

实用型特殊形状的CBN刀片
用于淬火钢、铸铁和烧结金属高效精加工

应用 & 特点
应用


特点
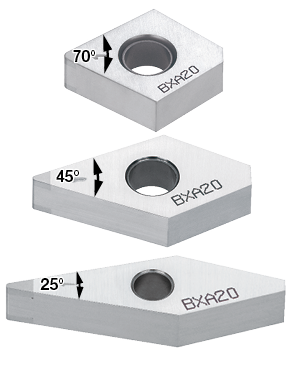
用于一般车削加工的新型CBN刀片
- 带70°刀尖角的GNGA 刀片
- 带45°刀具角的FNGA 刀片
- 更小的刀尖角能够使刀片后刀面和工件表面之间产生更大的间隙,从而获得更好的切屑流动和排屑。
- 能够在端面外拉车削加工中使用更大的切深(进给方向远离工件中心)。
- 带25°刀尖角的YNGA 刀片
- 能够实现传统V型刀片无法完成的清根,V型槽和其它类型的加工
高通用性
- 这些刀片可以使用在现有的ISO车刀杆上。
- GNGA 刀片: 用于安装 CNxx1204 刀片的刀杆
- FNGA 刀片: 用于安装 DNxx1504 刀片的刀杆
- YNGA 刀片: 用于安装 VNxx1604 刀片的刀杆
- 相对于ISO刀片无需补偿,因为刀尖位置的几何形状相同。
- 带有2个刀尖的双面刀片。

刀片& 材质
实际案例
案例 #1
汽车行业
| 零件: | 飞轮 |
| 材料: | FC250 / 250 |
| 刀杆: | DCLNR2525M12 |
| 刀片: | 2QP-GNGA120408 |
| 材质: | BX470 |
| 加工条件: | Vc = 500 (m/min) f = 0.10 (mm/rev) ap = 0.20 (mm) 应用: 端面车削 冷却方式: 外冷 |

案例 #2
通用工程
| 零件: | 夹头 |
| 材料: | SNCM220 / 20NiCrMo2 |
| 刀杆: | A25R-ACLNR12-D320 |
| 刀片: | 2QP-GNGA120408 |
| 材质: | BXM20 |
| 加工条件: | Vc = 70 (m/min) f = 0.06 (mm/rev) ap = 0.20 (mm) 应用: 内孔车削 冷却方式: 干切 |

标准加工条件
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
公制
英制
Main product report_No. 510-US


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.