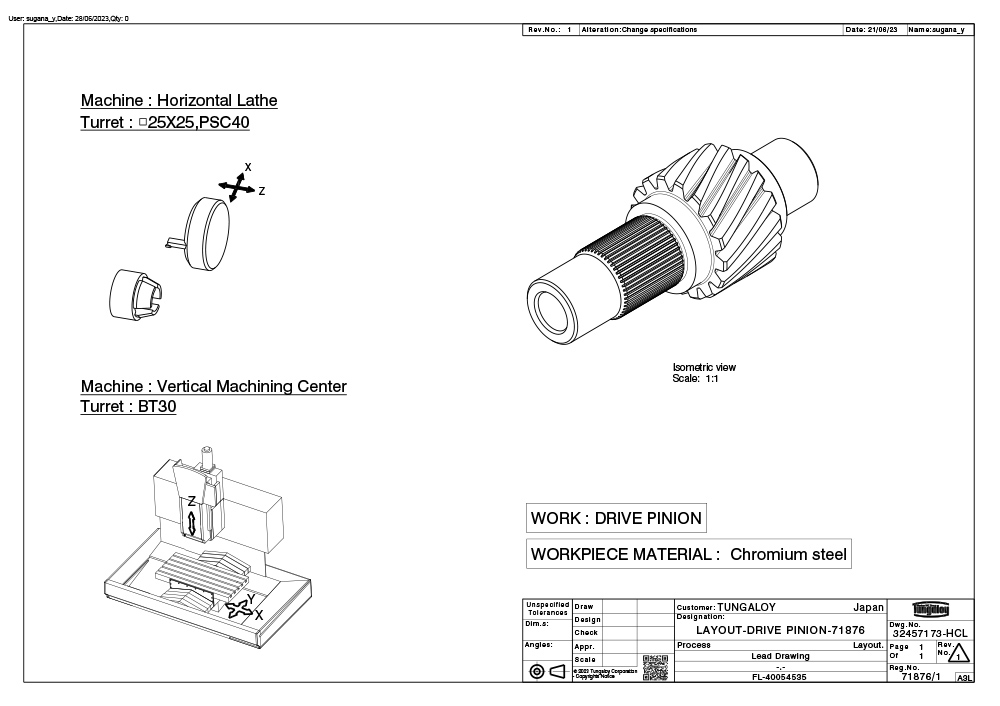
汽车 – 传动小齿轮
汽车传动小齿轮是从发动机获取动力驱动车轮、控制速度和扭矩并支持汽车动力传输和驾驶性能的部件。
作为汽车动力系统的一部分,它在提供适当的驾驶特性方面发挥着至关重要的作用,也是汽车动力传输系统的核心要素。
由于汽车驱动小齿轮使用的是低碳钢(如 SCr420、SCM415),在切屑处理管理方面具有挑战性,因此在很多情况下,切屑处理都会带来问题。
后淬火加工也是必要的,因此使用高效经济的 CBN 刀片成为重要的一点。
泰珂洛凭借其专有技术,提供全面的解决方案,解决轴加工难题,如“深孔加工”、“切屑处理改进”和“CBN刀片的高效使用”

工具概念
- 利用能够一次加工的刀具,即使在深孔加工中也无需先导孔,从而大大缩短了加工时间。
- 利用 AddMultiTurn 技术,通过高进给精铣实现高效加工。
- 通过TungCap工具最大限度地减少机器停机时间,从而提高性能和可靠性。
- 通过在后硬化过程中应用硬车削,无需磨削,从而提高加工效率并降低生产成本。
特色工艺











工序 4:精外圆车削
优势
- 大进给刃口几何设计,实现了背车高效加工,在车削操作中比传统 ISO 刀具高出约 200%。
- 背车可有效减少阶梯轴加工中常见的环形毛刺。
- Y-PRISM刀片锁紧系统以其独特性和坚固性而闻名,可确保卓越的锁紧刚性。这一特性允许稳定的多向加工,并有利于高效加工。

工序 5:精外圆车削(硬车削)
优势
- WavyJoint 刀片具有较大的钎焊接触面积,能有效散发切削过程中在刀刃处产生的热量,降低刀刃温度,抑制月牙洼磨损。
- TungTurn-Jet 刀杆具有冷却效果,可进一步降低刃口温度。刀片和刀杆的组合大大提高了使用寿命。
- WavyJoint 刀片的钎焊接触面积大,钎焊强度高。即使在断续切削中,这种设计也能确保极高的可靠性。




相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统