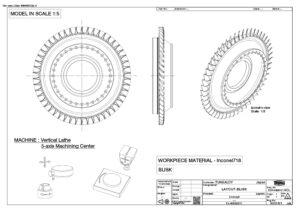
航空航天 – 整体叶盘
整体叶盘是飞机喷气发动机的一个结构部件,集成了叶片和圆盘。整体叶盘是由5轴控制铣床加工的,因为加工过程复杂,质量要求高。
高强度耐热合金,如Inconel 和 Waspaloy合金,具有优异的强度和高温特性,但难以加工。在加工这些先进材料时,刀具磨损非常严重,因此有必要使用最新的刀具和技术。
泰珂洛最新的刀具槽型和材质技术即使在重加工条件下也能提供长而稳定的刀具寿命,为难切削材料提供有效解决方案。

刀具方案理念
- 灵活的刀具设计应对复杂的加工形状
- 使用TungCap刀具接口缩短停机时间
- 防止薄壁和长悬伸加工区域的振刀,提高加工效率
- 在5轴机床上使用桶形铣刀提高半精加工的生产效率
- 可换刀头式铣刀减少停机时间,改善换刀和刀具的库存管理
推荐工艺






工序1:切内孔槽
优势
- 带断屑槽,即使全刀片半径切深下也能实现优秀的切屑控制
- 通过向刀尖直接施加冷却液,槽加工中常见的切屑控制问题得到改善并延长了刀片的寿命
- TungCut特殊的弧形刀片座提高了锁紧刚性。在切槽和车削加工中实现了较高的稳定性


工序2:端面粗车
优势
- 小主偏角产生薄切屑提高了进给速度
- 杠杆式锁紧结合燕尾槽锁紧机构提高了锁紧刚性
- 刀片前刀面上的凸起很好的控制了切屑
- 高经济性双面10刀尖刀片
- 根据加工需求可选择两种类型的刀杆:用于大切深加工的HD型刀杆和用于大进给加工的HF型刀杆。同一款刀片可以分别安装在两款刀杆上


工序3:外圆粗车和端面槽粗加工
优势
- 高韧性的TS300陶瓷材质可用于大切深加工
- 通过减少加工路径,减少了材料加工硬化的影响并延长了刀具寿命
- TungCap刀具系统显著减少了停机时间
- TungCap双面接触保证较高的刀具刚性有助于提高粗加工的效率
外圆粗车
端面槽粗加工


工序4:铣槽
优势
- DoFeed大进给铣刀系列采用高密齿设计,提高加工效率的同时避免了振刀的发生
- 采用大倾角设计特殊的刃口几何形状降低了材料加工硬化的影响并延长了刀具寿命
- 通过使用小主偏角UER刀片,降低了切屑厚度并减小了刀尖上的负载。在难加工材料的大进给加工中获得优秀的刀具寿命
- 经济的双面4刀尖刀片


工序5:长悬伸铣刀
优势
- 正倾角刃口保证对切屑流向可靠的控制
在常发生咬屑的型腔铣削和铣槽加工中保证出色的稳定性 - 通过使用小主偏角大进给铣刀避免了振刀的发生,即使在长悬伸加工中也能够提高加工效率和刀具寿命的稳定性
- 安装小尺寸刀片的高密齿铣刀大大提高了加工效率


工序6:5轴机床上的半精仿形加工
优势
- 用于5轴加工的桶形铣刀拥有“桶形”的大半径弧形刃口
相对于传统的球头立铣刀,可以通过增大步距减少走刀次数,加工时间显著减少 - 通过使用刀具的外周切削刃,提高了刃口的实际切削速度并延长了刀具寿命
- 通过使用可换刀头式铣刀减少了刀具管理的麻烦





これは、タンガロイの営業担当がお客様とともに歩んだ成功への道である。
コストダウンと生産能率アップ
取材協力
ダイキン・ザウアーダンフォス株式会社
