日本磐城 – 2025 年 9 月 – 泰珂洛公司(社长:木下 哲,总部:福岛县磐城市)宣布扩展其 AddMultiTurn 系列,推出方柄类型(20 mm 和 25 mm)的内冷刀柄,全国有售。

挑战与趋势
近年来,在外圆车削加工中,实现更高的生产率和能源效率已成为一项严峻挑战。 尤其是在通用机械和汽车零部件的大批量生产环境中,缩短加工时间至关重要。 对高效切削刀具的需求正在迅速增长,因为缩短加工时间不仅能提高运行效率,还能帮助减少机器运行时间,从而降低电力消耗。 这方面也正从环保角度获得关注。在此背景下,市场正日益寻求引入更高性能的刀具。
产品概述
AddMultiTurn 是一种高效刀具,能够使用一把刀具处理各种车削加工,包括外圆车削、端面车削、仿形车削和高进给车削。 其具有六个切削刃的双面刀片提高了刀具寿命和生产率,同时通过减少换刀次数也有助于降低成本。

优点与特点
特点 1:扩展的刀柄种类以适应多样化的机床规格
PSC 型有 C4、C5 和 C6 三种尺寸可供选择。
方柄类型提供 20 mm 和 25 mm 两种规格,使其兼容广泛的机床。
这种广泛的兼容性使更多制造现场能够受益于 AddMultiTurn 的高性能。

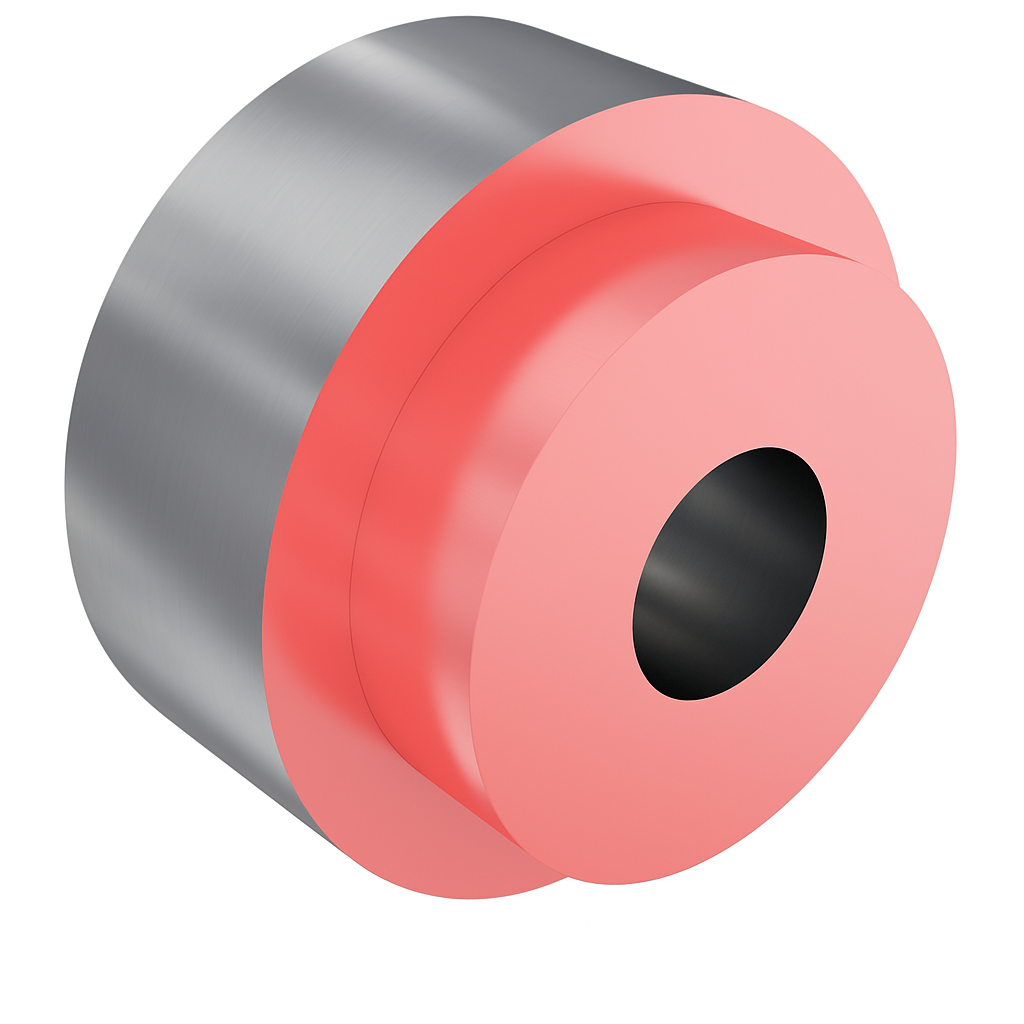
特点 2:通过多点冷却方式供应增强切削刃附近的加工性能
冷却方式总共从七个点供应:四个来自顶部,三个来自底部。
该设计确保冷却方式直接输送到正向和反向车削的切削刃,显著改善冷却和切屑排出。
抑制切削热,减少刀片磨损,并大大延长刀具寿命。

特点 3:支持多方向加工的高刚性内冷刀柄
新扩展的内冷刀柄系列具有高刚性夹紧和优化的冷却方式路径。
确保在多方向加工中具有高稳定性——例如正向车削、反向车削、端面车削和仿形车削——这是 AddMultiTurn 的标志性特点。
尤其是在高进给反向车削中,刀具刚性和冷却方式输送性能的协同作用实现了高效加工。

切削性能
通过内冷改善切屑控制和刀具寿命

| 反向车削 | |
| 刀片 | 6C-TOMG250608M-TM T9215 |
| 刀柄 | ATXOR2525X25-CHP |
| 切深 | Vc = 250 m/min |
| 进给量 | f = 1 mm/rev |
| 切削深度 | ap = 1 mm |
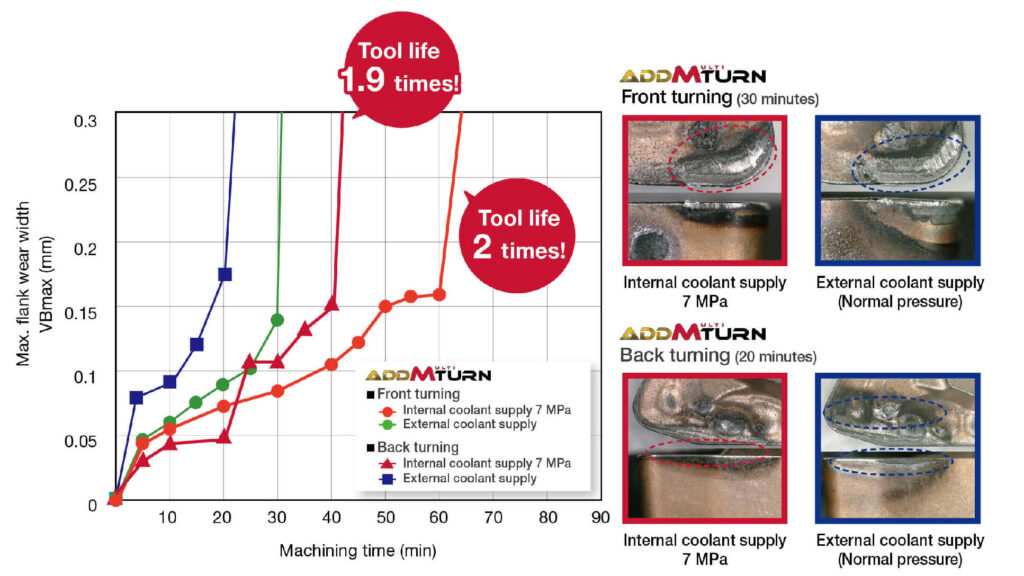
正向车削
| 刀片 | 6C-TOMG250608M-TM T9215 |
| 切深 | Vc = 250 m/min |
| 进给量 | f = 0.3 mm/rev |
| 切削深度 | ap = 1.5 mm |
反向车削
| 刀片 | 6C-TOMG250608M-TM T9215 |
| 切深 | Vc = 250 m/min |
| 进给量 | f = 1 mm/rev |
| 切削深度 | ap = 1 mm |
新型内冷刀柄在正向车削中寿命延长 2 倍,在反向车削中寿命延长 1.9 倍,与外圆冷却方式供应相比!
成功案例
改进的刀具寿命
新型内冷 AddMultiTurn 得益于 4 MPa 的有效冷却方式供应,将刀具寿命延长 4 倍。
| 行业 | 汽车 |
| 零部件 | 汽车零部件 |
| 材料 ISO 代码 | |
| 工件材料 | SUP10/51CrV4 |
| 机床(主轴类型) | 数控车床 |
| 刀具系列 | 车削 |
| 刀具类别 | 外圆和端面车削 |
| 产品名称 | AddMultiTurn |
| TSR 编号 | 5257T |
缩短的加工时间
新型内冷 AddMultiTurn 得益于高进给反向车削,将加工时间缩短 20%,且刀具寿命与现有刀具持平或更优。
| 行业 | 汽车 |
| 零部件 | 车轮 |
| 材料 ISO 代码 | |
| 工件材料 | FCD500 |
| 机床(主轴类型) | 数控车床 |
| 刀具系列 | 车削 |
| 刀具类别 | 外圆和端面车削 |
| 产品名称 | AddMultiTurn |
| TSR 编号 | 5258T |
