

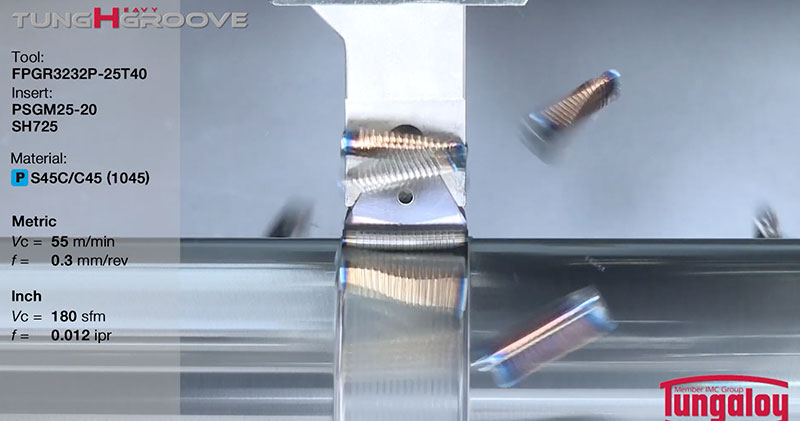
宽槽和仿形宽槽加工特殊系统
TungHeavyGroove 能够有效减少宽槽和复杂形状成型加工的时间

应用 & 特点
应用


特点
1. 从前端面轻松锁紧刀片
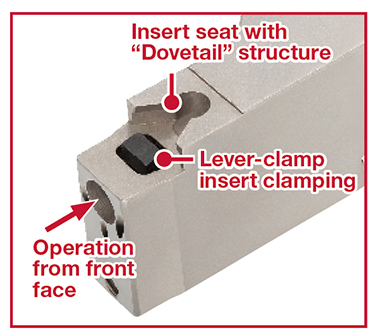
从刀杆前端面可以完成刀片转位,缩短刀片更换时间和停机时间。
2. 高刚性杠杆式锁紧实现稳定的槽加工
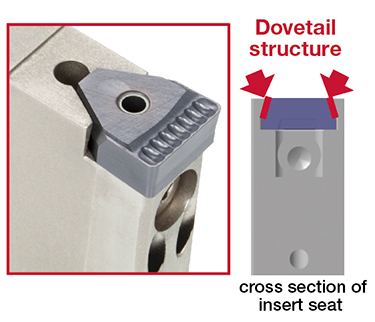
燕尾槽结构防止宽槽加工时刀片发生移动。
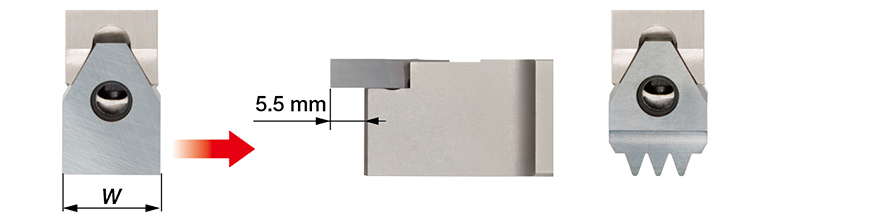
3. 仿形槽加工刀片和刀具
- 刀片宽度(W) 10 – 25 mm.
- 刀片长度可以使仿形部分深达5.5 mm。
刀片 & 材质
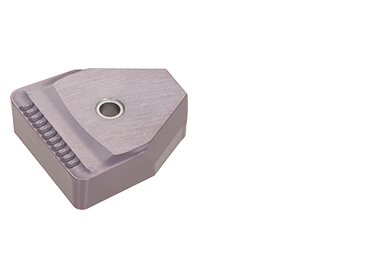
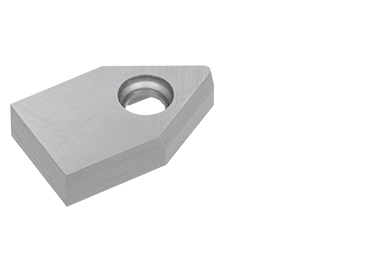
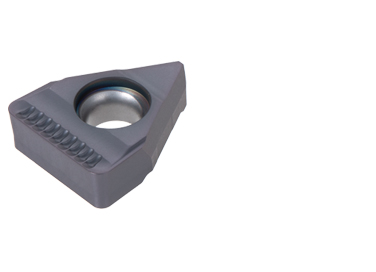
刀片
材质
刀杆

实际案例
案例 #1
重工业
| 零件: | 设备零件 |
| 材料: | SCM415 |
| 刀杆: | FPGR3232P-10T36 |
| 刀片: | PSGM10-08 (W = 10 mm) |
| 材质: | AH725 |
| 加工条件: | Vc = 110 (m/min) f = 0.3 (mm/rev) 加工1个槽的走刀次数= 2 应用: 槽加工 冷却方式: 冷却液 |

案例 #2
重工业
| 零件: | 发电机零件 |
| 材料: | 铸钢 |
| 刀杆: | FPGR3232P-10T36 |
| 刀片: | PSGM10-08 (W = 10 mm) |
| 材质: | AH725 |
| 加工条件: | Vc = 65 (m/min) f = 0.37 (mm/rev) 加工1个槽的走刀次数 = 3 应用: 槽加工 冷却方式: 冷却液 |

标准加工条件
宽槽
| ISO | 工件材料 | 硬度(HB) | 材质 | 切削速度 Vc (m/min) |
|---|---|---|---|---|
 |
合金钢 SCM440, 42CrM04, etc. |
< 300 | AH725 | 50 – 180 |
| 合金钢 SCM440, 42CrM04, etc. |
< 300 | UX30 | 50 – 120 |
成形
| ISO | 工件材料 | 硬度(HB) | 材质 | 切削速度 Vc (m/min) |
|---|---|---|---|---|
|
钢 S45C, C45, 等 |
< 200 | UX30 | 50 – 150 |
| 合金钢 SCM440, 42CrMo4, 等 |
< 300 | UX30 | 50 – 120 | |
 |
不锈钢 SUS303, X10CrNiS18-9, 等 |
< 200 | UX30 | 50 – 120 |
 |
灰铸铁 FC250, 250, 等 |
– | TH10 | 50 – 150 |
| 球墨铸铁 FCD450, 450-10S, 等 |
– | TH10 | 50 – 120 | |
 |
铝合金 Si < 12%, 等 |
– | TH10 | 100 – 500 |
宽槽(HGM 刀片)
| ISO | 工件材料 | 硬度 | 推荐等级 | 材质 | 切削速度 Vc (m/min) |
|---|---|---|---|---|---|
|
钢 S45C, SCM435, 等 C45, 34CrMo4, 等 |
< 300 | 首选 | AH8015 | 80 – 180 |
| < 300 | 耐磨损 | T9215 | 100 – 350 | ||
|
不锈钢 SUS303, SUS304, 等 X10CrNiS18-9, X5CrNi18-9, etc. |
< 200 | 首选 | AH8015 | 50 – 130 |
| < 200 | 耐磨损 | T9215 | 100 – 250 | ||
|
灰铸铁 FC250, 250, 等 |
– | 首选 | AH8015 | 50 – 180 |
| – | 耐磨损 | T9215 | 140 – 300 | ||
| 球墨铸铁 FCD450, 等. 450-10S, 等 |
– | 首选 | AH8015 | 50 – 180 | |
| – | 耐磨损 | T9215 | 140 – 300 | ||
 |
耐热合金 Inconel718, 等 |
< HRC 40 | 首选 | AH8015 | 20 – 80 |
| 钛合金 Ti-6AL-4V, 等 |
< HRC 40 | 首选 | AH8015 | 20 – 80 |
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统