航空航天 – 起落架
起落架是支撑飞机机身的设备,由轮子和减震器组成。
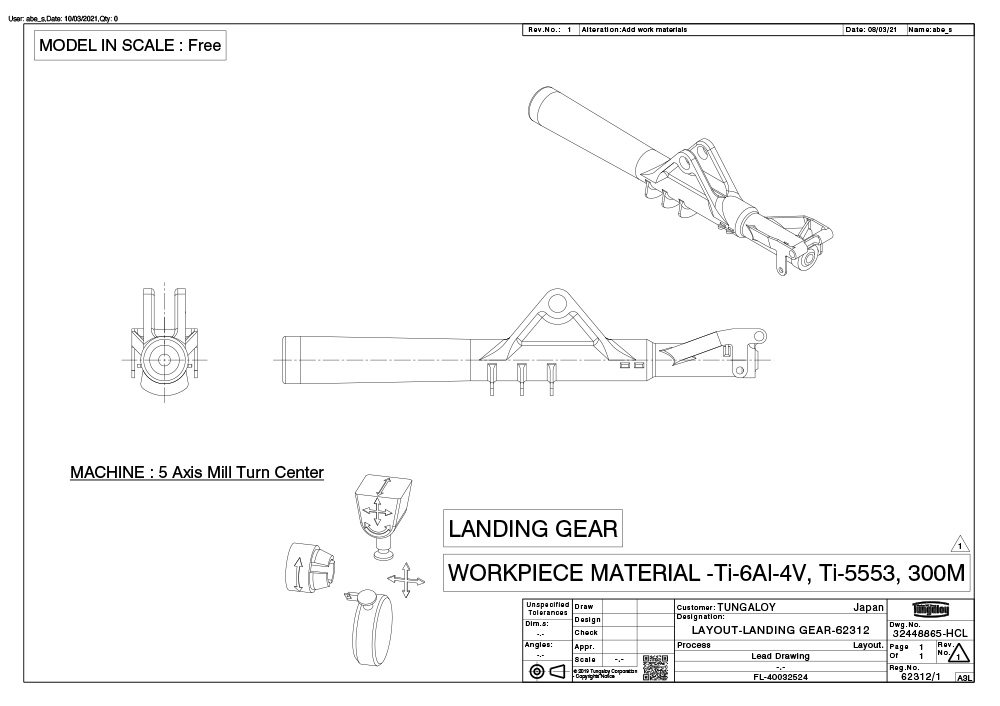
用于制造起落架的材料要求具有足够刚性能承受在着陆过程中的冲击,并且重量轻,以提高燃油效率。
通常制造起落架的材料是钛合金,它具有优异的比强度和耐腐蚀性,或者采用特殊的沉淀硬化不锈钢,它具有优良的韧性、强度和科学稳定性。
这些材料在加工时非常困难,是许多机床车间的瓶颈。
泰珂洛提供优化的切削刃形状,以降低切削阻力,并为难切削材料提供有效的解决方案。

刀具方案的理念
- 提高生产效率和抑制振刀
- 选择多功能刀具,如大进给刀具,最大限度地利用5轴机床的性能
- 采用大进给量车削刀具,具有坚硬的切削刃,以提高粗车削过程的高生产效率和可靠性
- 在深孔内孔车削过程中防止振刀并提供高生产效率
- 使用高压冷却液刀杆,有效延长难切削材料加工时的刀具寿命
采用的工艺





工序1:粗车外圆
优势
- 小主偏角设计允许大进给加工降低了切屑厚度
- 高经济效益的10刀尖双面刀片
- 杠杆锁紧系统结合燕尾槽刀片形状实现了顺畅的排屑和较高的锁紧刚性


工序2:长悬伸精车内孔
优势
- 创新的抗振系统防止振刀实现稳定加工
- 内冷设计提高排屑效率
- 各种形式的刀头和最新的刀片可以安装在镗刀杆上


工序3:粗铣大进给铣刀
优势
- 小主偏角设计降低切屑厚度,延长了难切削材料加工时的刀具寿命
- 大前角设计降低了切削力提高了进给速度


工序4:大切深壁面粗铣削
优势
- 大切深铣削方式大幅提高了壁面铣削加工的生产效率
- 分屑刃防止振刀,在大切深条件下也能实现稳定的铣削加工


工序5:长悬伸铣槽加工
优势
- 大的螺旋倾角设计降低了切削力
- 即使在常出现咬屑问题的深槽加工中,其倾斜的螺旋刃口和宽容屑槽设计提高了排屑性能并保证了稳定的铣槽加工
- 采用4刀尖双面刀片的经济型解决方案
- DoTwistBall刀片,其防止刀片旋转的锁紧设计,刀片旋转问题常见于圆刀片铣刀中,保证稳定的铣削加工



