2024年12月,泰珂洛宣布扩充TungForce-Rec方肩铣刀片系列,新增18尺寸刀片。这些刀片通过反正向设计和 V 型底部结构,提高了切削效率和稳定性,确保了耐用性、刚性并降低了切削阻力。结合多功能断屑槽选项,扩充后的产品阵容可为各种加工应用提供可靠、经济高效的解决方案。
挑战与趋势
在方肩铣削领域,尤其是涉及黑皮和铸件表面的高负荷加工中,面临着巨大的挑战。使用双刀尖刀片的传统方肩立铣刀通常缺乏足够的切削刃强度,从而限制了加工效率的提高。此外,在加工大型部件或要求高精度的零件时,经常会出现刀具偏斜引起的振刀和崩刃等问题,给加工稳定性带来持续挑战。这些挑战和市场条件在汽车零件、航空航天、模具、建筑机械和工业机械部件等众多行业中普遍存在。市场对能提供更高的加工效率和可靠性的新解决方案的需求日益增长,因此开发此类产品成为当务之急。
产品概览
TungForce-Rec 是一种高精度、高效率的铣刀,专门用于方肩铣削。它采用独特的 V 形底部刀片和锁紧机构,具有稳定的加工性能。它适用于各种材料和行业。耐磨涂层可确保刀具使用寿命长,有助于提高生产率和节约成本。

优势和特点
特点 1:切削刃强度高
反向正刀片设计确保了较大的刀片横截面积,实现了较高的抗崩刃能力。
大前角设计可降低切削阻力,实现高效加工。
提供多功能断屑槽和切削刃强化 MT 断屑槽两种选择,可根据具体应用提供最佳切削性能。

特点 2:提高可靠性
V 形底部刀片设计确保了更大的刀芯厚度和更厚的背面金属,增强了刀体的刚性。
与竞争对手相比,采用了更大尺寸的螺钉,增强了刀片锁紧系统的可靠性。即使在苛刻的加工条件下,也能确保稳定的性能。
高刚性设计最大限度地减少了加工过程中的振动,有助于提高表面加工质量。

切削性能
刀具寿命比较: S55C / C55
![]()

| 刀体 | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| 刀片 | AVMT180708PDER-MM AH3225 / AVMT180708PDER-MT AH3225 |
| 工件材料 | S55C / C55 |
| 切削速度/每齿进给量 | Vc = 160 m/min, fz = 0.2 mm/t |
| 切削深度/宽度 | ap = 2 mm, ae = 35 mm |
| 冷却 | 干式 |
※仅使用一个刀片进行切削
MM 型断屑槽的刀具寿命提高了 1.5 倍,MT 型提高了 1.2 倍。
刀具寿命比较: Inconel 718 (38 HRC)
![]()

| 刀体 | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| 刀片 | AVMT180708PDER-MM AH8015 / AVMT180708PDER-MT AH8015 |
| 工件材料 | Inconel 718 (38 HRC) |
| 切削速度/每齿进给量 | Vc = 15 m/min, fz = 0.08 mm/t |
| 切削深度/宽度 | ap = 15 mm, ae = 10 mm |
| 冷却 | 湿法(仅在刀体上使用一个刀片加工) |
※仅使用一个刀片进行切削
MM 型断屑槽的刀具寿命提高了 3.5 倍,MT 型提高了 3.0 倍。
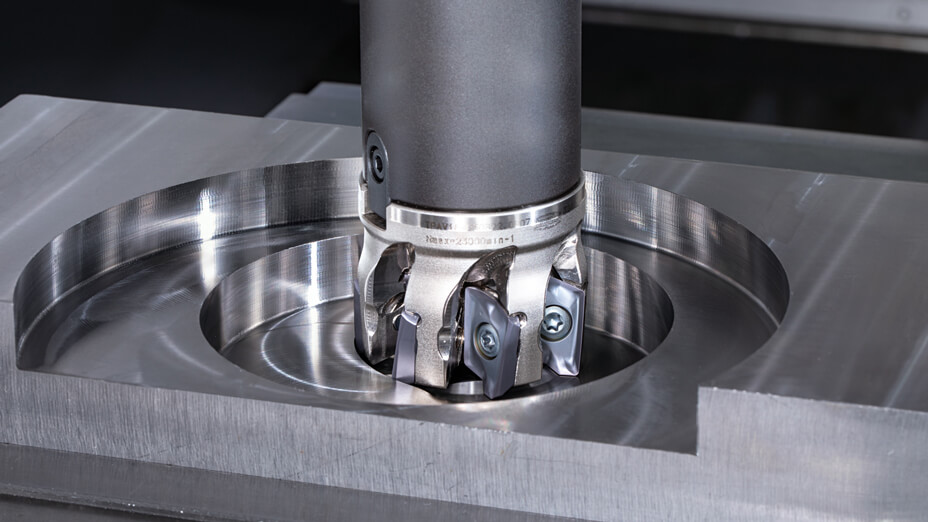
表面处理
![]()

面铣
| 刀体 | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| 刀片 | AVMT180708PDER-MM AH3225 |
| 工件材料 | S55C / C55 |
| 切削速度/每齿进给量 | Vc = 120 m/min, fz = 0.15 mm/t |
| 切削深度/宽度 | ap = 15 mm, ae = 20 mm |
| 冷却 | 干式 |
与竞争对手相比,表面质量更好。
壁面精加工
![]()

方肩铣
| 刀体 | TPAV18M050B22.0R05 (φ50 mm, z = 5) |
| 刀片 | AVMT180708PDER-MM AH3225 |
| 工件材料 | S55C / C55 |
| 切削速度/每齿进给量 | Vc = 120 m/min, fz = 0.15 mm/t |
| 切削深度/宽度 | ap = 15 mm, ae = 20 mm |
| 冷却 | 干式 |
壁段差比竞争对手更好。
成功案例
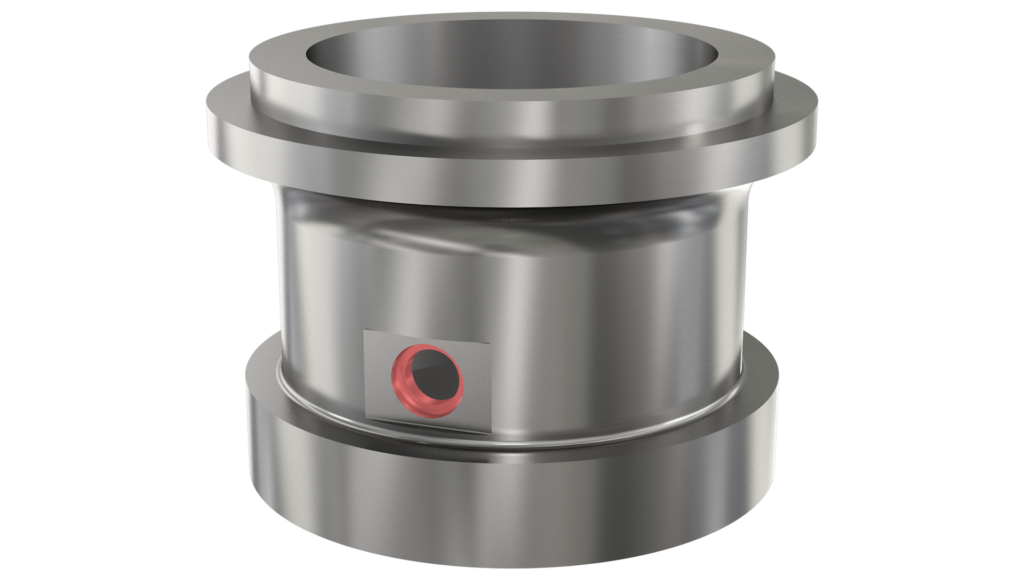
提高刀具寿命
由于刃口强度高,TungForceRec18 实现了无崩刃的稳定加工。
| 行业 | 重工 |
| 部件 | 建筑机械部件 |
| 材料 ISO 代码 | P – 钢 |
| 工件材料 | 高合金钢 |
| 机床(主轴型) | 大型立式加工中心 (#50, HSK100) |
| 刀具系列 | 铣削 |
| 刀具类别 | 方肩铣刀 |
| 产品名 | TungForce-Rec |
| TSR No. | 5071M |
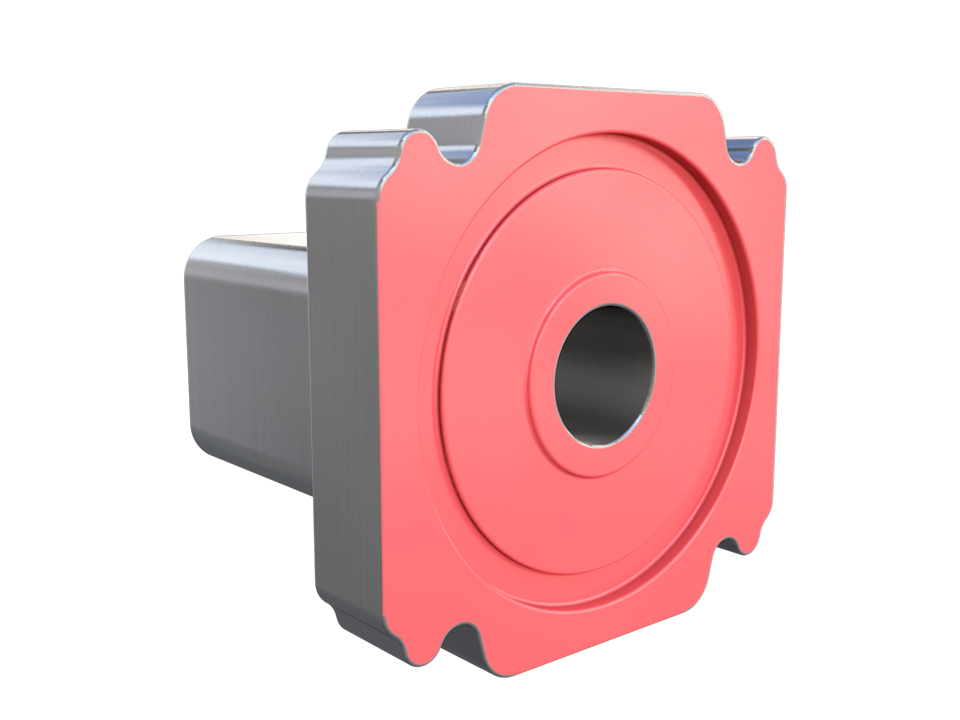
提高刀具寿命
TungForceRec18 与坚固的切削刃和 AH3225 材质相结合,将加工零件的数量从 7 个增加到 10 个,实现了刀具寿命提高 1.4 倍。
| 行业 | 工程 |
| 部件 | 支架 |
| 材料 ISO 代码 | P – 钢 |
| 工件材料 | SKD11 |
| 机床(主轴型) | 中型立式加工中心(#40, HSK63) |
| 刀具系列 | 铣削 |
| 刀具类别 | 方肩铣刀 |
| 产品名 | TungForce-Rec |
| TSR No. | 5073M |
提高刀具寿命
TungForceRec18 采用低阻力 MM 断屑槽,通过增加齿数和进给速度,抑制了振刀,并将加工效率提高了 2.1 倍。
| 行业 | 重工 |
| 部件 | 套管 |
| 材料 ISO 代码 | P – 钢 |
| 工作材料 | SS400 |
| 机床(主轴型) | 大型立式加工中心(50 号,HSK100) |
| 刀具系列 | 铣削 |
| 刀具类别 | 方肩铣刀 |
| 产品名 | TungForce-Rec |
| TSR No. | 5074M |
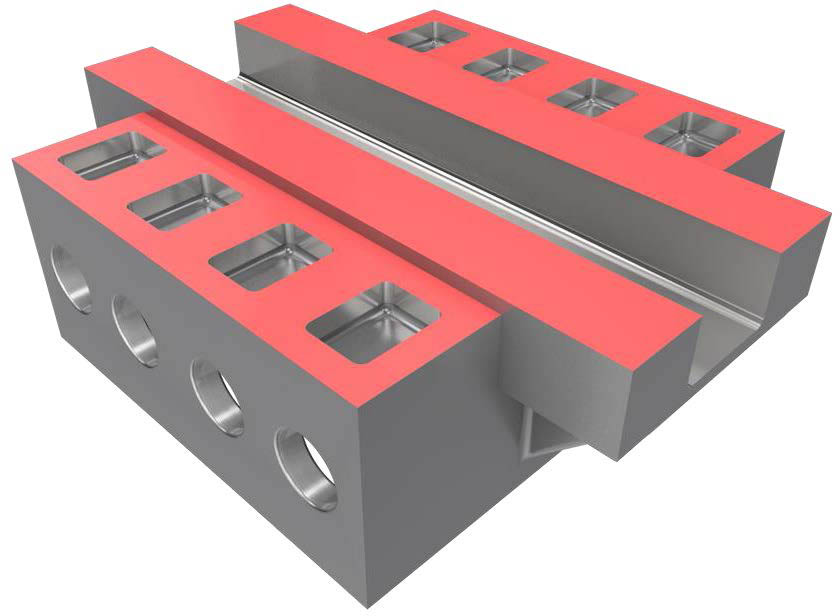
提高生产力
与同类产品相比,TungForceRec18 具有更多的切削刃,可实现无振刀的稳定加工。
因此,加工效率提高了 1.3 倍。
| 行业 | 重工 |
| 部件 | 机床底座 |
| 材料 ISO 代码 | P – 钢 |
| 工作材料 | SS400 |
| 机床(主轴型) | 大型立式加工中心(50 号,HSK100) |
| 刀具系列 | 铣削 |
| 刀具类别 | 螺旋插补铣 |
| 产品名称 | TungForce-Rec |
| TSR No. | 5076M |