

性能稳定的涂层整体硬质合金钻头
钻头几何形状和合金成分的理想组合,在各种钻孔加工中性能出色

应用 & 特点
应用


DSW 特点
1. 高耐磨性的新型涂层材质
• 新的涂层硬质合金材质具有高通用性。是用于各种材料加工获得长而稳定刀具寿命的完美材质。
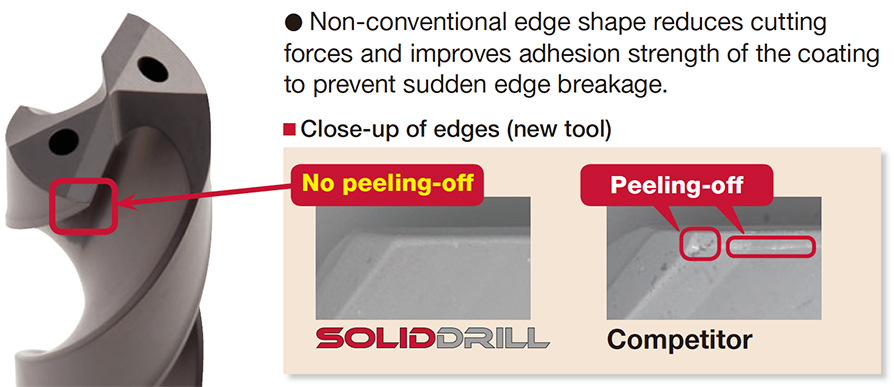
2. 创新的刃口实现可靠的钻孔加工
• 非传统的刃口形状减少了切削力并且提高了涂层粘着强度,防止突发的刃口断裂。
3. 全球标准柄类型- DIN6535-Form HA 标准
• 仅有6种柄部直径尺寸可选-ø6, ø8, ø10, ø12, ø14, ø16 mm。这样降低了所需筒夹的种类。

DSM 特点
1. 各种尺寸和 L/D
• 允许深孔钻孔深度达5到15倍钻头直径。
• 从ø0.1 到 ø3.0mm直径范围内以0.01mm递增均为标准品。柄部直径均统一为ø3 mm。
2. 引导孔加工用中心钻
• DSM-CP140 型,拥有140°钻尖角,可以有效防止刃口崩刃。
• DSM-CP90 型,拥有 90°钻尖角,可以用于孔口倒角。
钻体 & 材质
钻体


主要材质
实际案例
案例 #1
通用工程
| 零件: | 机床零件 |
| 材料: | C55 (ISO) |
| 钻体: | DSW103-040-12DE3 |
| 孔直径: | øDc = 10.3 (mm) |
| 材质: | AH725 |
| 加工条件: | Vc = 50 (m/min) f = 0.3 (mm/rev) H = 24 (mm) 冷却方式: 冷却液(外冷) 机床: 卧式加工中心 |

标准加工条件
DSW-DE (外冷)
| ISO | 工件材料 | 布氏硬度 (HB) |
切削速度Vc (m/min) | 进给: f (mm/rev) | ||||
|---|---|---|---|---|---|---|---|---|
| ø3 – ø6 | ø6 – ø10 | ø10 – ø16 | ø3 – ø6 | ø6 – ø10 | ø10 – ø12 | |||
 |
低碳钢(C < 0.3) SS400、SM490、S25C 等 C15E4、E275A、E355D 等 |
– 180 | 40 – 100 | 60 – 120 | 60 – 130 | 0.15 – 0.3 | 0.15 – 0.35 | 0.2 – 0.5 |
| 碳钢(C > 0.3) S45C、S55C 等 C45、C55 等 |
180 – 300 | 40 – 90 | 50 – 120 | 60 – 130 | 0.15 – 0.3 | 0.15 – 0.35 | 0.2 – 0.4 | |
| 高合金钢 SCM440 等 42CrMo4 等 |
250 – 350 | 40 – 80 | 50 – 100 | 50 – 100 | 0.1 – 0.2 | 0.15 – 0.3 | 0.15 – 0.35 | |
 |
不锈钢 SUS304 等 X5CrNi18-9 等 |
– 200 | 20 – 40 | 30 – 50 | 30 – 60 | 0.05 – 0.2 | 0.1 – 0.25 | 0.1 – 0.3 |
 |
灰铸铁 FC300 等 250 等 |
– 200 | 40 – 90 | 50 – 95 | 50 – 100 | 0.15 – 0.3 | 0.2 – 0.4 | 0.2 – 0.5 |
| 球墨铸铁 FCD450 等 450-10S 等 |
– 300 | 30 – 80 | 40 – 90 | 45 – 90 | 0.1 – 0.3 | 0.2 – 0.4 | 0.2 – 0.4 | |
 |
铝合金 ADC12 等 AlSi11Cu3 等 |
– | 40 – 90 | 50 – 100 | 50 – 100 | 0.15 – 0.3 | 0.2 – 0.4 | 0.2 – 0.5 |
 |
钛合金 Ti-6Al-4V 等 |
– | 20 – 40 | 20 – 40 | 20 – 40 | 0.1 – 0.2 | 0.15 – 0.25 | 0.15 – 0.4 |
| 耐热合金,铬镍铁合金 铬镍铁合金 718 等 |
250 – | 10 – 30 | 10 – 30 | 10 – 30 | 0.03 – 0.07 | 0.05 – 0.1 | 0.07 – 0.12 | |
 |
高硬度钢 SKD11 等 X153CrMoV12 等 |
– 40HRC | 20 – 40 | 20 – 40 | 20 – 40 | 0.05 – 0.15 | 0.05 – 0.15 | 0.05 – 0.2 |
- 表中所示的切削参数只是一般加工的起始指南。应根据所用机床的功率或刚性改变参数值。应根据实际切屑控制或刀刃磨损情况选择最佳条件。
- 使用每个范围内直径较小的刀具时,将进给 “f “设置为较低的推荐值。
- 冷却液供应对于提供稳定的加工条件和延长刀具寿命至关重要。尤其是在钻削难以切削的材料时,应提供较大的冷却液量。
- 在钻孔深度大于 L/D = 3 的奥氏体不锈钢等可加工性较低的不锈钢时,建议采用啄孔循环或内部冷却液供给方式。
DSW-DI (内冷)
| ISO | 工件材料 | 布氏硬度 (HB) |
切削速度Vc (m/min) | 进给: f (mm/rev) | ||||
|---|---|---|---|---|---|---|---|---|
| ø3 – ø6 | ø6 – ø10 | ø10 – ø16 | ø3 – ø6 | ø6 – ø10 | ø10 – ø12 | |||
|
低碳钢(C < 0.3) SS400、SM490、S25C 等 C15E4、E275A、E355D 等 |
– 180 | 70 – 140 | 80 – 160 | 90 – 190 | 0.15 – 0.3 | 0.15 – 0.35 | 0.2 – 0.5 |
| 碳钢(C > 0.3) S45C、S55C 等 C45、C55 等 |
180 – 300 | 50 – 130 | 70 – 160 | 80 – 170 | 0.15 – 0.3 | 0.15 – 0.35 | 0.2 – 0.4 | |
| 高合金钢 SCM440 等 42CrMo4 等 |
250 – 350 | 40 – 100 | 60 – 140 | 60 – 160 | 0.1 – 0.2 | 0.15 – 0.3 | 0.15 – 0.35 | |
|
不锈钢 SUS304 等 X5CrNi18-9 等 |
– 200 | 25 – 75 | 50 – 100 | 50 – 120 | 0.05 – 0.2 | 0.1 – 0.25 | 0.1 – 0.3 |
|
灰铸铁 FC300 等 250 等 |
– 200 | 80 – 140 | 100 – 160 | 100 – 180 | 0.15 – 0.3 | 0.2 – 0.4 | 0.2 – 0.45 |
| 球墨铸铁 FCD450 等 450-10S 等 |
– 300 | 70 – 140 | 80 – 150 | 80 – 170 | 0.1 – 0.3 | 0.2 – 0.4 | 0.2 – 0.45 | |
|
铝合金 ADC12 等 AlSi11Cu3 等 |
– | 60 – 200 | 60 – 200 | 60 – 200 | 0.15 – 0.3 | 0.2 – 0.4 | 0.2 – 0.5 |
|
钛合金 Ti-6Al-4V 等 |
– | 20 – 60 | 30 – 80 | 30 – 80 | 0.1 – 0.2 | 0.1 – 0.25 | 0.15 – 0.4 |
| 耐热合金,铬镍铁合金 铬镍铁合金 718 等 |
250 – | 10 – 30 | 10 – 40 | 10 – 40 | 0.03 – 0.07 | 0.05 – 0.1 | 0.07 – 0.15 | |
|
高硬度钢 SKD11 等 X153CrMoV12 等 |
– 40HRC | 20 – 50 | 30 – 60 | 30 – 60 | 0.05 – 0.15 | 0.05 – 0.15 | 0.05 – 0.2 |
- 表中所示的切削参数只是一般加工的起始指南。应根据所用机床的功率或刚性改变参数值。应根据实际切屑控制或边缘损坏情况选择最佳条件。
- 使用每个范围内直径较小的刀具时,将进给 “f “设置为较低的推荐值。
- 冷却孔堵塞可能导致钻头断裂。必须在冷却液供应系统上安装防止切屑循环的过滤器。
DSW-CI (16xD, 20xD)
| ISO | 工件材料 | 切削速度 Vc (m/min) |
进给: f (mm/rev) | ||
|---|---|---|---|---|---|
| 刀具直径: DC (mm) | |||||
| ø3 – ø5 | ø5.1 – ø8 | ø8.1 – ø10 | |||
|
低碳钢(C < 0.3) SS400、SM490、S25C 等 C15E4、E275A、E355D 等 |
70 – 90 | 0.1 – 0.18 | 0.1 – 0.2 | 0.1 – 0.25 |
| 高碳钢(C > 0.3) S45C、S55C 等 C45、C55 等 |
70 – 90 | 0.1 – 0.18 | 0.1 – 0.2 | 0.1 – 0.25 | |
| 低合金钢 SCM415 等 18CrMo4 等 |
70 – 90 | 0.1 – 0.18 | 0.1 – 0.2 | 0.1 – 0.25 | |
| 合金钢 SCM440、SCr420 等 42CrMo4, 20Cr4 等 |
75 – 85 | 0.08 – 0.14 | 0.08 – 0.18 | 0.12 – 0.2 | |
|
不锈钢 SUS304、SUS316 等 X5CrNi18-9、 X5CrNiMo17-12-2 等 |
55 – 65 | 0.04 – 0.12 | 0.08 – 0.16 | 0.1 – 0.18 |
|
灰铸铁 FC250 等 GG25 等 |
80 – 100 | 0.14 – 0.24 | 0.16 – 0.26 | 0.18 – 0.3 |
| 球墨铸铁 FCD700 等 GGG70 等 |
80 – 100 | 0.14 – 0.24 | 0.16 – 0.26 | 0.18 – 0.3 | |
|
钛合金 Ti-6Al-4V 等 |
35 – 45 | 0.06 – 0.12 | 0.08 – 0.16 | 0.1 – 0.18 |
| 镍基合金 | 30 – 40 | 0.06 – 0.12 | 0.08 – 0.16 | 0.1 – 0.18 | |
DSW-CI (30xD)
| ISO | 工件材料 | 切削速度 Vc (m/min) |
进给: f (mm/rev) | ||
|---|---|---|---|---|---|
| 刀具直径: DC (mm) | |||||
| ø3 – ø5 | ø5.1 – ø8 | ø8.1 – ø10 | |||
|
低碳钢(C < 0.3) SS400、SM490、S25C 等 C15E4、E275A、E355D 等 |
70 – 90 | 0.08 – 0.11 | 0.12 – 0.17 | 0.1 – 0.22 |
| 高碳钢(C > 0.3) S45C、S55C 等 C45、C55 等 |
70 – 90 | 0.08 – 0.11 | 0.12 – 0.17 | 0.1 – 0.22 | |
| 低合金钢 SCM415 等 18CrMo4 等 |
70 – 90 | 0.08 – 0.11 | 0.12 – 0.17 | 0.1 – 0.22 | |
| 合金钢 SCM440、SCr420 等 42CrMo4, 20Cr4 等 |
75 – 85 | 0.06 – 0.09 | 0.08 – 0.14 | 0.1 – 0.18 | |
|
不锈钢 SUS304、SUS316 等 X5CrNi18-9、 X5CrNiMo17-12-2 等 |
55 – 65 | 0.04 – 0.1 | 0.08 – 0.14 | 0.1 – 0.16 |
|
灰铸铁 FC250 等 GG25 等 |
80 – 100 | 0.14 – 0.22 | 0.16 – 0.26 | 0.18 – 0.25 |
| 球墨铸铁 FCD700 等 GGG70 等 |
80 – 100 | 0.14 – 0.22 | 0.16 – 0.24 | 0.18 – 0.25 | |
|
钛合金 Ti-6Al-4V 等 |
35 – 45 | 0.06 – 0.1 | 0.08 – 0.12 | 0.1 – 0.13 |
| 镍基合金 | 30 – 40 | 0.06 – 0.1 | 0.08 – 0.12 | 0.08 – 0.13 | |
DSM
| ISO | 工件材料 | 硬度 | 切削速度 Vc (m/min) | 进给: f (mm/rev) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ø0.1 – ø0.3 | ø0.31 – ø0.5 | ø0.51 – ø3 | ø0.1 – ø0.3 | ø0.31 – ø0.5 | ø0.51 – ø1 | ø1.01 – ø2 | ø2.01 – ø3 | |||
|
碳钢 合金钢 |
– 300HB | 5 – 20 | 15 – 30 | 25 – 60 | 0.001 – 0.004 | 0.002 – 0.01 | 0.005 – 0.05 | 0.03 – 0.09 | 0.05 – 0.1 |
|
不锈钢 | – 200HB | 2 – 12 | 6 – 18 | 10 – 20 | 0.0005 – 0.004 | 0.002 – 0.008 | 0.005 – 0.03 | 0.01 – 0.04 | 0.02 – 0.05 |
|
灰铸铁 | 150 – 250HB | 5 – 15 | 10 – 25 | 20 – 50 | 0.0005 – 0.004 | 0.002 – 0.012 | 0.005 – 0.03 | 0.01 – 0.06 | 0.03 – 0.12 |
| 球墨铸铁 | 150 – 250HB | 5 – 15 | 10 – 25 | 20 – 50 | 0.001 – 0.003 | 0.002 – 0.01 | 0.005 – 0.02 | 0.01 – 0.05 | 0.03 – 0.1 | |
|
铝合金 | – | 10 – 20 | 10 – 30 | 20 – 50 | 0.001 – 0.01 | 0.005 – 0.03 | 0.01 – 0.05 | 0.04 – 0.15 | 0.06 – 0.2 |
| 铜/黄铜 | – | 10 – 20 | 10 – 30 | 20 – 50 | 0.001 – 0.01 | 0.005 – 0.03 | 0.01 – 0.05 | 0.04 – 0.15 | 0.06 – 0.2 | |
|
耐热合金 | – 40HRC | 2 – 6 | 5 – 10 | 8 – 20 | 0.0005 – 0.003 | 0.002 – 0.004 | 0.002 – 0.004 | 0.002 – 0.004 | ※ |
|
高硬度钢 | – 50HRC | 4 – 8 | 6 – 10 | 6 – 16 | 0.0005 – 0.002 | 0.001 – 0.005 | 0.005 – 0.02 | 0.01 – 0.03 | 0.02 – 0.06 |
※ 不推荐
- 当钻孔深度大于 L/D = 5 时,每隔钻孔直径的 10%至 50%使用啄钻。
- 上述切削条件适用于使用水溶性切削液时。钻孔小于 ø0. 3 mm的孔时,建议使用起钻。
- 调试钻头时,锥度跳动应在 0.002 mm以内(尤其是钻头直径小于 ø0.5 mm时)。(特别是钻头直径小于 ø0.5 mm 时)。
DSM-CP
| ISO | 工件材料 | 硬度 | 切削速度Vc (m/min) | 进给: f (mm/rev) | |
|---|---|---|---|---|---|
| DSM-CP90 | DSM-CP140 | ||||
|
碳钢、低碳钢和合金钢 | – 300HB | 30 – 80 | 0.01 – 0.06 | 0.03 – 0.08 |
|
不锈钢 | – 200HB | 15 – 40 | 0.01 – 0.03 | 0.02 – 0.06 |
|
灰口铸铁和球墨铸铁 | 150 – 250HB | 30 – 80 | 0.02 – 0.06 | 0.05 – 0.1 |
|
铝合金 | – | 60 – 120 | 0.02 – 0.1 | 0.05 – 0.15 |
|
高硬度钢 | – 45HRC | 10 – 40 | ※ | 0.01 – 0.05 |
※ 不推荐
- 使用 DSM-CP140 可钻硬质材料和具有加工硬化特性的不锈钢。
- 上述切削条件是在使用水溶性切削液时设计的,在这种情况下,请将切削速度设为范围的下限。
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog
SolidDrill
GigaMiniDrill



相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.