-9 |
| 钻头: | MCTR20.00XM32-10 |
| 刀片: | TOHT090305R-NDL |
| 材质: | AH725 |
| 加工条件: | Vc = 80 (m/min) f = 0.04 (mm/rev) Vf = 53 (mm/min) H = 200 (mm) 冷却方式: 冷却液 机床: 卧式加工中心 |

案例 #2
模具行业
| 零件: | 塑料模具 |
| 材料: | SKD61 / X40CrMoV5-1 (45 HRC) |
| 钻头: | TRLGCH18.00X1500-36A |
| 刀片: | TOHT080305R-NDJ |
| 材质: | AH725 |
| 加工条件: | Vc = 62 (m/min) f = 0.04 (mm/rev) Vf = 44 (mm/min) H = 700 (mm) 冷却方式: 冷却液 机床: 卧式加工中心 |

案例 #3
汽车行业
| 零件: | 轴 |
| 材料: | SCM420H |
| 钻头: | MCTR12.00XM20-20 |
| 刀片: | LOGT060204R-NDJ |
| 材质: | AH725 |
| 加工条件: | Vc = 150 (m/min) f = 0.13 (mm/rev) Vf = 517 (mm/min) øDc = 12 (mm) H = 233 (mm) 冷却方式: 冷却液 机床: 立式加工中心 |

标准加工条件
Drill diameter: DC = ø7.94 – ø9.99 mm
| ISO | Workpiece material | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feedf (mm/rev) |
|---|---|---|---|---|---|
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Grey cast iron FC250, GG25, 250, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Ductile cast iron FCD700, 700-2, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Aluminium alloys | NDJ | AH9130 | 60 – 100 | 0.05 – 0.18 | |
| Heat-resistant alloys Inconel 718, etc. |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | |
| Titanium alloys Ti-6Al-4V, etc. |
NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | |
| Hardened steel ≥ 40HRC |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 |
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Drill diameter: DC = ø10 – ø28 mm
| ISO | Workpiece material | Priority | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| ø10 – ø11.8 | ø11.81 – ø13.99 | ø14 – ø18 | ø18.01 – ø28 | ||||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.12 | 0.08 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 120 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Aluminium alloys | Lower feed | NDL | AH725 | 80 – 160 | – | – | 0.03 – 0.15 | 0.03 – 0.15 | |
| First choice | NDJ | AH9130 | 100 – 200 | 0.05 – 0.18 | 0.05 – 0.2 | 0.08 – 0.22 | 0.1 – 0.25 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | NDL | AH725 | 20 – 50 | – | – | 0.03 – 0.06 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | NDL | AH725 | 30 – 60 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.15 | ||
| Hardened steel ≥ 40HRC |
Lower feed | NDL | AH725 | 40 – 100 | – | – | 0.03 – 0.08 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 50 – 100 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
The use of NDL chipbreakers is recommended for cross hole drilling with low feed conditions.
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Drill diameter: DC = ø28.01 – ø40 mm
| ISO | Workpiece material | Priority | For central | For intermediate | For peripheral | Cutting speed Vc (m/min) |
Feedf (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Chip-breaker | Grade | Chip-breaker | Grade | Chip-breaker | Grade | ø28.01 – ø40 | ||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.3 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 120 | 0.1 – 0.3 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Aluminium alloys | Lower feed | G | AH725 | DL | AH725 | G | AH725 | 80 – 160 | 0.03 – 0.2 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 100 – 200 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 20 – 50 | 0.03 – 0.08 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 20 – 50 | 0.06 – 0.13 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 30 – 60 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 30 – 60 | 0.1 – 0.18 | ||
| Hardened steel ≥ 40HRC |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 40 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 50 – 100 | 0.06 – 0.13 | ||
The use of NDL chipbreakers is recommended for cross hole drilling with low feed conditions.
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog
导向条



相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.