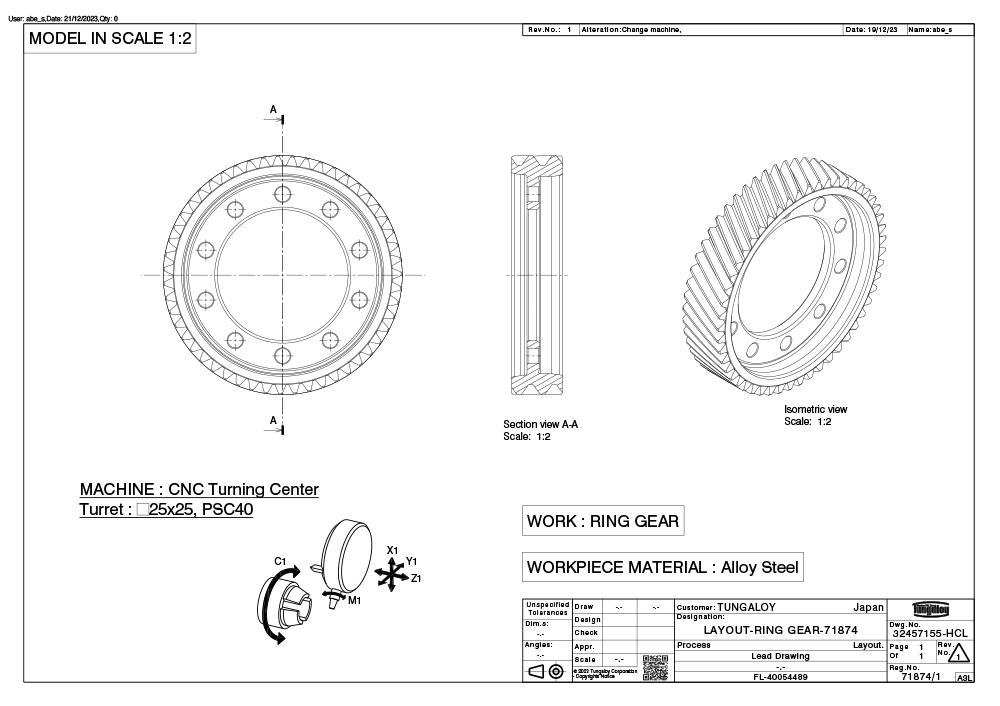
汽车 – 环形齿轮
汽车零部件中的环形齿轮是汽车变速器和差速器等机械系统中传递动力的重要部件。由于汽车在各种环境和不同负载下使用,因此环形齿轮需要较高的耐用性和强度,以承受长期使用。因此,它们通常由合金钢等高强度材料制成。
即使在加工难度增加的高强度材料时,泰珂洛也能提供全面的切削解决方案,以提高加工效率和质量。

刀具概念
- 通过使用耐磨性和抗崩损性极佳的材料,实现稳定的长使用寿命
- 使用倒角刃复合钻头进行加工加固
- 在后淬火工艺中采用硬车削,无需磨削,从而提高加工效率,降低生产成本
主要工序
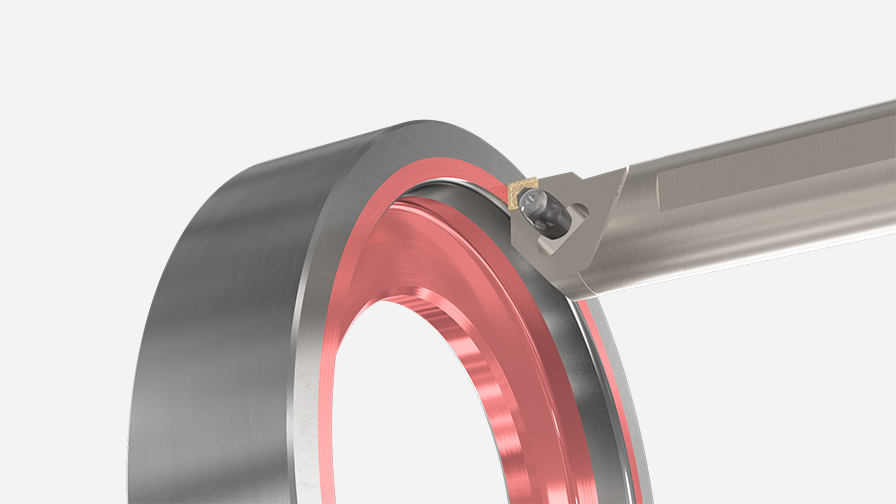
工序 1:内/外圆车削精加工
优势
- 推出 “A 型刀杆”,具有出色的操作性和刀片夹持刚性,可稳定刀片的切削性能
- ISO-ECO TRN:经济环保型刀片,比标准刀片小,减少了资源使用量
- 确保性能与标准尺寸相当,但尺寸更小
- ZM 型断屑槽不仅在一般加工过程中,而且在半径加工过程中都表现出卓越的切屑控制能力


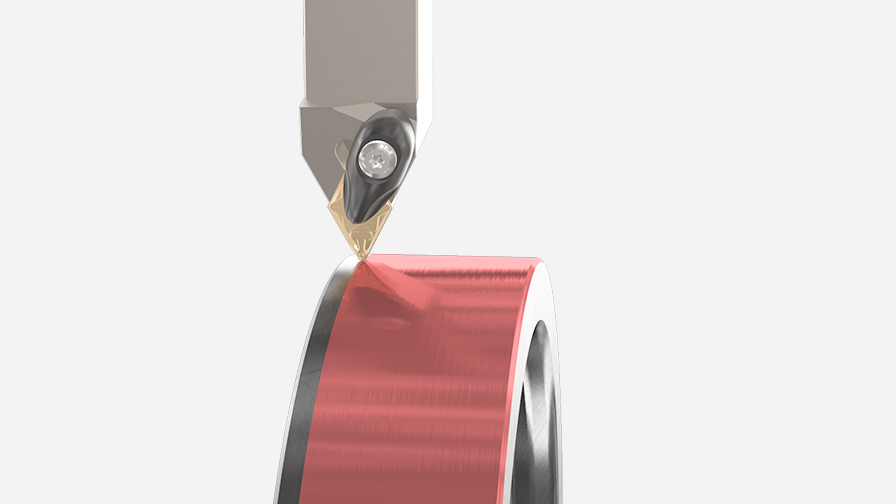
工序 2:外圆车削精加工
优势
- 通过单个螺钉拧紧动作,可实现拉入和推入的双重锁紧,从而以较高的锁紧强度实现出色的切削刃稳定性
- 通过扩大接触面增加锁紧力,抑制刀片振动,提高可靠性

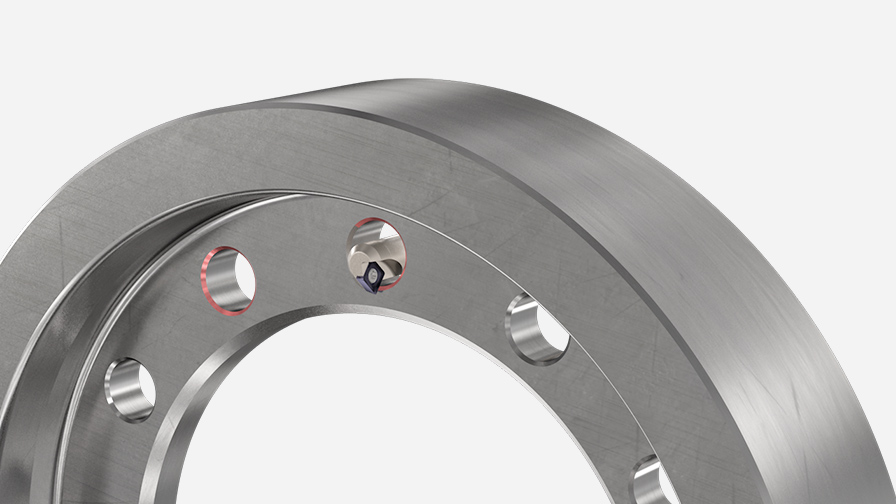
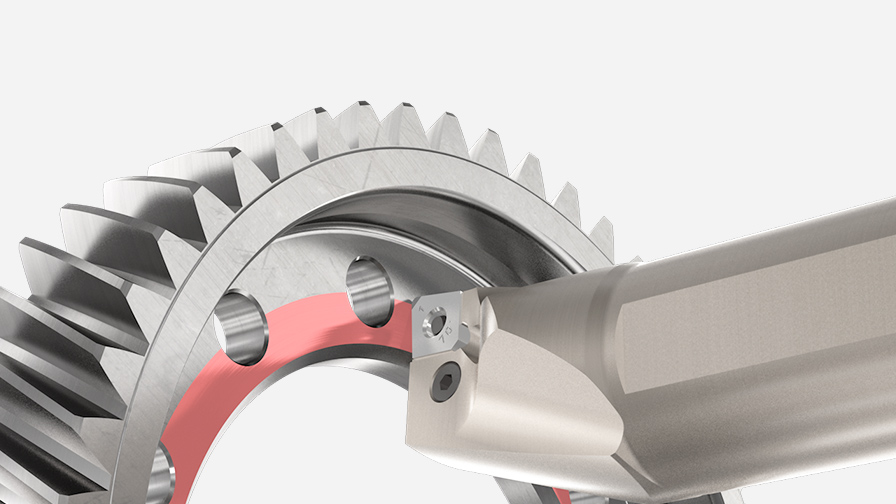
工艺 3:钻孔与倒角相结合
优势
- 使用 DrillMeister 头进行钻孔和倒角联合加工
- 通过同时钻孔和倒角减少工序
- 钻头采用独特的自锁紧持系统,可方便快捷地更换钻头
- 钻头使用寿命长,无需修磨或重新涂层,是降低加工成本的理想选择




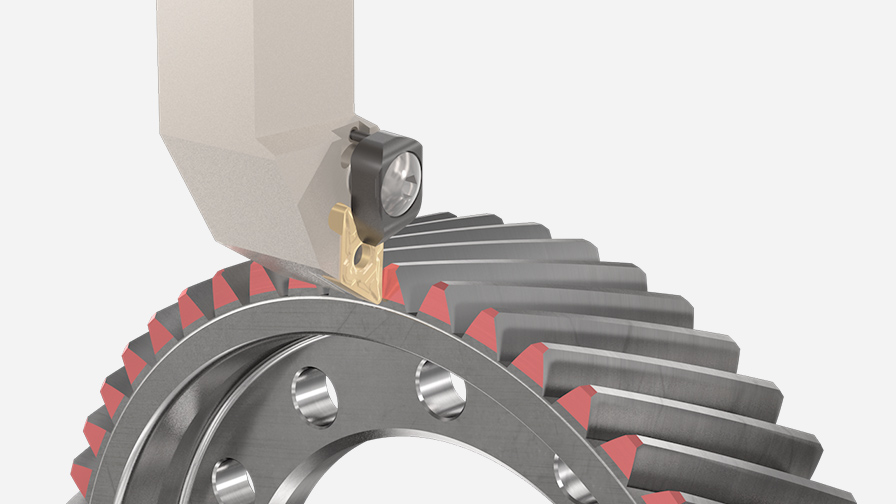
工序 4:背向倒角
优势
- 倒角刀片采用经济高效的单面 4 角刀片
- 刀片尺寸小,仅为 5 mm见方,可倒角加工最小 φ6 的孔
- 通过锋利的切削刃抑制毛刺和振刀,实现高加工表面质量

工序 5:端面车削精加工
优势
- 通过从两个方向牢牢夹住刀片实现稳定加工,提高了抗崩损能力
- 单次操作即可轻松更换刀片
- 采用双锁紧机构,即使在强断续切削时也能确保稳定的性能,实现高生产率和加工质量
- 采用 TSF 断屑槽,可在精加工操作中实现出色的切屑控制和低阻力
工序 6:端面车削精加工(硬车削)
优势
- 排屑能力强,可抑制因切屑堵塞或缠绕造成的刀具和工件损坏
- 冷却孔设计尽可能靠近刀具刃口,以准确供应冷却液,从而抑制刀面磨损和刃口后退,实现长使用寿命
- BR35F 是重型断续切削的首选材质,在淬火和回火钢加工中具有出色的抗崩损能力




相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统