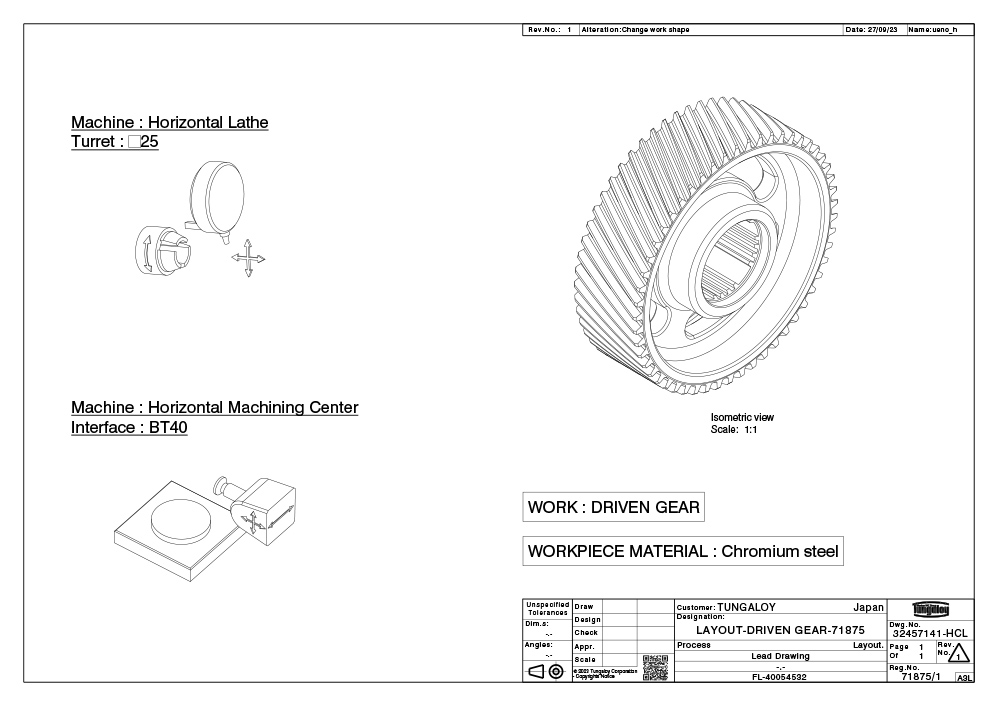
汽车 – 传动齿轮
传动齿轮, 顾名思义,是指机械装置中接收动力的齿轮。
通常,它从 “驱动齿轮 “获得动力,并将动力传输到机械或装置的其他部分。齿轮,通过齿轮齿的啮合传递动力,这一运动对无数机械装置和设备至关重要。然而,这种精确的动力传输过程离不开正确的加工技术。
在齿轮制造过程中,通常会使用低碳钢等相对较软的材料。这类材料在切削过程中会产生长而连续的切屑,带来切屑缠绕刀具和妨碍工件正常运输等风险。
实现有效的切屑处理有助于稳定加工过程,保持传动齿轮的质量,提高生产效率。精确高效的加工支持着传动齿轮的重要作用,也是最大限度地提高整个机床性能的关键。

刀具概念
- 使用 AddMultiTurn 进行高进给回转(拉动)车削可实现高效加工。
- 利用 AddForceCut 的高刚性,即使在长悬伸操作中也能实现高效加工。
- 利用 TungMeister 的快速工具更换功能提高生产率。
工艺特征
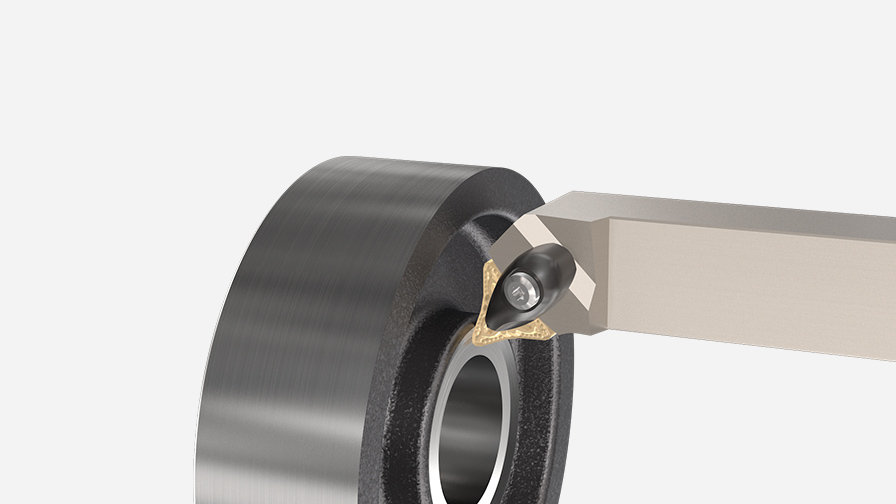
工序 1:精外圆车削和精端面车削
优势
- 高进给切削刃几何形状的背车实现了高效加工,在车削操作中比传统 ISO 刀具高出约 200%。
- 在要求高加工效率的粗加工中,使用背车,而在表面粗糙度至关重要的精加工中,使用前车。根据加工条件和用途有效使用两种切削刃,可提高生产率。
- Y-PRISM 刀片夹紧系统以其独特性和坚固性著称,可确保出色的锁紧刚性。这一特点可实现稳定的多方向加工,并促进高效加工。


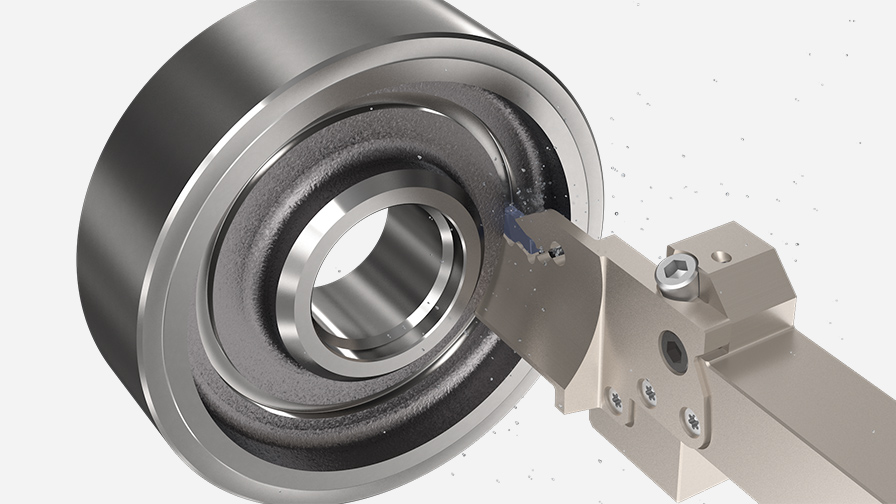
工序 2:端面切槽
优势
- 应用高刚性刀杆,增加刀片背面厚度。为端面深槽加工提供安全保障。
- 通过最佳位置的锁紧螺钉牢固锁紧。刀具刚性高,即使在端槽铣削和横向进给加工中也能确保出色的稳定性。
- 确保加工过程中切槽的冷却液供应,促进切屑排出。实现稳定的加工。


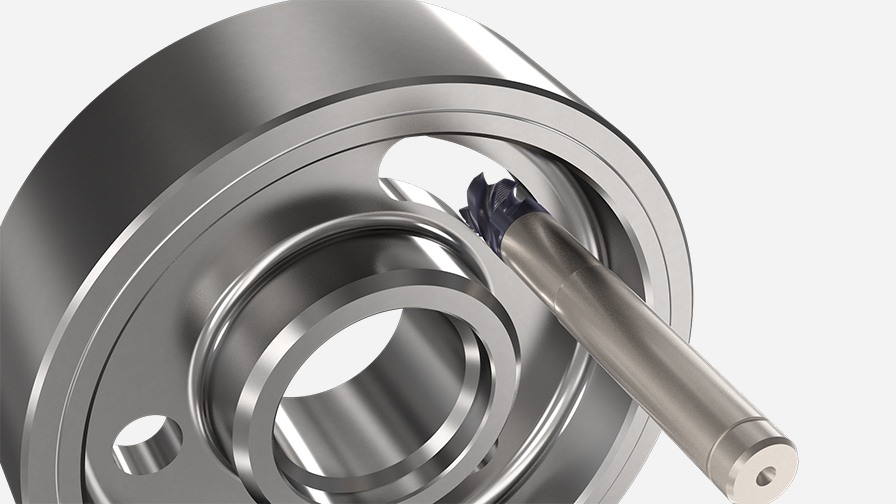
工序 3:精铣槽
优势
- 粗加工刃具有波浪形粗加工切削刃,外径小于精加工刃。这种规格可以获得与方形立铣刀相当的精加工表面,同时由于粗加工立铣刀的抗振性能,还能保持较高的生产率。
- 由于刀头可互换,大大减少了机床停机时间。只需更换刀头,无需调整悬伸长度。
- 锥面和端面双面锁紧,保持高重复性和高精度。


工序 4:精倒角
优势
- 采用 VCW 刀头,除正面倒角外,还能进行背面倒角。这样就可以用同一把工具同时加工正面和背面,有助于工具的整合。
- 由于刀头可互换,大大减少了机床停机时间。只需更换刀头,无需调整悬伸长度。
- 锥面和端面双面锁紧,保持高重复性和高精度。



相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.